一种锂电池生产极耳盖板焊接设备的制作方法
本发明涉及锂电池,特别涉及一种锂电池生产极耳盖板焊接设备。
背景技术:
1、锂电池是一类以锂金属或锂合金为正极材料、使用非水电解质溶液的电池,锂电池在生产制造时,需要在锂电池的盖板上焊接极耳,以实现电流传导的作用,同时能够有效的避免金属带与铝塑膜之间造成短路故障,且可以延长锂电池的使用寿命,常见的极耳多是由胶片和金属带两部分复合而成。
2、一些小型的厂家为了节省购买自动化设备的成本,通常会采用人工操作的方式对盖板和极耳进行焊接,而采用人工焊接存在以下问题:1.人工操作时需要依次将盖板和极耳拿取至焊接台处,从而影响对盖板和极耳的加工效率,且无法确保盖板和极耳放料时的精准度,另外,工人拿取极耳时,容易造成极耳的静电击穿,从而影响极耳的利用率。
3、2.工人在焊接盖板和极耳时,大部分是通过手持盖板和极耳进行焊接,因此无法有效的使盖板和极耳相互贴合,容易造成盖板和极耳之间发生偏移,从而影响焊接精度,且由于盖板和极耳在焊接时会产生有毒气体,容易对人体的健康造成影响。
技术实现思路
1、一、要解决的技术问题:本发明提供的一种锂电池生产极耳盖板焊接设备,可以解决上述背景技术中指出的难题。
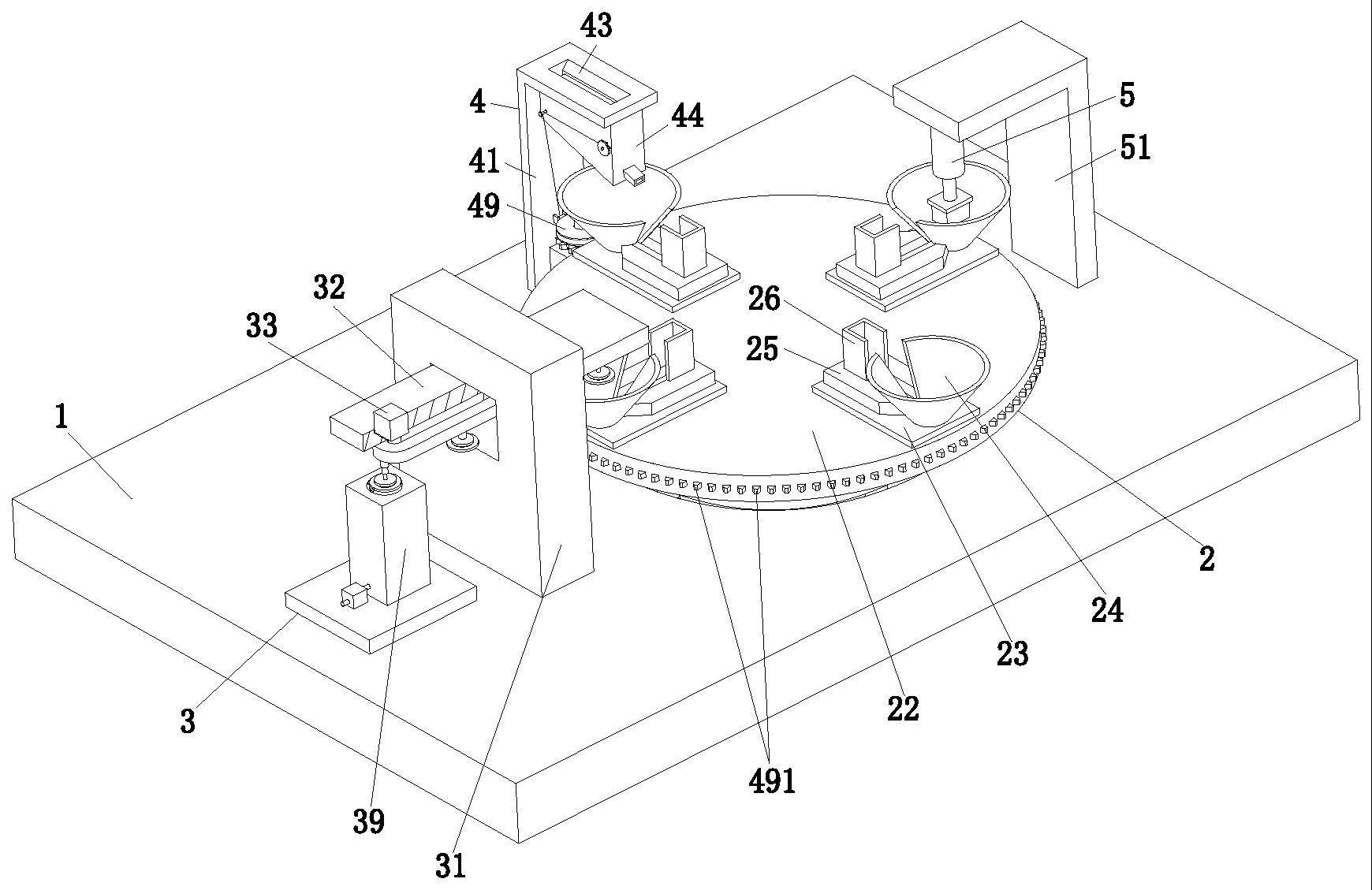
2、二、技术方案:为达到以上目的,本发明采用以下技术方案,一种锂电池生产极耳盖板焊接设备,包括基座、承托装置、第一放料装置、第二放料装置和焊接装置,所述基座上端安装有承托装置,基座上端以承托装置为中心呈顺时针依次设置有第一放料装置、第二放料装置和焊接装置。
3、所述承托装置包括第一间歇电机、转动板、安装板、锥型筒、承托座和匚型板,其中:基座上端安装有第一间歇电机,第一间歇电机的输出端设置有转动板,转动板的底部沿其周向均匀安装有多个支撑杆,支撑杆转动设置在基座的顶部,转动板的上端远离其中心处的一侧设置有多个安装板,多个安装板沿转动板周向排布,安装板的上端分别设置有锥型筒和承托座,承托座位于安装板上端靠近转动板中心处的一侧,锥型筒和承托座的上端均开设有引导槽,且承托座上端靠近转动板中心处的一侧安装有匚型板。
4、所述第一放料装置包括固定座、支撑板、第二间歇电机、联动轴、输送带、伸缩气缸、吸附板、电磁铁和供料机构,其中:固定座安装在基座的顶部并位于转动板的左侧,固定座上开设有通孔,通孔上侧壁安装有支撑板,支撑板和固定座之间开设有安装槽,第二间歇电机通过电机座设置在支撑板上端的左侧,支撑板下端从左到右均匀转动设置有多个联动轴,位于支撑板下端左侧的联动轴与第二间歇电机的输出端相连接,且多个联动轴之间通过输送带相连接,输送带下端均匀安装有多个伸缩气缸,多个伸缩气缸的伸缩端均设置有吸附板,吸附板下端卡接有电磁铁,供料机构位于固定座的左侧。
5、所述焊接装置包括第一l型座、定位气缸、固定板、焊机和焊枪,其中:第一l型座安装在基座的上端并位于转动板的右侧,第一l型座远离基座的一侧的下端设置有定位气缸,定位气缸的伸缩端通过固定板安装有焊机,焊机下端的中心处设置有焊枪。
