一种内燃机连杆螺栓的紧固方法与流程
本发明涉及内燃机曲柄连杆机构,具体而言,尤其涉及一种内燃机连杆螺栓的紧固方法。
背景技术:
1、内燃机的曲柄连杆机构主要是由曲轴、连杆和轴瓦组成将往复运动转化成回转运动,实现工作循环,完成能量转换的重要传动机构。其主要依靠连杆螺栓的紧固将连杆体和连杆盖组成连杆大端孔,并通过轴瓦与曲轴曲柄配合形成传动机构。内燃机运转时,在连杆轴瓦与曲轴曲柄的配合间隙形成工作油膜,避免曲柄与轴瓦直接接触造成摩擦,造成运动部件损坏。连杆螺栓的紧固状态直接决定着曲柄连杆机构装配精度和工作状态。内燃机连杆螺栓属于高强度螺栓,高强度螺栓的紧固方法一般分为定扭矩+转角控制法和伸长量控制法两种技术方法。
2、扭矩+转角控制法利用紧固力矩与螺栓转角的关系(见图1),采用定扭矩扳手按设计扭矩要求,按对角或四角拧紧顺序,分多次拧紧至一个设定的紧贴预紧扭矩,最后控制螺母的拧紧角度来控制预紧力矩。内燃机连杆螺栓的扭矩+转角控制法在专利《一种内燃机连杆螺栓转角法拧紧工艺》(cn 115070399a)、《一种力矩加转角的发动机连杆螺栓拧紧工艺》(cn 103100850a)和《力矩加转角的发动机连杆螺栓拧紧工艺》(cn 106041498 a)有详细的相关应用和说明。
3、扭矩+转角控制法在内燃机连杆螺栓紧固作业领域运用非常广泛,但是该方法需借助高精度定扭矩把手和螺栓转角测量工具,作业成本较高;在紧固过程中需要测量紧贴扭矩及2个拧紧转角数据,操作过程复杂,作业效率较低;难以克服摩擦系数、接触变形等可变因素对紧固力矩真实值的影响;同时很难对拧紧结果进行质量检查确认,质量追溯性较差。
4、伸长量控制法利用螺栓紧固预紧力矩与螺栓伸长量的线性关系,通过测量连杆螺栓的轴向伸长量,来确定螺栓是否达到屈服点的方法。因为该方法的螺栓伸长量只与螺栓应力有关,可以排除摩擦系数、接触变形等可变因素的影响,其紧固扭矩误差一般很小。现有的内燃机连杆按螺栓孔类型可分为通孔类和盲孔类两种类型,现有的伸长量控制法紧固连杆螺栓技术方案一般只适用于通孔类连杆螺栓的紧固作业。专利《一种连杆螺栓伸长量测量装置及测量方法》(cn 108387159 a)就提供了一种伸长量控制法紧固通孔类连杆螺栓的技术方案,该方案设计了专用的连杆螺栓伸长量测量装置,分别直接测量原始状态和拧紧状态下的连杆螺栓轴向头尾两端间距的变化(见图2),直接计算得出伸长量数值。对于盲孔类型的连杆螺栓紧固,该技术方案无法实施。
5、伸长量控制法一般应用在对紧固力矩精度要求较高的高强度连杆螺栓紧固作业上,但现在工艺方法存在以下几点缺点:一是因无法使用机械方法直接测量连杆螺栓长度变化,该方法不适用盲孔类连杆螺栓的紧固;二是该方法在复杂工况下的内燃机故障检修作业过程中,很难进行现场的测量检修作业,维修便利性较差;三是连杆加工、校验过程中需要多次紧固作业,直接使用产品连杆螺栓紧固作业,容易导致螺栓螺纹、螺孔的损伤。
