一种发动机传动箱快速压紧夹具的制作方法
本发明创造属于机加工辅助设备,尤其是涉及一种发动机传动箱快速压紧夹具。
背景技术:
1、发动机的集成式传动箱是发动机内作为传动、供油等功能集为一体的关键零部件,该零部件是一种薄壁、壳体类零部件,如图1所示。该零部件的尺寸间的形位公差等加工尺寸较为严格,为了避免在加工时因零件结构所产生加工应力变形而影响精度的问题,一般针对加工尺寸对其先进行半精加工,会在部分加工位置预留0.5毫米的加工余量。加工过程中由于干涉交多、可压紧的位置有限,如图1所示的①-⑥等多个压紧点,其中③、④两压紧点位置宽度只有12㎜,无法使用普通压板压紧,只能采用小型压板,⑤、⑥压紧点位置的零件壁厚只有10㎜,在压紧时不能使用较大的压紧力容易产生零件变形,且由于压板薄且窄等原因,压紧力过大会使压板弯曲变形造成局部压紧力释放的现象,使的在加工过程中零件产生位移,压紧力过小又会压不紧零件。导致在单工序加工结束拆卸后出现每个工件因压紧力的不一致产生精度误差,误差可达0.2㎜,无法满足该零部件在后续精加工时所需要的定位精度要求,出现精加工定位基准不一致、影响精加工的加工精度等问题,生产效率非常低。
2、因此类零部件在安装时与发动机贴合面密封性要求精度高且完整,要求其多个密封平面的加工尺寸及形位公差精度高,在精加工前要对其进行半精加工时,如果利用传统的工装进行定位,由于此类零部件为壳体类结构,定位基准面为窄边框型腔架类结构的原因,操作者在装夹压紧时需要对压紧螺钉和压板进行逐个安装加紧,因其加工位置和压板位置的干涉影响,无法使用传统的压板,只能用小型压板,其结构短小且薄,在压紧过程中压板本身就会出现压弯变形等情况,压紧不牢固,加工时出现零件位移,为了避免在加工过程中的压板干涉问题,还需要在加工过程中倒换压板位置,因在加工时会存在加工应力,在倒换压板的过程中出现应力释放变形,在加工时先压紧①、②、⑥点,对该处加工区域进行加工,然后松开⑥点,压紧⑤点,对该处加工区域进行加工,再松开①、②点,压紧③、④点,对该处加工区域进行加工,而在这种更换压板加工的过程都会出现加工应力释放,工件易出现变形,操作失误时还会产生零件位移,严重影响零件的加工精度,零部件精度误差在0.2㎜-0.3㎜且方向不一致。为后续精加工工序带来不可控的定位精度误差,产品尺寸稳定性极差,导致合格率较低,毛坯投入和生产成本较高。因此,有必要对现有的加工时所采用的夹具进行改进。
技术实现思路
1、有鉴于此,本发明创造旨在克服现有技术中的缺陷,提出一种发动机传动箱快速压紧夹具。
2、为达到上述目的,本发明创造的技术方案是这样实现的:
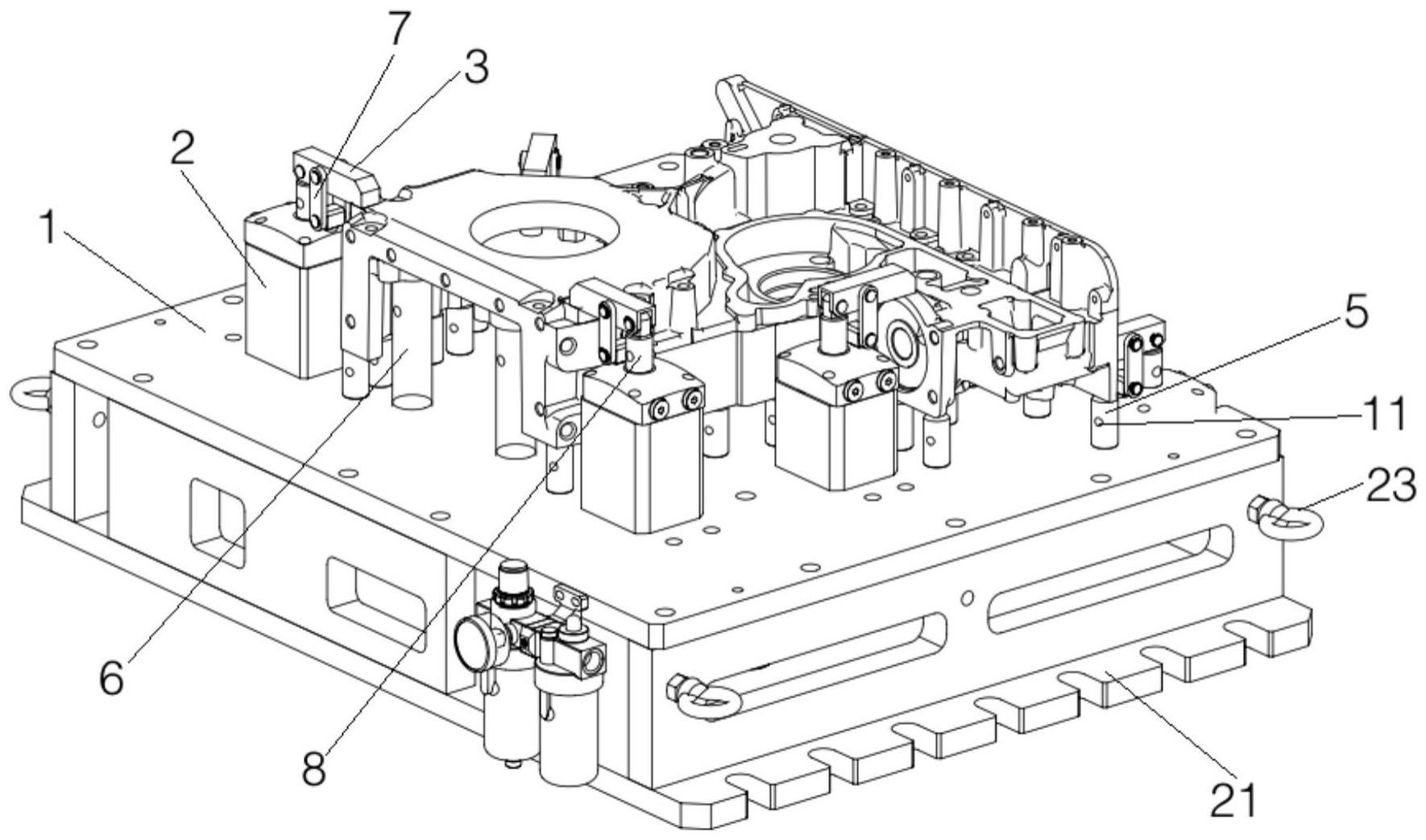
3、一种发动机传动箱快速压紧夹具,包括基体,在基体上安装有若干支撑座,每一支撑座上均安装有一压紧机构,且每一压紧机构的压板均由一驱动器驱动,以实现下压工件的动作或是打开解除对工件压紧的动作;在基体上布置有若干功能孔,并在功能孔内安装有高度定位支撑,并在基体上设有工件定位销;所述压紧机构包括安装于于支撑座的支撑体,所述支撑体下端铰接于支撑座顶部,上端铰接与压板中部,压板一端铰接于驱动器的伸出杆顶部,另一端设有压头。
