一种轻质合金空心板件及其成形装置和方法
本发明属于金属成形制造领域,特别涉及一种轻质合金空心板件及其成形装置和方法,主要用于轻质合金空心板件制造工艺。
背景技术:
1、空心结构是实现结构轻量化的最佳手段,目前航空航天,汽车工业等领域部分零件采用铝合金空心结构已经成为大势所趋。现有轻质合金空心结构制造基本采用超塑成形/扩散连接(spf/db)工艺,该工艺对成形环境要求严苛(高温,高压环境),成形时间长(小时级),装置气密性差。
2、目前空心板件制造工艺存在明显缺陷,如专利 cn201710546411.4一种提高spf/db三层结构成形质量的方法,实现了合金板件的空心结构成形。但需要在高温下以极低的应变速率在极长的时间下完成,且模具设计极为复杂,已经成为了制约其生产制造的瓶颈。
3、目前利用电磁成形实现空心板件制造的工艺也存在一些问题,如专利cn201911302452.4—空心金属板件快速成形方法及成形装置,可实现空心板件快速成形,但由于成形所需背景磁场,对电流参数要求过高,能量较大,且能量利用率不高。并且固定的线圈使得成形灵活度不高,难以适应各种材料及尺寸的工件成形。
技术实现思路
1、本发明要解决的技术问题是:解决上述背景技术中存在的问题,提供一种轻质合金空心板件成形装置,实现轻质合金的成形与连接。
2、本发明要解决的另一技术问题是:提供一种采用所述一种轻质合金空心板件成形装置的方法,实现轻质合金空心板件的制造。
3、本发明还要解决的一技术问题是:提供一种快速成形的轻质合金空心板件。
4、为了实现上述的技术特征,本发明的目的是这样实现的:一种轻质合金空心板件成形装置,包括上侧左压件、上侧右压件、左支撑件、右支撑件、中部支撑件以及底部支撑件,所述底部支撑件的上侧两端分别设有所述左支撑件、右支撑件,中部支撑件位于底部支撑件的上侧中部,中部支撑件的两端分别与左支撑件、右支撑件之间设有间隔,上侧左压件位于左支撑件和中部支撑件的上侧,上侧右压件位于右支撑件和中部支撑件的上侧,位于中部支撑件与左支撑件和/或右支撑件的间隔下方安装有焊接线圈,焊接线圈与第二放电电路电连接形成回路,使用时,用于加工的下板件放置在底部支撑件上,左支撑件、右支撑件以及中部支撑件分别位于上板件的上侧,用于加工的上板件放置在左支撑件、右支撑件以及中部支撑件的上侧,上侧左压件和上侧右压件分别位于上板件的上侧,上板件和下板件一端分别与第一放电电路电连接,另一端通过导电结构连接形成回路。
5、所述导电结构为安装在上侧右压件和底部支撑件之间的导电块。
6、所述导电块的一侧设有凹槽,凹槽能够将上板件和下板件端部以及位于上板件和下板件之间的右支撑件卡装固定。
7、所述上侧右压件和底部支撑件与导电块连接的一侧分别设有凹台,导电块的上下两端分别与两侧的凹台抵靠限位。
8、所述底部支撑件上在位于中部支撑件与左支撑件和/或右支撑件的间隔下方设有安装孔位,安装孔位内安装有所述焊接线圈。
9、所述第一放电电路包括第一电容器组和第一开关,第一电容器组与第一开关串联,第一电容器组带有可调节电路参数的续流回路。
