一种热线风速仪一维探头热丝焊接方法及装置与流程
本发明涉及热线风速仪,公开了一种热线风速仪一维探头热丝焊接方法及装置。
背景技术:
1、航空发动机、燃气轮机、飞行器、风洞等领域都需要测量气流方向、速度和紊流度等参数,目前用于气流流场精细测量的手段主要有:热线风速仪、激光多普勒测速仪以及粒子成像测速仪。同其他两种测试仪器相比,热线风速仪具有使用方便、输出量为模拟电压、响应快、测量范围广的特点。此外,热线风速仪也要比其他两种测量手段便宜得多。
2、但是,由于热线风速仪探头直接置于流场中,且热丝直径只有几微米(一般为5-10微米),受到流场中的杂质及设备振动等影响,容易损坏,需要一种快速焊接修复热线风速仪探头的方法,提高热线风速仪修复效率。
技术实现思路
1、本发明的目的在于提供一种热线风速仪一维探头热丝焊接方法及装置,通过控制焊接铜棒与热丝的接触力为0.02n~0.05n;焊接顺序为在圆形平面中心施加焊点后,通过移动第二活动支座并分别在中心焊点两侧两侧对称施加一个或两个焊点,对焊接端部的结构、焊接所需压力及焊点顺序进行了调整,保证了焊接强度的同时,大大提高了一维热线焊接的效率。
2、为了实现上述技术效果,本发明采用的技术方案是:
3、一种热线风速仪一维探头热丝焊接方法,包括:
4、将热线风速仪的探头固定在第一活动支座上,所述热线风速仪的探头包括两个悬臂式探针,所述第一活动支座用于调节热线风速仪探针前端的竖直高度和水平位置;
5、将焊接铜棒安装在第二活动支座上,所述第二活动支座用于调节焊接铜棒的竖直高度和水平位置;
6、将热丝固定在u型夹具两个支杆端头,并使热丝处于拉直状态;
7、在每个探针前端焊接同一根热丝时,调节第一活动支座使热丝与对应探针前端的圆形平面中心点接触;
8、调节第二活动支座使焊接铜棒与热丝接触,且接触点为热线风速仪的探针前端中心点对应的热丝位置,并使铜棒与热丝的接触力为0.02n~0.05n;
9、将探针尾端、焊接铜棒分别接入焊机电极,使热丝焊接在探针前端中心点,其中焊机的输出电压为10±0.5v;
10、在探针前端中心点两侧对称施加一个或两个焊点,且所有焊点等间距分布。
11、进一步地,在所述热线风速仪的两个探针之间焊接热丝时,采用两个探针前端交替施加焊点的方式进行焊接成型。
12、进一步地,采用第一相机采集探针前端中心点俯视视图,采用第二相机采集探针前端中心点水平侧向视图,并根据视图中探针前端、热丝以及焊接铜棒端头的三维位置,分别调节第一活动支座、第二活动支座使探针前端中心点、焊接铜棒中心点与焊点位置对应。
13、进一步地,焊接铜棒的焊接端头为圆台结构,且端部为圆形面;其中焊接铜棒的圆锥形尖部角度范围为20°~30°,圆形面的直径为5~10微米。
14、进一步地,第二活动支座上设置有用于插入焊接铜棒的插孔,所述插孔内设置内螺纹;所述焊接铜棒外壁固定有调节筒,所述调节筒外壁设置有与内螺纹配合的外螺纹。
15、为实现上述技术效果,本发明还提供了一种热线风速仪一维探头热丝焊接装置,用于实施热线风速仪一维探头热丝焊接方法,包括:
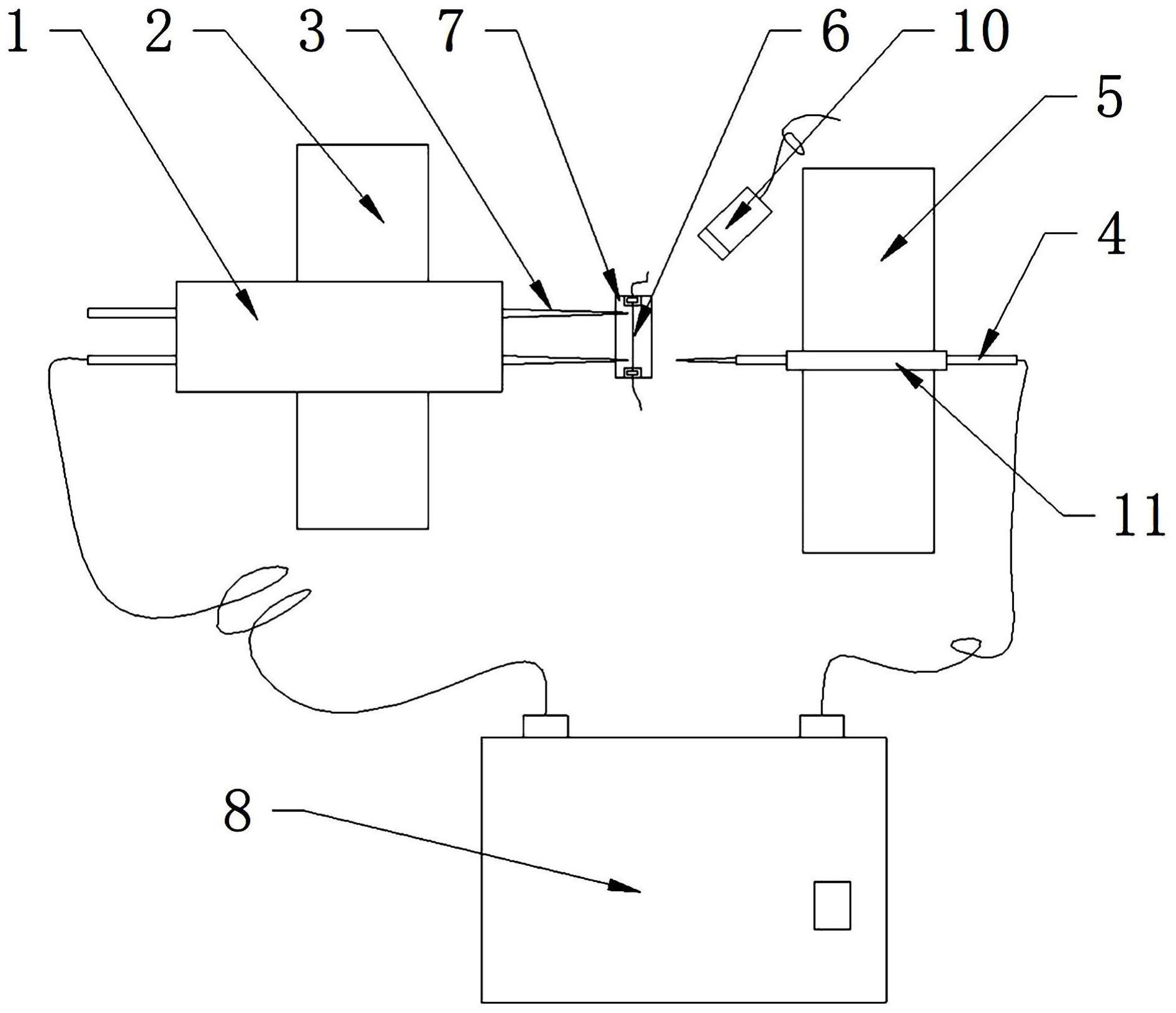
16、第一活动支座,所述第一活动支座上安装有热线风速仪的探头,所述第一活动支座用于调节热线风速仪探针前端的竖直高度和水平位置;
