一种可消除外圈三角棱圆的车加工装置及加工工艺的制作方法
本发明涉及车削加工领域,更具体的说是一种可消除外圈三角棱圆的车加工装置及加工工艺。
背景技术:
1、无心磨床由于其生产率高,在大批量生产中被广泛采用。但是如果调整不合理,无心磨床磨出的外圆将产生较大的圆度误差若外圆呈棱圆形,如三棱、五棱或其他奇数谐波形状,无心磨床产生棱圆度的内在原因是工件的成圈机制,使工件在磨削时中心线位置变动因而产生棱圆度。通过车削的方式可以消除这些棱圆,但是打磨后的工件通过车削加工后,工件的表面就会变得粗糙,不够规整,因此需要解决这个问题。
技术实现思路
1、本发明提供一种可消除外圈三角棱圆的车加工装置及加工工艺,其有益效果为通过车削消除工件外圈的三角棱圆,通过打磨使车削后的工件变得光滑。
2、一种可消除外圈三角棱圆的车加工装置,所述加工装置包括条杆,两个条杆相对设置,每个条杆上均设置有带槽,打磨带的两端分别从下侧穿过两个带槽。
3、所述打磨带的两端均固定有挡杆。
4、所述加工装置还包括压座,压座的下侧设置有梯形槽,两个条杆分别固定在压座的两侧。
5、其中一个所述条杆的端部固定有滑套,滑套竖向滑动连接在立杆上,滑套通过液压缸驱动在立杆上滑动。
6、所述加工装置还包括压针,压针竖向滑动连接在压座上,压针的下端穿至梯形槽处。
7、所述压座的一侧固定有固定座,l形架竖向滑动连接在固定座上,拉伸弹簧的两端分别固定在l形架和压座上,压针的上部穿过l形架,l形架上螺纹连接有紧固螺丝i,紧固螺丝i压在压针上。
8、所述压座上固定有竖向设置的竖条,门形件滑动连接在竖条上,门形件上螺纹连接有紧固螺丝ii,紧固螺丝ii压在竖条上,压针的上部固定有弹性片,门形件上固定有两个上下相对设置的按压传感器,弹性片位于两个按压传感器之间。
9、其中一个所述按压传感器固定在手旋螺钉的端部,手旋螺钉螺纹连接在门形件上。
10、所述加工装置还包括底座,底座上设置有轨道,立座滑动连接在轨道上,立座通过液压缸驱动在轨道上滑动,立座的上部设置有通过电机驱动转动的三角卡盘,侧架的上部通过轴承座转动连接有顶针,顶针与三角卡盘同轴设置,侧架上固定有横向设置的横杆,横杆滑动连接在立座上,横杆通过液压缸驱动在立座上滑动。
11、使用一种可消除外圈三角棱圆的车加工装置进行车加工的工艺,包括以下步骤:
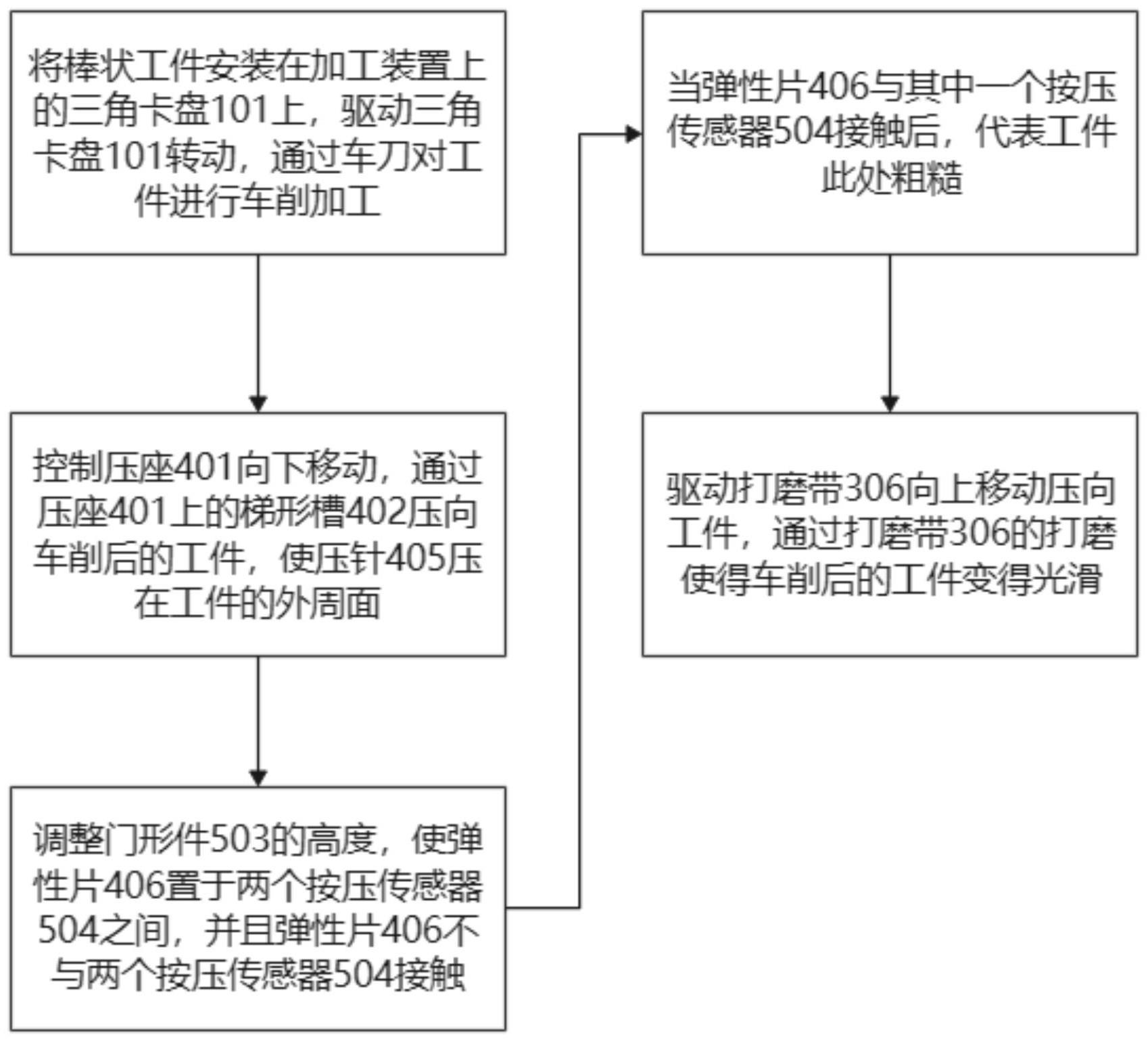
12、s1:将棒状工件安装在加工装置上的三角卡盘上,驱动三角卡盘转动,通过车刀对工件进行车削加工;
13、s2:控制压座向下移动,通过压座上的梯形槽压向车削后的工件,使压针压在工件的外周面;