6、优选的,所述供料机构包括工作台、存料筒、活塞、气道和气泵,其中:工作台安装在基座的顶部并位于固定座的左侧,工作台上端靠近固定座的一侧通过可拆卸的方式安装有存料筒,存料筒内壁滑动设置有活塞,且存料筒的下端开设有与外界相连通的气道,气泵设置在工作台的顶部并位于存料筒的左侧,气泵的抽气端与存料筒上的气道相连接,气泵的出气端位于远离存料筒的一侧。
7、优选的,所述存料筒内壁上侧周向均匀转动设置有定位销,定位销与存料筒之间安装有扭簧,且定位销上固定安装有卡紧条。
8、优选的,所述焊机的底部以焊枪为中心左右对称设置有两个支撑弹簧杆,两个支撑弹簧杆的下端均安装有抵靠垫。
9、优选的,所述第二放料装置包括第二l型座、加强座、投料口、下料腔、导向管、楔型块、连接轴、拨料辊和控制机构,其中:第二l型座安装在基座的顶部并位于转动板的后侧,第二l型座与基座的连接处设置有加强座,第二l型座与基座相连接的一侧为垂直段,第二l型座远离基座的一侧为水平段,第二l型座的水平段开设有投料口,第二l型座的水平段下端安装有下料腔,且下料腔的上侧与投料口相连通,导向管安装在下料腔的前端下侧,且导向管与下料腔内部相连通,下料腔的后侧壁的下侧安装有楔型块,下料腔前侧的内壁转动设置有连接轴,连接轴与楔型块的高度相平齐,且连接轴外壁套设有拨料辊,控制机构安装在第二l型座和下料腔上。
10、优选的,所述拨料辊外壁周向均匀安装有多个l型拨料齿,多个l型拨料齿的外壁上均安装有凸起条。
11、优选的,所述控制机构包括齿轮凸起、定位轴、转动齿轮、第一线轮、第一绕线辊、第二绕线辊、第二线轮和钢丝,其中:转动板的外壁沿其周向均匀设置有多个齿轮凸起,定位轴转动设置在加强座的顶部,定位轴外壁从上到下分别依次套设有第一线轮和转动齿轮,转动齿轮与齿轮凸起相啮合,第一绕线辊安装在第二l型座的垂直段靠近转动板的加强座的一侧,且第一绕线辊与第一线轮的高度相平齐,第二绕线辊安装在下料腔的左端,第二线轮套设在连接轴左端,且第一线轮上缠绕有钢丝,钢丝远离第一线轮的一端穿过第一绕线辊和第二绕线辊卷绕在第二线轮上。
12、优选的,所述连接轴的左侧套设有转盘,转盘位于第二线轮和下料腔之间,转盘靠近下料腔的一侧周向均匀安装有伸缩弹簧杆,伸缩弹簧杆远离转盘的一侧设置有限位块,下料腔的左端以连接轴为圆心周向均匀开设有多个与限位块位置相对应的凹槽,限位块滑移抵触在凹槽内。
13、三、有益效果:1.本发明能够实现对极耳和盖板的自动化上料,可以代替人工上料,能够避免人工放置极耳时造成极耳的静电击穿,可以有效的增大极耳的利用率;本发明可以分别对盖板和极耳进行导向,可以提高盖板和极耳放料时的精确度;本发明能够使极耳和盖板之间相贴合,从而可以增强对极耳和盖板的焊接精度。
14、2.本发明通过第一放料装置通过输送带可以实现盖板的逐一抓取以及盖板的逐一放料,且通过电磁铁可以增大其与盖板之间吸附时的稳定性,避免盖板发生掉落的现象,从而可以提高本发明对盖板的放料效率。
