一种厚板环缝的窄间隙电弧焊工艺及设备的制作方法
本发明涉及焊接,更具体的说是涉及一种厚板环缝的窄间隙电弧焊工艺及设备。
背景技术:
1、厚壁容器的环缝焊接是窄缝焊接的一个重要应用领域;众所周知,窄间隙是一种针对厚板焊接的一种高效电弧焊接方法,对于厚壁容器的环缝焊接同样有效;但是窄缝焊接的缺点在厚壁容器窄间隙焊接中同样存在;窄间隙坡口的宽度通常为10-20mm,目前所采用的焊接方法,所需焊枪结构较为复杂,且对于工件坡口具有很高的尺寸精度要求,因此,窄缝焊接方法只能用于一些皮口经过精密机械加工的特殊产品的焊接,如厚壁高压容器的焊接;对于焊接工作量需求较大的钢结构、工程机械和其他领域也有很多厚壁圆筒型产品,而常规的窄间隙焊接方法无法应用于该类产品的焊接。
技术实现思路
1、针对现有技术存在的不足,本发明的目的在于提供一种厚板环缝的窄间隙电弧焊工艺及设备,用于克服现有技术中的上述缺陷。
2、为实现上述目的,本发明提供了如下技术方案:
3、一种厚板环缝的窄间隙电弧焊工艺,其特征在于,包括如下步骤:
4、步骤一、两组待焊接圆筒对接,形成窄间隙焊缝,所述窄间隙焊缝为环形状态,以待焊接圆筒的圆心为原点建立坐标系,以圆筒法线为z轴方向,x轴为水平方向,y轴为竖直方向;
5、步骤二、在窄间隙焊缝内设置有金属垫板,金属垫板与待焊接圆筒的法线方向呈45°角,金属垫板与待焊接圆筒之间围成三角区域;
6、步骤三、焊枪在x轴以及y轴方向上运动,对三角区域进行完全填充,完成初始焊缝填充,且焊接熔池平面与x轴平行;
7、步骤四、焊枪沿x轴方向运动,同时,滚轮架带动待焊接圆筒滚动,焊接熔池平面始终与x轴平行,至金属垫板与焊接终点的焊接熔池平面相交且垂直;
8、步骤五、焊枪沿x轴方向运动,同时焊枪沿y轴方向提升。
9、作为优选,步骤二中的金属垫板一端与窄间隙焊缝底部靠齐,金属垫板的另一端与待焊接圆筒表面对齐。
10、作为优选,步骤四中滚轮架带动待加工件的转速与焊接电流相匹配,实现电弧高度方向上的自动追踪。
11、作为优选,所述步骤五中焊枪在x轴方向上的运动路径为金属垫板至待焊接圆筒表面。
12、作为优选,所述步骤五中待加工件停止转动。
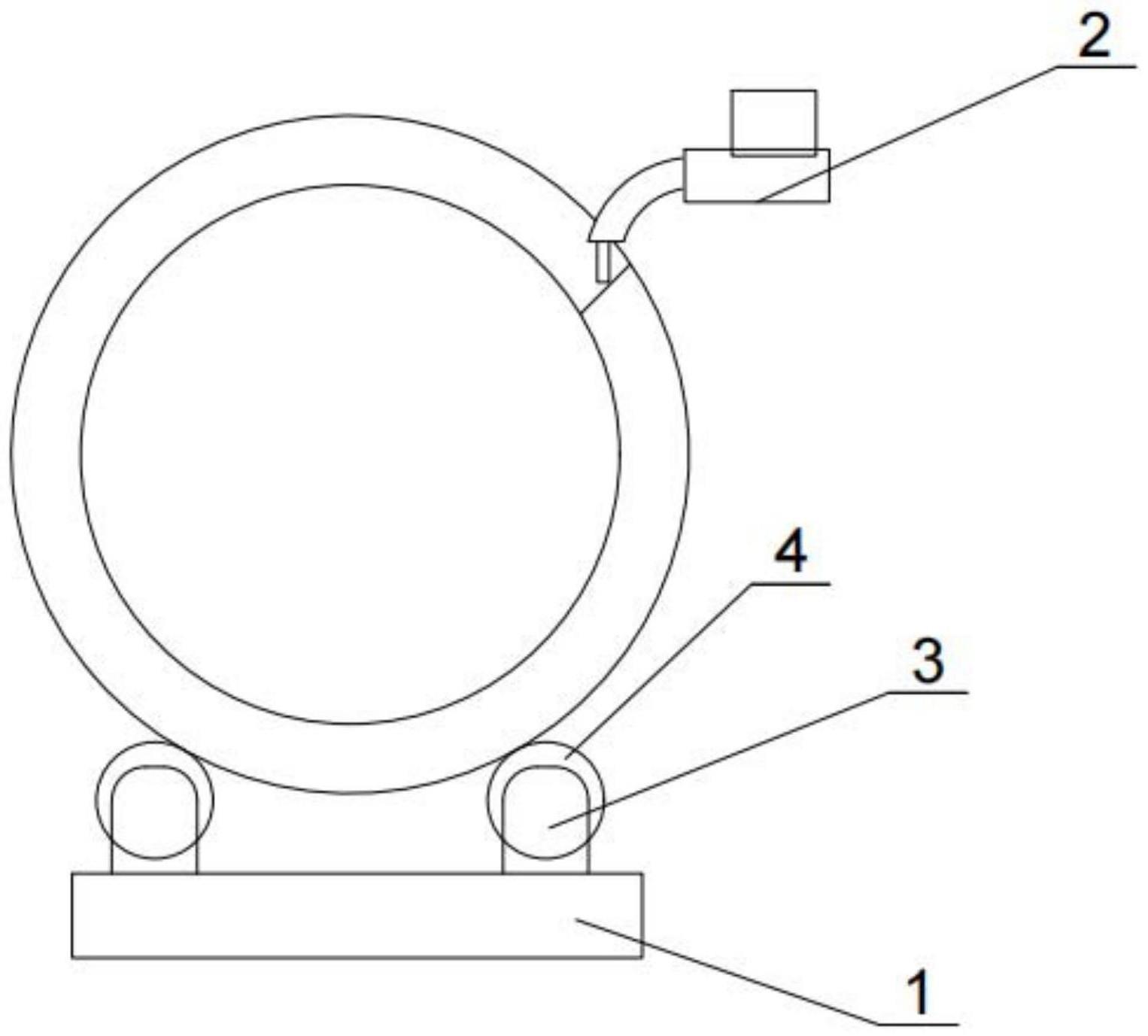
13、作为优选,包括支架以及焊枪,所述支架上设置有两组滚轮架,两组滚轮架相对设置于焊枪两侧,每组所述滚轮架上均设置有滚轮对,所述滚轮对之间设置有用于放置待加工件的支撑槽,两组所述滚轮架上的支撑槽位于同一直线上。