4、进一步,所述压头包括压板下侧的凸起台,在凸起台下端设有夹持工作面。
5、进一步,所述驱动器包括气缸,在基体上设有与气缸连接的气源压力调节装置。
6、进一步,所述功能孔数量多于高度定位支撑数量。
7、进一步,所述基体底部设有安装板,在安装板上设有若干固定槽。
8、进一步,所述高度定位支撑可拆卸安装于功能孔。
9、进一步,所述基体上对称设有数个吊环。
10、相对于现有技术,本发明创造具有以下优势:
11、本发明创造提供的夹具,由工件定位销对工件形成定位,通过高度定位支撑有效的支撑工件产品底端面,并通过压板对工件产品上端面进行压紧固定,高度定位支撑可针对工件关键位置进行布置,灵活度高,操作方便,消除了因外形结构复杂、薄壁无法一次装夹紧加工,需在加工过程中更换压板位置所产生装夹零件位移、加工变形等问题,提升了成品零部件尺寸的一致性,零部件重复装夹定位精度高,加工后产品平行度、平面度精度有保障,产品合格率高,同时,节省了装夹及反复调整的时间,提高了工作效率。
技术特征:
1.一种发动机传动箱快速压紧夹具,其特征在于:包括基体,在基体上安装有若干支撑座,每一支撑座上均安装有一压紧机构,且每一压紧机构的压板均由一驱动器驱动;在基体上布置有若干功能孔,并在功能孔内安装有高度定位支撑,并在基体上设有工件定位销;所述压紧机构包括安装于于支撑座的支撑体,所述支撑体下端铰接于支撑座顶部,上端铰接与压板中部,压板一端铰接于驱动器的伸出杆顶部,另一端设有压头。
2.根据权利要求1所述的一种发动机传动箱快速压紧夹具,其特征在于:所述压头包括压板下侧的凸起台,在凸起台下端设有夹持工作面。
3.根据权利要求1所述的一种发动机传动箱快速压紧夹具,其特征在于:所述驱动器包括气缸,在基体上设有与气缸连接的气源压力调节装置。
4.根据权利要求1所述的一种发动机传动箱快速压紧夹具,其特征在于:所述功能孔数量多于高度定位支撑数量。
5.根据权利要求1所述的一种发动机传动箱快速压紧夹具,其特征在于:所述基体底部设有安装板,在安装板上设有若干固定槽。
6.根据权利要求1所述的一种发动机传动箱快速压紧夹具,其特征在于:所述高度定位支撑可拆卸安装于功能孔。
7.根据权利要求1所述的一种发动机传动箱快速压紧夹具,其特征在于:所述基体上对称设有数个吊环。
技术总结
本发明创造提供了一种发动机传动箱快速压紧夹具,包括基体及若干支撑座,每一支撑座上均安装有一压紧机构,每一压紧机构的压板均由一驱动器驱动;基体上有若干功能孔,功能孔内安装有高度定位支撑,基体上设有工件定位销;压紧机构包括安装于于支撑座的支撑体,支撑体下端铰接于支撑座顶部,上端铰接与压板中部,压板一端铰接于驱动器的伸出杆顶部,另一端设有压头。本发明创造提供的夹具,使得工件装夹稳定可靠,高度定位支撑可针对工件关键位置进行布置,灵活度高,操作方便,消除了因外形结构复杂、薄壁无法一次装夹紧加工,需在加工过程中更换压板位置所产生装夹零件位移、加工变形等问题,工件加工精度高,提高了工作效率。
技术研发人员:端木学龙,陈建军,李凯,兰天,刘亚男,刘虎威
受保护的技术使用者:山西柴油机工业有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!