15、3.本发明通过第二放料装置可以根据盖板的输送速度对极耳进行逐一下料,且能够通过拨料辊对下料腔内的极耳进行支撑,防止下料腔内的极耳掉落至下料腔的下端而造成导向管的堵塞,从而能够提高本发明对极耳的放料效率。
16、4.本发明通过焊接装置可以代替人工焊接,从而避免焊接产生的有毒气体影响人体的健康,且焊接装置可以将极耳按压在盖板上,使得极耳与盖板更加贴合,防止极耳和盖板之间发生偏移。
17、5.本发明通过限位块与凹槽之间的摩擦力可以对连接轴的转动进行限位,防止连接轴随意发生转动,避免拨料辊发生转动而造成下料腔内的极耳掉落的现象。
技术特征:
1.一种锂电池生产极耳盖板焊接设备,包括基座(1)、承托装置(2)、第一放料装置(3)、第二放料装置(4)和焊接装置(5),其特征在于:所述基座(1)上端安装有承托装置(2),基座(1)上端以承托装置(2)为中心呈顺时针依次设置有第一放料装置(3)、第二放料装置(4)和焊接装置(5),其中:
2.根据权利要求1所述的一种锂电池生产极耳盖板焊接设备,其特征在于:所述供料机构(39)包括工作台(391)、存料筒(392)、活塞(393)、气道(394)和气泵(395),其中:所述工作台(391)安装在基座(1)的顶部并位于固定座(31)的左侧,工作台(391)上端靠近固定座(31)的一侧通过可拆卸的方式安装有存料筒(392),存料筒(392)内壁滑动设置有活塞(393),且存料筒(392)的下端开设有与外界相连通的气道(394),气泵(395)设置在工作台(391)的顶部并位于存料筒(392)的左侧,气泵(395)的抽气端与存料筒(392)上的气道(394)相连接,气泵(395)的出气端位于远离存料筒(392)的一侧。
3.根据权利要求2所述的一种锂电池生产极耳盖板焊接设备,其特征在于:所述存料筒(392)内壁上侧周向均匀转动设置有定位销,定位销与存料筒(392)之间安装有扭簧,且定位销上固定安装有卡紧条(396)。
4.根据权利要求1所述的一种锂电池生产极耳盖板焊接设备,其特征在于:所述焊机(54)的底部以焊枪(55)为中心左右对称设置有两个支撑弹簧杆(541),两个支撑弹簧杆(541)的下端均安装有抵靠垫(542)。
5.根据权利要求1所述的一种锂电池生产极耳盖板焊接设备,其特征在于:所述第二放料装置(4)包括第二l型座(41)、加强座(42)、投料口(43)、下料腔(44)、导向管(45)、楔型块(46)、连接轴(47)、拨料辊(48)和控制机构(49),其中:所述第二l型座(41)安装在基座(1)的顶部并位于转动板(22)的后侧,第二l型座(41)与基座(1)的连接处设置有加强座(42),第二l型座(41)与基座(1)相连接的一侧为垂直段,第二l型座(41)远离基座(1)的一侧为水平段,第二l型座(41)的水平段开设有投料口(43),第二l型座(41)的水平段下端安装有下料腔(44),且下料腔(44)的上侧与投料口(43)相连通,导向管(45)安装在下料腔(44)的前端下侧,且导向管(45)与下料腔(44)内部相连通,下料腔(44)的后侧壁的下侧安装有楔型块(46),下料腔(44)前侧的内壁转动设置有连接轴(47),连接轴(47)与楔型块(46)的高度相平齐,且连接轴(47)外壁套设有拨料辊(48),控制机构(49)安装在第二l型座(41)和下料腔(44)上。