14、作为优选,所述滚轮对包括第一滚轮以及第二滚轮,所述第一滚轮以及第二滚轮底部均设置有铰接轴,两组所述铰接轴之间设置有第一气缸,所述第一气缸驱动所述两组铰接轴运动,以使所述第一滚轮以及第二滚轮靠近或远离,所述滚轮对底部设置有支撑板,所述所述支撑板底部设置有第二气缸,所述第二气缸驱动支撑板上下运动,所述机架上设置有滑槽,所述支撑板以及铰接轴均滑动设置于滑槽内,所述滑槽沿支撑槽长度方向设置。
15、作为优选,所述滑槽包括第一滑槽、第二滑槽以及第三滑槽,所述第一滑槽以及第二滑槽内分别设置有滑块,两组所述铰接轴分别铰接于两组滑块上,所述支撑板设置于第三滑槽内,所述支撑板同时与两组滑块固定连接。
16、作为优选,所述支撑板底部设置有第二气缸,所述第二气缸驱动所述支撑上下运动。
17、作为优选,所述滚轮架上设置有若干组滚轮对,若干组所述滚轮对均位于同一直线上,所述滚轮架上设置有两组转轴,两组转轴分别设置于第一滚轮以及第二滚轮上,所述转轴两端设置有电磁铁。
18、本发明的有益效果:采用该工艺的焊接,在针对一些厚壁高压容器焊接过程中,实现高效快速的焊接,同时在确保焊接精度的同时,对于焊枪的要求较低,且焊接速度较快,满足焊接工作量需求很大的钢结构、工程机械以及其他另一的厚壁圆筒形产品;利用滚轮架,确保在焊接过程中,两组待加工件对齐,避免在焊接过程中,两组待加工件错位,导致焊接错位,影响焊接精度以及焊接效果;利用第一气缸,可驱动第一滚轮以及第二滚轮安装位置的调节,同时,利用支撑板、第一滚轮以及第二滚轮,可实现对待加工件的压紧,同时,利用滑板,可实现两组待加工件的压紧,减少两者之间的间隙,提高焊接精度。
技术特征:
1.一种厚板环缝的窄间隙电弧焊工艺,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种厚板环缝的窄间隙电弧焊工艺,其特征在于,步骤二中的金属垫板一端与窄间隙焊缝底部靠齐,金属垫板的另一端与待焊接圆筒表面对齐。
3.根据权利要求1所述的一种厚板环缝的窄间隙电弧焊工艺,其特征在于,步骤四中滚轮架(3)带动待加工件的转速与焊接电流相匹配,实现电弧高度方向上的自动追踪。
4.根据权利要求1所述的一种厚板环缝的窄间隙电弧焊工艺,其特征在于,所述步骤五中焊枪(2)在x轴方向上的运动路径为金属垫板至待焊接圆筒表面。
5.根据权利要求1所述的一种厚板环缝的窄间隙电弧焊工艺,其特征在于,所述步骤五中待加工件停止转动。
6.一种厚板环缝的窄间隙电弧焊设备,其特征在于,用于根据权利要求1-4任意所述窄间隙电弧焊工艺,包括支架(1)以及焊枪(2),所述支架(1)上设置有两组滚轮架(3),两组滚轮架(3)相对设置于焊枪(2)两侧,每组所述滚轮架(3)上均设置有滚轮对(4),所述滚轮对(4)之间设置有用于放置待加工件的支撑槽(41),两组所述滚轮架(3)上的支撑槽(41)位于同一直线上。
