一种板形凸度控制系统的制作方法
本发明属于自动板形控制,具体涉及一种板形凸度控制系统。
背景技术:
1、热连轧中宽带生产线通常并不具有宽带生产线所具有的例如轧辊磨床可以磨削特殊辊形曲线、人员操作水平维护水平较高的条件,而然随着市场下游用户对宽幅薄带钢的产品质量要求越来越高,尤其生产宽幅薄规格,对板形质量要求也越来越高,亟待消除双边浪、单边浪、局部高点、楔形、1/4浪等板形问题。
技术实现思路
1、针对以上技术问题,本发明提出的技术方案包括用于实现基础自动化级控制功能的弯辊力反馈控制模块和工作辊调节模块;
2、所述弯辊力反馈控制模块被配置为:
3、计算精轧机组的各上游机架出口的凸度偏差ei;将各机架出口的凸度偏差输入pi控制器输出凸度反馈调整信号至所述工作辊调节模块用于依次调整所述上游机架的弯辊力;其中,所述pi控制器按式i配置的pi控制模型计算所述凸度反馈调整信号:
4、
5、为对第i个上游机架的第k个控制周期的凸度反馈调整的弯辊力;为凸度反馈控制模型调整系数;为第i个上游机架的凸度反馈比例系数;为第i个上游机架的凸度反馈积分系数;kc为弯辊力对凸度的影响系数;ei(j)为第j控制周期第i个上游机架出口的凸度偏差;i为自然数;
6、所述工作辊调节模块被配置为:根据所述凸度反馈调整信号调整所述精轧机组的每个上游机架的弯辊力。
7、本发明用于热连轧中宽带生产线,可实现在热连轧中宽带生产线所生产的宽幅薄带钢控制平均凸度指标和凸度目标标准差指标达到表1中参数所限定的效果。
8、表1宽幅薄带钢产品指标
9、
技术特征:
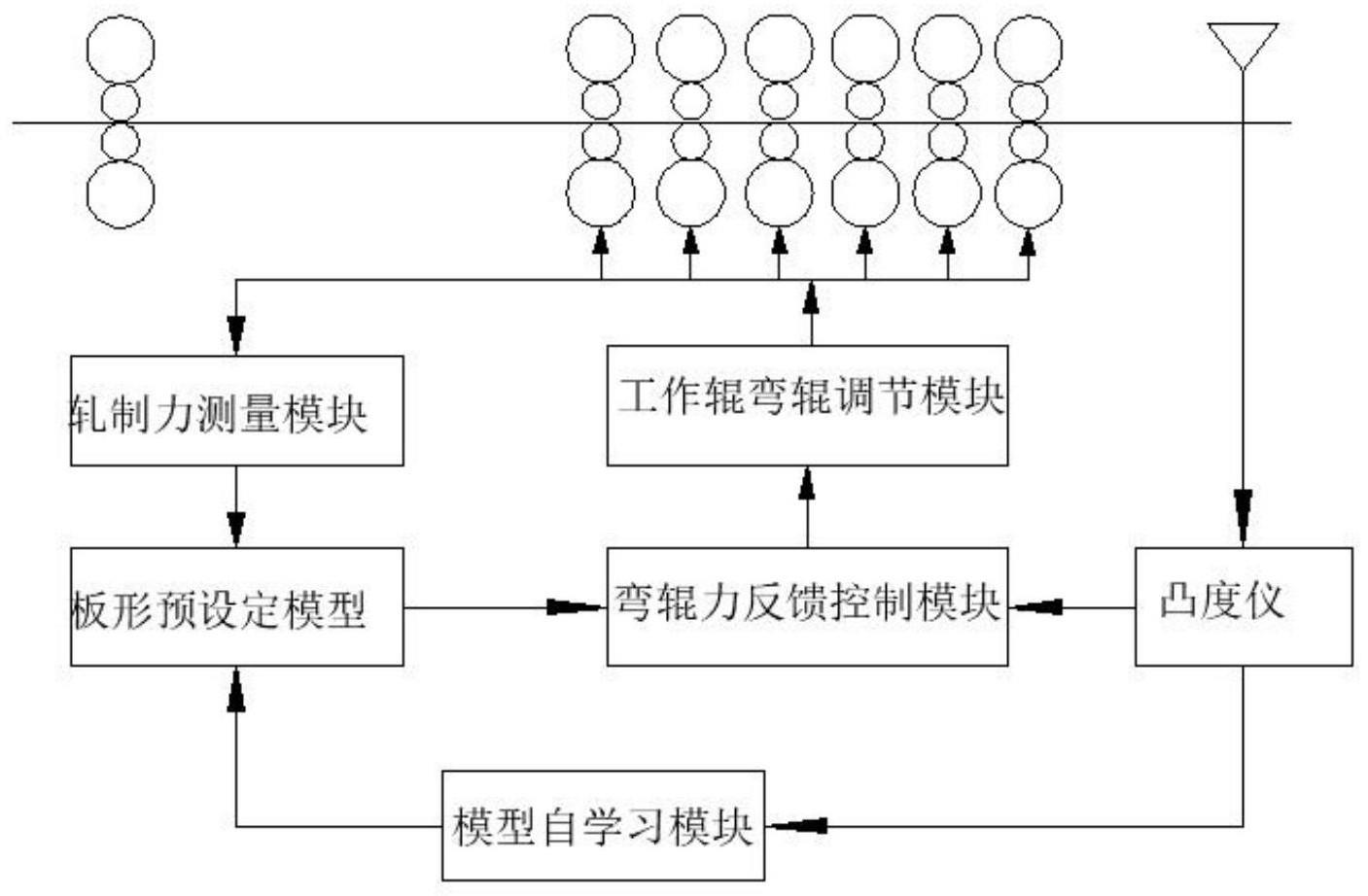
1.一种板形凸度控制系统,用于依次调整热连轧生产线的精轧机组每个上游机架的弯辊力,其特征在于,包括用于实现基础自动化级控制功能的弯辊力反馈控制模块和工作辊调节模块;还包括用于实现过程自动化控制级控制功能的板形预设定模型和模型自学习模块;
2.如权利要求1所述的板形凸度控制系统,其特征在于,所述弯辊力反馈控制模块按式ii计算所述精轧机组的各上游机架出口的凸度偏差ei:
3.如权利要求2所述的板形凸度控制系统,其特征在于,所述板形预设定模型用于对热凸度和磨损凸度进行补偿;所述模型自学习模块通过从精轧机组的末机架出口采集的板形实测值与板形目标值通过自学习计算板形偏差,并根据所述板形偏差对包括弯辊力前馈影响系数、弯辊力对凸度的影响系数以及弯辊力对平直度的影响系数的多项参数进行修正;所述工作辊调节模块根据所述板形偏差调整所述精轧机组的每个上游机架的弯辊力。