6.根据权利要求5所述的一种锂电池生产极耳盖板焊接设备,其特征在于:所述拨料辊(48)外壁周向均匀安装有多个l型拨料齿(481),多个l型拨料齿(481)的外壁上均安装有凸起条。
7.根据权利要求5所述的一种锂电池生产极耳盖板焊接设备,其特征在于:所述控制机构(49)包括齿轮凸起(491)、定位轴(492)、转动齿轮(493)、第一线轮(494)、第一绕线辊(495)、第二绕线辊(496)、第二线轮(497)和钢丝(498),其中:所述转动板(22)的外壁沿其周向均匀设置有多个齿轮凸起(491),定位轴(492)转动设置在加强座(42)的顶部,定位轴(492)外壁从上到下分别依次套设有第一线轮(494)和转动齿轮(493),转动齿轮(493)与齿轮凸起(491)相啮合,第一绕线辊(495)安装在第二l型座(41)的垂直段靠近转动板(22)的加强座(42)的一侧,且第一绕线辊(495)与第一线轮(494)的高度相平齐,第二绕线辊(496)安装在下料腔(44)的左端,第二线轮(497)套设在连接轴(47)左端,且第一线轮(494)上缠绕有钢丝(498),钢丝(498)远离第一线轮(494)的一端穿过第一绕线辊(495)和第二绕线辊(496)卷绕在第二线轮(497)上。
8.根据权利要求7所述的一种锂电池生产极耳盖板焊接设备,其特征在于:所述连接轴(47)的左侧套设有转盘(471),转盘(471)位于第二线轮(497)和下料腔(44)之间,转盘(471)靠近下料腔(44)的一侧周向均匀安装有伸缩弹簧杆(472),伸缩弹簧杆(472)远离转盘(471)的一侧设置有限位块(473),下料腔(44)的左端以连接轴(47)为圆心周向均匀开设有多个与限位块(473)位置相对应的凹槽,限位块(473)滑移抵触在凹槽内。
技术总结
本发明涉及锂电池技术领域,特别涉及一种锂电池生产极耳盖板焊接设备,包括基座、承托装置、第一放料装置、第二放料装置和焊接装置,所述基座上端安装有承托装置,基座上端以承托装置为中心呈顺时针依次设置有第一放料装置、第二放料装置和焊接装置;采用人工焊接存在以下问题:工人拿取极耳时,容易造成极耳的静电击穿,从而影响极耳的利用率;工人在对盖板和极耳焊接时无法确保焊接精度,且盖板和极耳在焊接时会产生有毒气体,容易对人体的健康造成影响;本发明能够避免人工放置极耳时造成极耳的静电击穿,可以有效的增大极耳的利用率;本发明能够使极耳和盖板之间相贴合,从而可以增强对极耳和盖板的焊接精度。
技术研发人员:冒杰
受保护的技术使用者:江苏锂航新能源科技有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!