10、所述第二放电电路包括第二电容器组和第二开关,第二电容器组与第二开关串联,第二电容器组带有可调节电路参数的续流回路;所述焊接线圈与第二放电电路串联或者并联。
11、一种采用所述的一种轻质合金空心板件成形装置的方法,包括以下步骤:
12、s1. 将上板件及下板件进行退火预处理及表面打磨操作,并置于装置相应位置,并将上板件与下板件与第一放电电路电连接;
13、s2:将两个焊接线圈分别置于底部支撑件的安装孔位内部,并将焊接线圈与第二放电电路串联或者并联;
14、s3:利用压边设备在上侧左压件和上侧右压件上施加压边力,使整套成形装置固定;
15、s4:通过充电系统为第一放电电路、第二放电电路的电容器组进行充电,将电能储存在电容器组中;首先闭合第一放电电路,使上板件与下板件中通入一个脉冲电流,在板件周围产生一个脉冲磁场,从而产生电磁力,使上板件在位于上侧左压件和上侧右压件之间的部位向上发生形变;
16、s5:待上板件变形结束后,闭合第二放电电路,在焊接线圈中通入脉冲电流,从而产生脉冲强磁场,进而使下板件中产生感应涡流,在磁场与涡流的共同作用下,使下板件受洛伦兹力在左支撑件、右支撑件和中部支撑件的约束下,位于左支撑件与中部支撑件、右支撑件与中部支撑件之间隔处的下板件与上板件碰撞实现焊接。
17、在s3中,压边设备的压强设置为1~1.5mpa。
18、一种轻质合金空心板件,采用所述的一种轻质合金空心板件成形装置的方法制备而成。
19、本发明有如下有益效果:
20、1.本发明利用电磁成形实现空心板件制造中上板件的成形,成形环境要求低(室温,一般大气压环境即可),成形速度快(毫秒级),对模具的气密性要求不高,且电磁力可根据所需空心板件的形状通过电路参数等对力场等灵活调节。
21、2.本发明实现了空心板件一体成形。在上板件成形后,在焊接线圈中通入脉冲电流,实现上下板件焊接,工艺简单易于操作,且成形及焊接时间均在毫秒级,焊接质量亦可帮过电路参数调节。
22、3.本发明提升了空心板件电磁成形装置的经济性。现有的空心板件电磁成形中成形线圈的绕制工艺十分繁琐,且成形电源能量较大,成形线圈寿命短,本发明成形阶段无需线圈且所需能量小,焊接阶段焊接线圈简单,易于制作,极大提高了装置经济性。
技术特征:
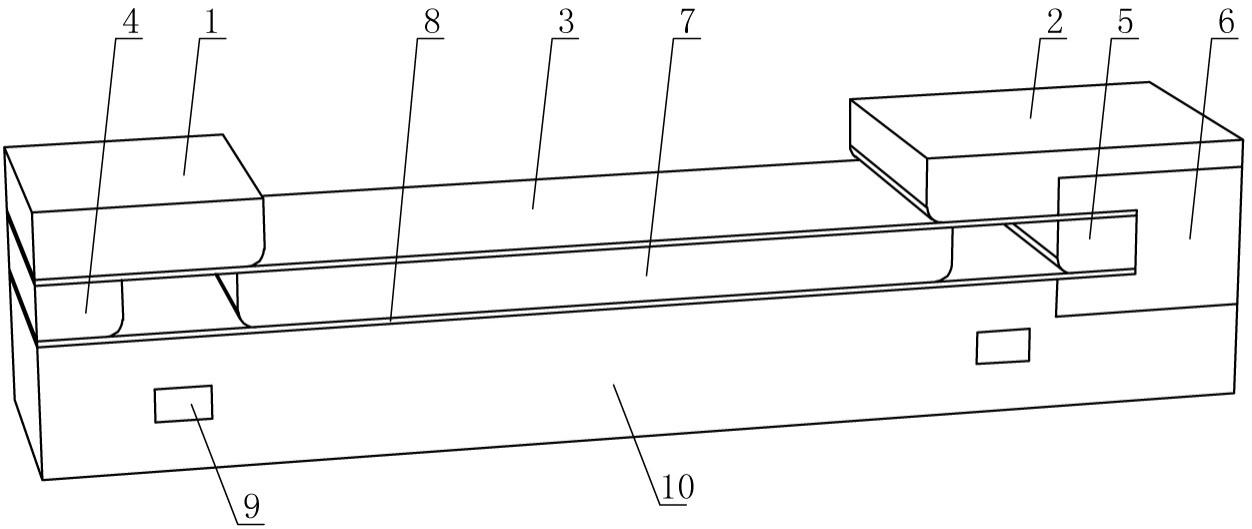
1.一种轻质合金空心板件成形装置,其特征在于:包括上侧左压件(1)、上侧右压件(2)、左支撑件(4)、右支撑件(5)、中部支撑件(7)以及底部支撑件(10),所述底部支撑件(10)的上侧两端分别设有所述左支撑件(4)、右支撑件(5),中部支撑件(7)位于底部支撑件(10)的上侧中部,中部支撑件(7)的两端分别与左支撑件(4)、右支撑件(5)之间设有间隔,上侧左压件(1)位于左支撑件(4)和中部支撑件(7)的上侧,上侧右压件(2)位于右支撑件(5)和中部支撑件(7)的上侧,位于中部支撑件(7)与左支撑件(4)和/或右支撑件(5)的间隔下方安装有焊接线圈(9),焊接线圈(9)与第二放电电路(15)电连接形成回路,使用时,用于加工的下板件(8)放置在底部支撑件(10)上,左支撑件(4)、右支撑件(5)以及中部支撑件(7)分别位于上板件(3)的上侧,用于加工的上板件(3)放置在左支撑件(4)、右支撑件(5)以及中部支撑件(7)的上侧,上侧左压件(1)和上侧右压件(2)分别位于上板件(3)的上侧,上板件(3)和下板件(8)一端分别与第一放电电路(12)电连接,另一端通过导电结构连接形成回路。