7.根据权利要求5所述的一种厚板环缝的窄间隙电弧焊设备,其特征在于,所述滚轮对(4)包括第一滚轮(42)以及第二滚轮(43),所述第一滚轮(42)以及第二滚轮(43)底部均设置有铰接轴(44),两组所述铰接轴(44)之间设置有第一气缸(45),所述第一气缸(45)驱动所述两组铰接轴(44)运动,以使所述第一滚轮(42)以及第二滚轮(43)靠近或远离,所述滚轮对(4)底部设置有支撑板(5),所述支撑板(5)底部设置有弹性件,所述机架上设置有滑槽,所述支撑板(5)以及铰接轴(44)均滑动设置于滑槽内,所述滑槽沿支撑槽(41)长度方向设置。
8.根据权利要求6所述的一种厚板环缝的窄间隙电弧焊设备,其特征在于,所述滑槽包括第一滑槽(61)、第二滑槽(62)以及第三滑槽(63),所述第一滑槽(61)以及第二滑槽(62)内分别设置有滑块(64),两组所述铰接轴(44)分别铰接于两组滑块(64)上,所述支撑板(5)底部设置有滑板(65),所述滑板(65)设置于第三滑槽(63)内,所述滑板(65)同时与两组滑块(64)固定连接。
9.根据权利要求7所述的一种厚板环缝的窄间隙电弧焊设备,其特征在于,所述支撑板(5)底部设置有第二气缸,所述第二气缸驱动所述支撑上下运动。
10.根据权利要求7所述的一种厚板环缝的窄间隙电弧焊设备,其特征在于,所述滚轮架(3)上设置有若干组滚轮对(4),若干组所述滚轮对(4)均位于同一直线上,所述滚轮架(3)上设置有两组转轴(46),两组转轴(46)分别设置于第一滚轮(42)以及第二滚轮(43)上,所述转轴(46)两端设置有电磁铁。
技术总结
本发明创新提供了一种厚板环缝的窄间隙电弧焊工艺包括两组待焊接圆筒对接,形成窄间隙焊缝,所述窄间隙焊缝为环形状态,以待焊接圆筒的圆心为原点建立坐标系,以圆筒法线为Z轴方向,X轴为水平方向,Y轴为竖直方向;在窄间隙焊缝内设置有金属垫板,金属垫板与待焊接圆筒的法线方向呈45°角,金属垫板与待焊接圆筒之间围成三角区域;焊枪在X轴以及Y轴方向上运动,对三角区域进行完全填充,完成初始焊缝填充,且焊接熔池平面与X轴平行;焊枪沿X轴方向运动,同时,滚轮架带动待焊接圆筒滚动,焊接熔池平面始终与X轴平行,至金属垫板与焊接终点的焊接熔池平面相交且垂直;焊枪沿X轴方向运动,同时焊枪沿Y轴方向提升。
技术研发人员:张军,徐兵,张专涛,耿正,黄宝仙,章义勤,曾志坤,张海洋,姜勇
受保护的技术使用者:华路德(浙江)焊接科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!