17、第二活动支座,所述第二活动支座上安装有焊接铜棒,所述第二活动支座用于调节焊接铜棒的竖直高度和水平位置;
18、u型夹具,所述u型夹具用于固定焊接热丝;
19、焊机,用于向探针、焊接铜棒提供电流,完成热丝在每个探针前端的焊接成型。
20、进一步地,所述探针前端正上方设置有第一相机,所述探针前端水平侧方设置有第二相机。
21、与现有技术相比,本发明所具备的有益效果是:本发明通过控制焊接铜棒与热丝的接触力为0.02n~0.05n;焊接顺序为在圆形平面中心施加焊点后,通过移动第二活动支座并分别在中心焊点两侧对称施加一个或两个焊点,对焊接端部的结构、焊接所需压力及焊点顺序进行了调整,保证了焊接强度的同时,大大提高了一维热线焊接的效率。
技术特征:
1.一种热线风速仪一维探头热丝焊接方法,其特征在于,包括:
2.根据权利要求1所述的热线风速仪一维探头热丝焊接方法,其特征在于,在所述热线风速仪的两个探针(3)之间焊接热丝(6)时,采用两个探针(3)前端交替施加焊点的方式进行焊接成型。
3.根据权利要求1所述的热线风速仪一维探头热丝焊接方法,其特征在于,采用第一相机(9)采集探针(3)前端中心点俯视视图,采用第二相机(10)采集探针(3)前端中心点水平侧向视图,并根据视图中探针(3)前端、热丝(6)以及焊接铜棒(4)端头的三维位置,分别调节第一活动支座(2)、第二活动支座(5)使探针(3)前端中心点、焊接铜棒(4)中心点与焊点位置对应。
4.根据权利要求3所述的热线风速仪一维探头热丝焊接方法,其特征在于,所述焊接铜棒(4)的焊接端头为圆台结构,且端部为圆形面;其中焊接铜棒(4)的圆锥形尖部角度范围为20°~30°,圆形面的直径为5~10微米。
5.根据权利要求1所述的热线风速仪一维探头热丝焊接方法,其特征在于,所述第二活动支座(5)上设置有用于插入焊接铜棒(4)的插孔,所述插孔内设置内螺纹;所述焊接铜棒(4)外壁固定有调节筒(11),所述调节筒(11)外壁设置有与内螺纹配合的外螺纹。
6.一种热线风速仪一维探头热丝焊接装置,用于实施权利要求1-5任意一项所述的热线风速仪一维探头热丝焊接方法,其特征在于,包括:
7.根据权利要求6所述的热线风速仪一维探头热丝焊接装置,其特征在于,所述探针(3)前端正上方设置有第一相机(9),所述探针(3)前端水平侧方设置有第二相机(10)。
技术总结
本发明涉及热线风速仪技术领域,公开了一种热线风速仪一维探头热丝焊接方法及装置,通过第一活动支座调节热线风速仪的探头位置,使热丝与待焊接探针前端的圆形平面中心点接触;通过第二活动支座调节焊接铜棒焊接端头,使焊接铜棒的焊接端头与热丝接触点正对圆形平面中心点,且控制焊接铜棒与热丝的接触力为0.02N~0.05N;焊接顺序为在圆形平面中心施加焊点后,通过移动第二活动支座并分别在中心焊点两侧对称施加一个或两个焊点,保证了焊接强度的同时,大大提高了一维热线焊接的效率。
技术研发人员:伏宇,刘先富,邢少颖,熊兵,程新琦,李杨,张浩,郭道勇
受保护的技术使用者:中国航发四川燃气涡轮研究院
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!