14、s3:调整门形件的高度,使弹性片置于两个按压传感器之间,并且弹性片不与两个按压传感器接触;
15、s4:当弹性片与其中一个按压传感器接触后,代表工件此处粗糙;
16、s5:驱动打磨带向上移动压向工件,通过打磨带的打磨使得车削后的工件变得光滑。
技术特征:
1.一种可消除外圈三角棱圆的车加工装置,其特征在于:所述加工装置包括条杆(303),两个条杆(303)相对设置,每个条杆(303)上均设置有带槽(304),打磨带(306)的两端分别从下侧穿过两个带槽(304);
2.根据权利要求1所述的一种可消除外圈三角棱圆的车加工装置,其特征在于:所述打磨带(306)的两端均固定有挡杆(305)。
3.根据权利要求2所述的一种可消除外圈三角棱圆的车加工装置,其特征在于:所述滑套(302)通过液压缸驱动在立杆(301)上滑动。
4.根据权利要求3所述的一种可消除外圈三角棱圆的车加工装置,其特征在于:所述l形架(404)上螺纹连接有紧固螺丝i(403),紧固螺丝i(403)压在压针(405)上。
5.根据权利要求4所述的一种可消除外圈三角棱圆的车加工装置,其特征在于:其中一个所述按压传感器(504)固定在手旋螺钉(505)的端部,手旋螺钉(505)螺纹连接在门形件(503)上。
6.根据权利要求5所述的一种可消除外圈三角棱圆的车加工装置,其特征在于:所述立座(103)通过液压缸驱动在轨道(105)上滑动。
7.根据权利要求6所述的一种可消除外圈三角棱圆的车加工装置,其特征在于:所述顶针(201)与三角卡盘(101)同轴设置。
8.使用权利要求7所述的一种可消除外圈三角棱圆的车加工装置进行车加工的工艺,其特征在于,包括以下步骤:
技术总结
本发明涉及车削加工领域,更具体的说是一种可消除外圈三角棱圆的车加工装置及加工工艺。所述加工装置包括条杆,两个条杆相对设置,每个条杆上均设置有带槽,打磨带的两端分别从下侧穿过两个带槽。工艺包括:S1:将棒状工件安装在加工装置上的三角卡盘上,驱动三角卡盘转动,通过车刀对工件进行车削加工;S2:控制压座向下移动,通过压座上的梯形槽压向车削后的工件,使压针压在工件的外周面;S3:调整门形件的高度,使弹性片置于两个按压传感器之间,并且弹性片不与两个按压传感器接触;S4:当弹性片与其中一个按压传感器接触后,代表工件此处粗糙;通过车削消除工件外圈的三角棱圆,通过打磨使车削后的工件变得光滑。
技术研发人员:郑围围,金晶,郑雪丽,赫宇达,孟成长
受保护的技术使用者:浙江大铭汽车零部件有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!