一种定子铁芯端子碰焊的辅助工装及使用方法与流程
本发明属于辅助焊接装置,具体涉及一种定子铁芯端子碰焊的辅助工装及使用方法。
背景技术:
1、后向离心风机外转子结构是通风行业必不可少的组成结构部分,目前外转子交流风机应用越来越广泛,定子铁芯端子的碰焊品质直接影响着外转子交流风机的整体品质。现在定子铁芯端子的碰焊操作一般是员工纯手工操作,往往需要依靠双手和眼睛的配合去作业,定子铁芯端子的定位与手工碰焊存在误差,导致碰焊品质一致性差,而且工作效率低。另外,在长时间的碰焊操作后,定子铁芯端子的定位与手工碰焊的误差越来越大,良品率会下降,生产成本进一步提高。因此有必要提出辅助工装以解决现有存在的问题。
技术实现思路
1、为解决上述技术问题,本发明的目的在于提供一种定子铁芯端子碰焊的辅助工装及使用方法,具有定位准确、可操作性强的优点,确保了碰焊品质的一致性,有效地提高生产效率。
2、为实现上述发明目的,本发明采取的技术方案如下:
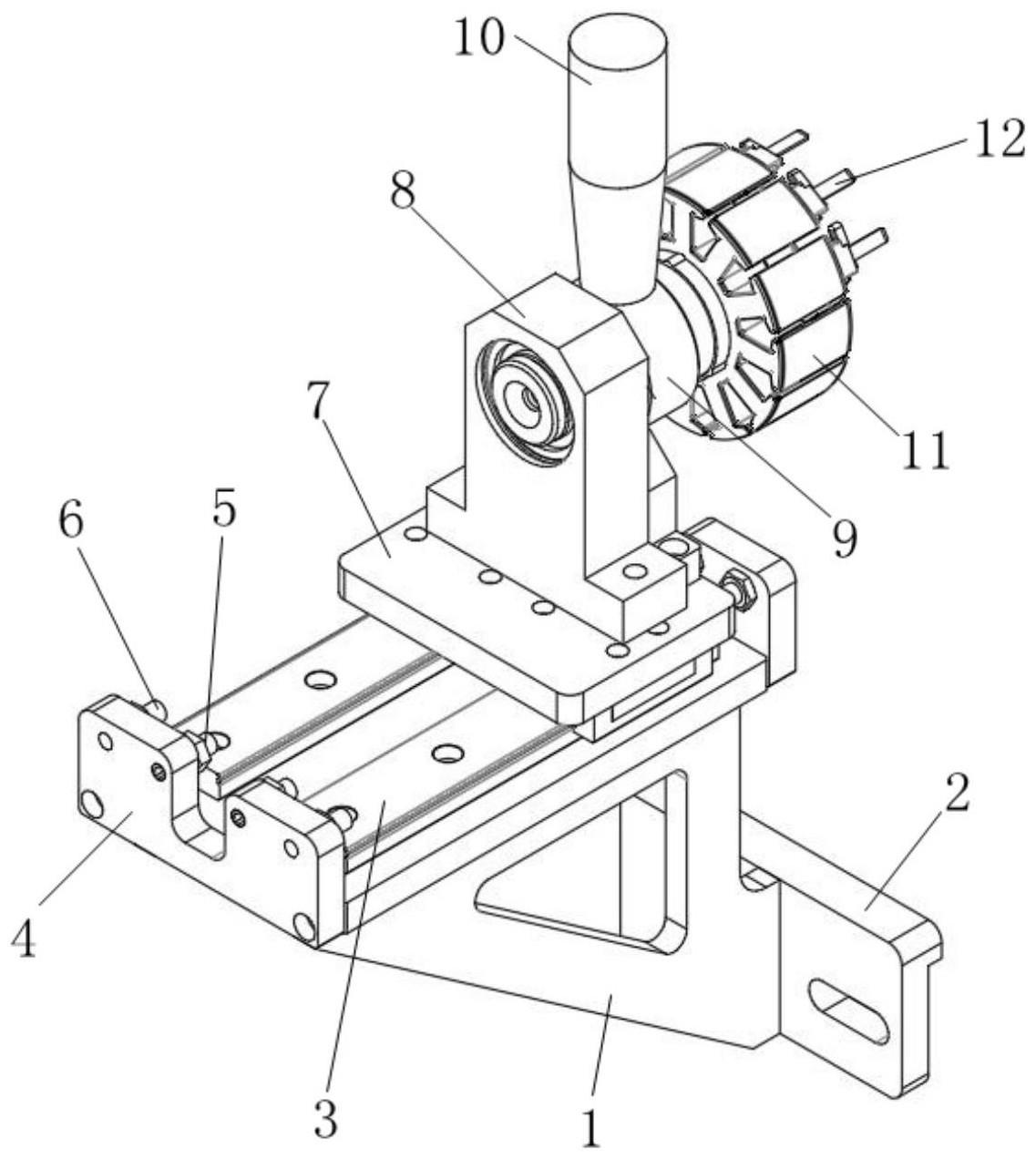
3、在本发明的第一方面,本发明提供了一种定子铁芯端子碰焊的辅助工装,包括连接座组件、旋转组件和定位组件,所述连接座组件与碰焊装置连接,所述旋转组件包括安装板、轴承座、定位转轴和驱动结构,所述安装板设置于连接座组件的顶面,所述轴承座设置于安装板上,所述定位转轴的一端与轴承座可转动地连接,所述定位转轴的另一端与定子铁芯连接,所述定位组件包括定位座和定位滚珠结构,所述定位座设置于安装板上,且位于定位转轴的下方,所述定位座内设置安装定位滚珠结构的安装槽,所述定位滚珠结构嵌入安装槽内,所述定位滚珠结构与安装槽之间设置复位弹簧,所述定位转轴在周向侧面平行设置多个定位槽,所述定位滚珠结构与其中一个定位槽接触。
4、优选的,所述连接座组件包括基座和导轨,所述基座与所述碰焊装置连接,所述导轨设置于基座的顶面,所述导轨的两端部均设置有定位挡板,所述旋转组件的安装板与导轨可滑动地连接。
5、更优选的,所述定位挡板朝向安装板的侧面设置强磁体,所述安装板是铁质材料制成。导轨按强磁体设置的位置分为前定位点和后定位点,前定位点靠近碰焊装置,是对端子进行碰焊的工作位点,后定位点远离碰焊装置,是更换定子铁芯以及调整端子位置的工作位点。
6、更优选的,所述定位挡板朝向安装板的侧面设置限位件,所述限位件朝向安装板,所述限位件与定位挡板可拆卸地连接。当安装板靠近其中一个定位挡板时,限位件凸出于定位挡板的长度为安装板与定位挡板的最小间距,改变前定位点处的限位件长度,即可对定位铁芯端子与焊接点之间的位置进行调整。