2.根据权利要求1所述的一种轻质合金空心板件成形装置,其特征在于:所述导电结构为安装在上侧右压件(2)和底部支撑件(10)之间的导电块(6)。
3.根据权利要求2所述的一种轻质合金空心板件成形装置,其特征在于:所述导电块(6)的一侧设有凹槽,凹槽能够将上板件(3)和下板件(8)端部以及位于上板件(3)和下板件(8)之间的右支撑件(5)卡装固定。
4.根据权利要求3所述的一种轻质合金空心板件成形装置,其特征在于:所述上侧右压件(2)和底部支撑件(10)与导电块(6)连接的一侧分别设有凹台,导电块(6)的上下两端分别与两侧的凹台抵靠限位。
5.根据权利要求1所述的一种轻质合金空心板件成形装置,其特征在于:所述底部支撑件(10)上在位于中部支撑件(7)与左支撑件(4)和/或右支撑件(5)的间隔下方设有安装孔位,安装孔位内安装有所述焊接线圈(9)。
6.根据权利要求1所述的一种轻质合金空心板件成形装置,其特征在于:所述第一放电电路(12)包括第一电容器组(13)和第一开关(14),第一电容器组(13)与第一开关(14)串联,第一电容器组(13)带有可调节电路参数的续流回路。
7.根据权利要求1所述的一种轻质合金空心板件成形装置,其特征在于:所述第二放电电路(15)包括第二电容器组(16)和第二开关(17),第二电容器组(16)与第二开关(17)串联,第二电容器组(16)带有可调节电路参数的续流回路;所述焊接线圈(9)与第二放电电路(15)串联或者并联。
8.一种采用权利要求1-7任意一项所述的一种轻质合金空心板件成形装置的方法,其特征在于,包括以下步骤:
9.根据权利要求8所述的一种轻质合金空心板件成形装置的方法,其特征在于:在s3中,压边设备的压强设置为1~1.5mpa。
10.一种轻质合金空心板件,其特征在于,采用权利要求8所述的一种轻质合金空心板件成形装置的方法制备而成。
技术总结
一种轻质合金空心板件及其成形装置和方法,一种轻质合金空心板件成形装置,包括上侧左压件、上侧右压件、左支撑件、右支撑件、中部支撑件以及底部支撑件,所述底部支撑件的上侧两端分别设有所述左支撑件、右支撑件,中部支撑件位于底部支撑件的上侧中部,中部支撑件的两端分别与左支撑件、右支撑件之间设有间隔,上侧左压件位于左支撑件和中部支撑件的上侧,上侧右压件位于右支撑件和中部支撑件的上侧,位于中部支撑件与左支撑件和/或右支撑件的间隔下方安装有焊接线圈,焊接线圈与第二放电电路电连接形成回路,上板件和下板件一端分别与第一放电电路电连接,另一端通过导电结构连接形成回路实现轻质合金空心板件的便捷制造。
技术研发人员:熊奇,赵翔,李彦昕,章可,刘向宜,金柯威,习凌然,邱爽,阎诺,黄悦华
受保护的技术使用者:三峡大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!