6、这两种紧固方法的本质都是通过对连杆螺栓施加预紧力矩,使得连杆螺栓产生弹性变形,并利用弹性变形产生的轴向压应力,将连杆体和连杆盖紧固在一起。这两种方法都存在作业成本高、作业效率低、质量复检追溯性差、质量稳定性不好等不足之处。
技术实现思路
1、鉴于现有技术的不足,本发明提供一种内燃机连杆螺栓的紧固方法,能够实现对盲孔类连杆螺栓伸长量紧固控制。
2、本发明采用的技术手段如下:
3、一种内燃机连杆螺栓的紧固方法,包括以下步骤:
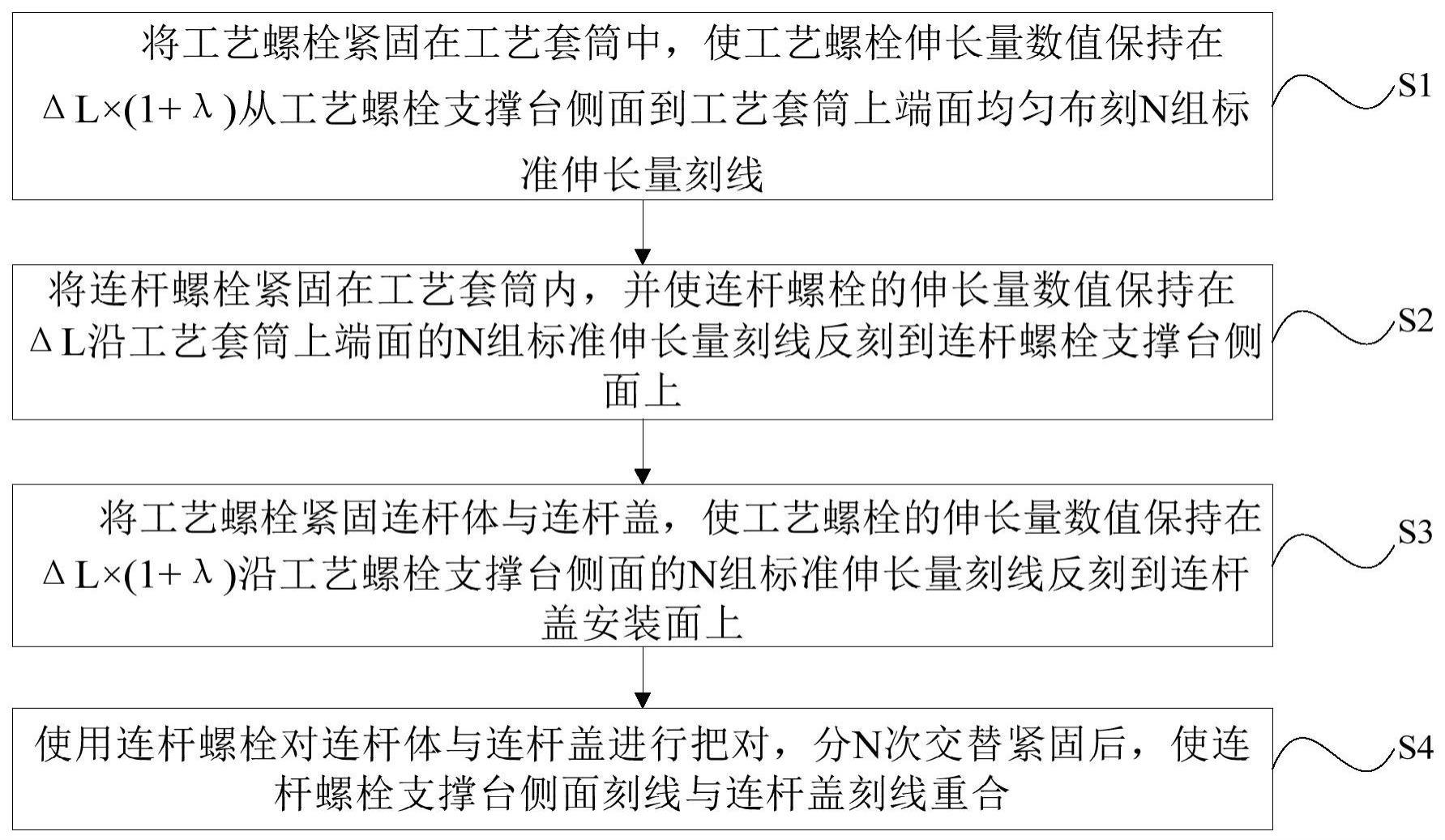
4、将工艺螺栓紧固在工艺套筒中,使工艺螺栓伸长量数值保持在
5、δl×(1+λ),
6、其中,λ表示工艺螺栓与连杆螺栓同样受力条件下的伸长量偏差率,此时从工艺螺栓支撑台侧面到工艺套筒上端面均匀布刻n组标准伸长量刻线,n>1,所述工艺螺栓包括标准检验杆和螺栓本体,所述螺栓本体上设置有轴向贯穿孔,所述标准检验杆穿过螺栓本体的轴向贯穿孔,并在螺栓本体尾端冷焊磨平处理;取出工艺螺栓;
7、将连杆螺栓紧固在工艺套筒内,并使连杆螺栓的伸长量数值保持在δl,此时沿工艺套筒上端面的n组标准伸长量刻线反刻到连杆螺栓支撑台侧面上;所述连杆螺栓与工艺螺栓外部尺寸相同,但不具有轴向贯穿孔;取出连杆螺栓;
8、将工艺螺栓紧固连杆体与连杆盖,使工艺螺栓的伸长量数值保持在
9、δl×(1+λ),
10、此时沿工艺螺栓支撑台侧面的n组标准伸长量刻线反刻到连杆盖安装面上;取出工艺螺栓;
11、使用连杆螺栓对连杆体与连杆盖进行把对,分n次交替紧固后,使连杆螺栓支撑台侧面刻线与连杆盖刻线重合,完成紧固作业。
12、进一步地,将工艺螺栓紧固在工艺套筒中,使工艺螺栓伸长量数值保持在δl×(1+λ),包括:使用工艺螺栓伸长量测量装置测量工艺螺栓的伸长量,所述工艺螺栓伸长量测量装置包括:工艺螺栓伸长量测量卡规,所述工艺螺栓伸长量测量卡规包括壳体,所述壳体内部设置有纵向容置空间,所述测量触头设置在纵向容置空间内,且所述测量触头末端通过横向设置的调节螺母连接有千分表。
13、进一步地,所述轴向贯穿孔的直径大于标准检验杆的直径。
14、进一步地,所述螺栓本体轴向贯穿孔的直径根据连杆螺栓的标准伸长量选取。
15、进一步地,将连杆螺栓紧固在工艺套筒内,并使连杆螺栓的伸长量数值保持在δl,包括:使用连杆螺栓伸长量测量卡规测量连杆螺栓的伸长量,所述连杆螺栓伸长量测量卡规包括:
16、测量表架,所述测量表架两端具有弯折结构,在上弯折结构和下弯折结构的末端相对设置有纵向通孔;
17、上测量触头,所述上测量触头设置在上弯折结构的纵向通孔内,末端连接有千分表;
18、固定测量触头,所述固定测量触头设置在下弯折结构的纵向通孔内。
19、进一步地,将连杆螺栓紧固在工艺套筒内,并使连杆螺栓的伸长量数值保持在δl,包括:使用电子传感器或者超声波测长装置测量连杆螺栓的伸长量。