7、优选的,所述定位转轴与定子铁芯连接的一端侧面设置安装卡槽,所述安装卡槽与定子铁芯内孔的结构适配。
8、优选的,所述驱动结构是电机或旋转气缸,所述电机或所述旋转气缸的驱动部分与定位转轴的端部连接,这有利于提高辅助装置的自动化程度。
9、优选的,所述驱动结构是手柄,所述手柄的底端与定位转轴的周向侧面固定连接,所述手柄与所述定位转轴呈相互垂直的状态。
10、优选的,所述基座包括支撑架和固定连接板,所述支撑架顶面与导轨连接,所述支撑架的底端侧面与固定连接板连接,所述固定连接板与碰焊装置连接。
11、优选的,所述基座上还设置推动气缸,所述推动气缸的活塞杆与安装板连接,以驱使旋转组件沿着导轨运动。
12、在本发明的第二方面,本发明提供了一种定子铁芯端子碰焊的辅助工装的使用方法,步骤如下:
13、s1、通过连接座组件将辅助工装与碰焊装置固定连接;
14、s2、将定子铁芯安装在定位转轴的端部上,使定子铁芯端子朝向碰焊装置的焊接点处;
15、s3、启动碰焊机,对位于焊接点处定子铁芯的端子进行碰焊;
16、s4、通过驱动结构使定位转轴旋转,使相邻的未碰焊的端子转动到最高处;
17、s5、再次启动碰焊机,对位于焊接点处定子铁芯的端子进行碰焊;
18、s6、重复步骤s3-s5,直至定子铁芯的所有端子完成碰焊,将定子铁芯取下。
19、有益效果:
20、本发明结构简单,可操作性强,对于操作人员无需专门的培训,适用于不同型号的风机定子铁芯端子碰焊,适用范围广,定子铁芯在碰焊装置内的定位以及定子铁芯端子的调整具由辅助装置实现,定位准确性高,提高了碰焊品质的一致性,有效地提高了生产效率。
技术特征:
1.一种定子铁芯端子碰焊的辅助工装,其特征在于,包括连接座组件、旋转组件和定位组件,所述连接座组件与碰焊装置连接,所述旋转组件包括安装板(7)、轴承座(8)、定位转轴(9)和驱动结构,所述安装板(7)设置于连接座组件的顶面,所述轴承座(8)设置于安装板(7)上,所述定位转轴(9)的一端与轴承座(8)可转动地连接,所述定位转轴(9)的另一端与定子铁芯(11)连接,所述定位组件包括定位座(13)和定位滚珠结构(14),所述定位座(13)设置于安装板(7)上,且位于定位转轴(9)的下方,所述定位座(13)内设置安装定位滚珠结构(14)的安装槽,所述定位滚珠结构(14)嵌入安装槽内,所述定位滚珠结构(14)与安装槽之间设置复位弹簧,所述定位转轴(9)在周向侧面平行设置多个定位槽(15),所述定位滚珠结构(14)与其中一个定位槽(15)接触。