4.如权利要求3所述的板形凸度控制系统,其特征在于,所述板形预设定模型包括弯辊力设定模型和窜辊设定模型;所述根据板形偏差对所述板形预设定模型的各项参数进行修正的步骤包括:
5.如权利要求3所述的板形凸度控制系统,其特征在于,通过自学习计算板形偏差包括以下步骤:
6.如权利要求3所述的板形凸度控制系统,其特征在于,所述板形预设定模型包括弯辊力设定功能模块,用于所述精轧组的各机架在轧制力已设定、工作辊和支撑辊辊型确定、窜辊设定已完成的前提下对工作辊弯辊力进行设定计算。
7.如权利要求4所述的板形凸度控制系统,其特征在于,使用凸度实测值重计算所述板形预设定模型的各项参数具体包括:通过有限元方法根据辊系弹性变形分析模型离线计算得到不同工况下的影响系数并存储在过程控制计算机中;所述不同工况下的影响系数随板形预设定值、模型参数、pid参数等跟随精轧设定计算一起下发给所述弯辊力反馈控制模块和所述工作辊调节模块。
8.如权利要求4所述的板形凸度控制系统,其特征在于,还包括用于实现基础自动化级控制功能的板形厚度解耦控制模块;所述板形厚度解耦控制模块利用agc计算的调节量在送给内环apc同时发送给asc计算补偿量,所述工作辊调节模块根据补偿量对所述精轧组的末两个机架的弯辊力进行调整。
9.如权利要求1所述的板形凸度控制系统,其特征在于,在热连轧生产线的凸度仪正常工作并检测到带钢通过信号后启动。
技术总结
本发明涉及一种板形凸度控制系统,包括用于实现基础自动化级控制功能的弯辊力反馈控制模块和工作辊调节模块和用于实现过程自动化控制级控制功能的板形预设定模型和模型自学习模块;弯辊力反馈控制模块计算精轧机组的各上游机架出口的凸度偏差e<subgt;i</subgt;;将各机架出口的凸度偏差输入PI控制器输出凸度反馈调整信号至工作辊调节模块用于依次调整所述上游机架的弯辊力。可实现在热连轧中宽带生产线所生产的宽幅薄带钢控制平均凸度指标和凸度目标标准差指标。
技术研发人员:马小军,申铁强,纪岩
受保护的技术使用者:北京冶自欧博科技发展有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!