20、进一步地,将工艺螺栓紧固在工艺套筒中,使工艺螺栓伸长量数值保持在δl×(1+λ),包括:使用电子传感器或者超声波测长装置测量工艺螺栓的伸长量。
21、较现有技术相比,本发明具有以下优点:
22、1、本发明通过标准伸长量刻线转移的方法实现盲孔类连杆螺栓的精确紧固,降低检测成本。
23、2、本发明降低了盲孔类连杆螺栓紧固对于设备和检具的依赖性,提高紧固作业和维修作业的便利性。
技术特征:
1.一种内燃机连杆螺栓的紧固方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种内燃机连杆螺栓的紧固方法,其特征在于,将工艺螺栓紧固在工艺套筒中,使工艺螺栓伸长量数值保持在δl×(1+λ),包括:使用工艺螺栓伸长量测量装置测量工艺螺栓的伸长量,所述工艺螺栓伸长量测量装置包括:工艺螺栓伸长量测量卡规,所述工艺螺栓伸长量测量卡规包括壳体,所述壳体内部设置有纵向容置空间,所述测量触头设置在纵向容置空间内,且所述测量触头末端通过横向设置的调节螺母连接有千分表。
3.根据权利要求2所述的一种内燃机连杆螺栓的紧固方法,其特征在于,所述轴向贯穿孔的直径大于标准检验杆的直径。
4.根据权利要求3所述的一种内燃机连杆螺栓的紧固方法,其特征在于,所述螺栓本体轴向贯穿孔的直径根据连杆螺栓的标准伸长量允差范围计算选取。
5.根据权利要求1所述的一种内燃机连杆螺栓的紧固方法,其特征在于,将连杆螺栓紧固在工艺套筒内,并使连杆螺栓的伸长量数值保持在δl,包括:使用连杆螺栓伸长量测量卡规测量连杆螺栓的伸长量,所述连杆螺栓伸长量测量卡规包括:
6.根据权利要求1所述的一种内燃机连杆螺栓的紧固方法,其特征在于,将连杆螺栓紧固在工艺套筒内,并使连杆螺栓的伸长量数值保持在δl,包括:使用电子传感器或者超声波测长装置测量连杆螺栓的伸长量。
7.根据权利要求1所述的一种内燃机连杆螺栓的紧固方法,其特征在于,将工艺螺栓紧固在工艺套筒中,使工艺螺栓伸长量数值保持在δl×(1+λ),包括:使用电子传感器或者超声波测长装置测量工艺螺栓的伸长量。
技术总结
本发明提供一种内燃机连杆螺栓的紧固方法,包括:标定工艺螺栓和工艺套筒的标准伸长量刻线;将工艺套筒的标准伸长量刻线反刻到连杆螺栓上;将工艺螺栓的标准伸长量刻线反刻到连杆盖上;对标伸长量刻线,使用连杆螺栓紧固把对连杆体与连杆盖。本发明通过标准伸长量刻线转移的方法实现了盲孔类连杆螺栓的精确紧固,降低了检测成本。同时降低了盲孔类连杆螺栓紧固对于设备和检具的依赖性,提高紧固作业和维修作业的便利性。
技术研发人员:丛明,张少华,杨涛,刘磊,宋云鹏,于宝仲
受保护的技术使用者:中车大连机车车辆有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!