2.根据权利要求1所述的辅助工装,其特征在于,所述连接座组件包括基座和导轨(3),所述基座与所述碰焊装置连接,所述导轨(3)设置于基座的顶面,所述导轨(3)的两端部均设置有定位挡板(4),所述旋转组件的安装板(7)与导轨(3)可滑动地连接。
3.根据权利要求2所述的辅助工装,其特征在于,所述定位挡板(4)朝向安装板(7)的侧面设置强磁体(5),所述安装板(7)是铁质材料制成。
4.根据权利要求2所述的辅助工装,其特征在于,所述定位挡板(4)朝向安装板(7)的侧面设置限位件(6),所述限位件(6)朝向安装板(7),所述限位件(6)与定位挡板(4)可拆卸地连接。
5.根据权利要求1所述的辅助工装,其特征在于,所述定位转轴(9)与定子铁芯(11)连接的一端侧面设置安装卡槽(16),所述安装卡槽(16)与定子铁芯(11)内孔的结构适配。
6.根据权利要求1所述的辅助工装,其特征在于,所述驱动结构是电机或旋转气缸,所述电机或所述旋转气缸的驱动部分与定位转轴(9)的端部连接。
7.根据权利要求1所述的辅助工装,其特征在于,所述驱动结构是手柄(10),所述手柄(10)的底端与定位转轴(9)的周向侧面固定连接,所述手柄(10)与所述定位转轴(9)呈相互垂直的状态。
8.根据权利要求2所述的辅助工装,其特征在于,所述基座包括支撑架(1)和固定连接板(2),所述支撑架(1)顶面与导轨(3)连接,所述支撑架(1)的底端侧面与固定连接板(2)连接,所述固定连接板(2)与碰焊装置连接。
9.根据权利要求2所述的辅助工装,其特征在于,所述基座上还设置推动气缸,所述推动气缸的活塞杆与安装板(7)连接,以驱使旋转组件沿着导轨(3)运动。
10.一种定子铁芯端子碰焊的辅助工装的使用方法,其特征在于,适用于如权利要求1-9任一项所述的辅助工装,步骤如下:
技术总结
本发明公开了一种定子铁芯端子碰焊的辅助工装及使用方法,辅助工装包括连接座组件、旋转组件和定位组件,连接座组件与碰焊装置连接,旋转组件包括安装板、轴承座、定位转轴和驱动结构,安装板设置于连接座组件的顶面,轴承座设置于安装板上,定位转轴的一端与轴承座连接,另一端与定子铁芯连接,定位组件包括定位座和定位滚珠结构,定位座设置于安装板上且位于定位转轴的下方,定位座内设置安装槽,定位滚珠结构嵌入安装槽内,定位滚珠结构与安装槽之间设置复位弹簧,定位转轴在周向侧面平行设置多个定位槽,定位滚珠结构与其中一个定位槽接触。本发明具有定位准确、可操作性强的优点,确保了碰焊品质的一致性,有效地提高生产效率。
技术研发人员:朱河松,李儒涛,胡传武
受保护的技术使用者:泛仕达机电股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!