一种控制系统的制作方法
本发明属于定尺剪控制,具体涉及一种控制系统。
背景技术:
1、中板厂定尺剪是中板厂关键设备之一,钢板在定尺剪区域的剪切直接决定了钢板的质量和钢板的成材率。目前中板厂采用人工划线或者通过观看摄像头的方式实现对钢板头部、钢板定尺和钢板为不剪切,这种全部依靠人工核对剪切的方式存在剪切精度差,剪切错误的问题,大大增加了操作人员的劳动强度,降低了生产节奏,同时降低了钢板的成材率。钢板的头部剪切量和尾部剪切量是影响成材率的主要因素,所以实现钢板头部和尾部的的准确计算和精确测量成为必需的要求。
技术实现思路
1、针对以上技术问题,本发明涉及一种控制系统,用于中板定尺剪优化剪切系统中,所述控制系统包括测量定位系统,定尺剪plc控制系统和剪后复尺机构控制系统;测量定位系统将测量定位传感器采集的测量数据和钢板位置计算数值通过以太网整合到所述定尺剪plc控制系统;所述定尺剪plc控制系统用于控制定尺剪进行钢板端部剪切步骤和钢板子板剪切步骤;所述剪后复尺机构控制系统根据钢板来料剪切计划自动定位到钢板剪切端部位置并通过人际交互界面显示实现对钢板实际剪切长度的二次验证;所述测量定位传感器包括剪前测长仪,剪前轮廓仪,光幕,剪后测长仪,剪后轮廓仪,剪后复尺机构。
2、另一方面,本发明提出一种中板定尺剪优化剪切系统,包括定尺剪,在定尺剪前沿着钢板运行方向依次设置的剪前测长仪,剪前轮廓仪,光幕,和在定尺剪后沿着钢板运行方向依次设置的剪后测长仪,剪后复尺机构,剪后轮廓仪,和用于中板定尺剪优化剪切的控制系统。
3、本发明可以准确的计算和测量钢板的头部、尾部、样条和定尺钢板的长度。通过将轮廓仪、测长仪、光幕和复尺机构等大型仪表检测系统成功应用在定尺剪优化剪切系统中,操作和维护简单方便,系统功能完善,性能可靠,完全满足工艺要求,在实际应用中取得了良好的效果,有效的提高了钢板的成材率和定尺剪的剪切效率。
技术特征:
1.一种控制系统,用于中板定尺剪优化剪切系统中,其特征在于,所述控制系统包括测量定位系统,定尺剪plc控制系统和剪后复尺机构控制系统;测量定位系统将测量定位传感器采集的测量数据和钢板位置计算数值通过以太网整合到所述定尺剪plc控制系统;所述定尺剪plc控制系统用于控制定尺剪进行钢板端部剪切步骤和钢板子板剪切步骤;所述剪后复尺机构控制系统根据钢板来料剪切计划自动定位到钢板剪切端部位置并通过人际交互界面显示实现对钢板实际剪切长度的二次验证;所述测量定位传感器包括剪前测长仪,剪前轮廓仪,光幕,剪后测长仪,剪后轮廓仪,剪后复尺机构。
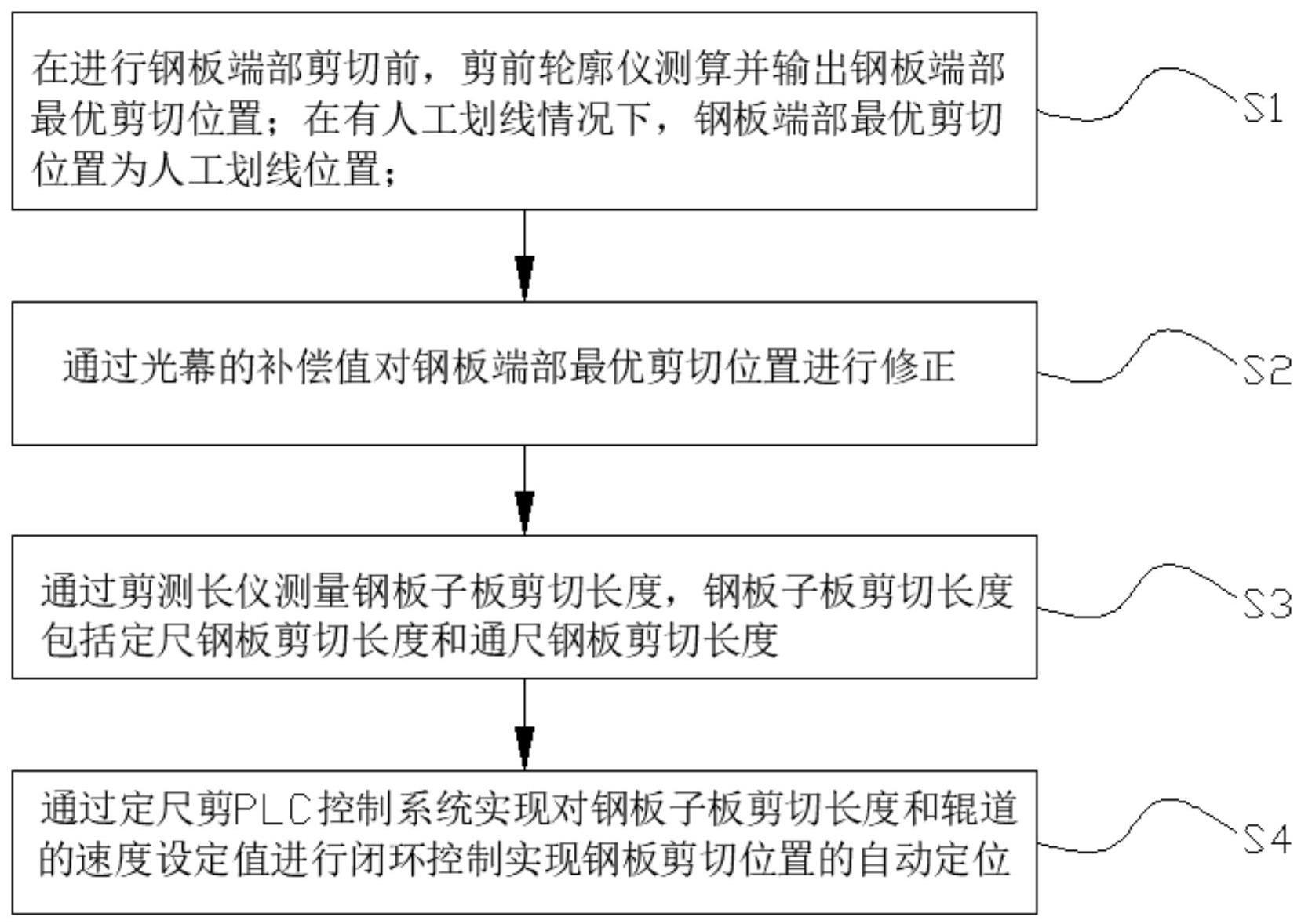
2.如权利要求1所述的控制系统,其特征在于,通过执行以下步骤实现所述钢板端部剪切步骤:
3.如权利要求2所述的控制系统,其特征在于,在所述钢板端部剪切步骤完成后,通过执行以下步骤实现钢板子板剪切步骤:
4.如权利要求3所述的控制系统,其特征在于,所述剪后复尺机构控制系统执行以下步骤:
5.如权利要求2所述的控制系统,其特征在于,所述钢板端部剪切步骤通过一种钢板端部的计算方法测算钢板端部的位置,所述钢板端部的计算方法包括以下步骤:
6.如权利要求5所述的控制系统,其特征在于,通过所述光幕测算光幕补偿值对所述钢板端部剪切最优位置进行修正的步骤包括:
7.如权利要求3所述的控制系统,其特征在于,所述通尺钢板剪切长度通过以下步骤计算:
8.如权利要求2所述的控制系统,其特征在于,所述轮廓仪测算所述钢板端部最优剪切位置的步骤包括:
9.一种中板定尺剪优化剪切系统,其特征在于,包括定尺剪,在定尺剪前沿着钢板运行方向依次设置的剪前测长仪,剪前轮廓仪,光幕,和在定尺剪后沿着钢板运行方向依次设置的剪后测长仪,剪后复尺机构,剪后轮廓仪,和如权利要求1-8任一项所述的用于中板定尺剪优化剪切的控制系统。
10.如权利要求9所述的中板定尺剪切优化剪切系统,其特征在于,所述剪后复尺机构包括框架、滑动小车、激光划线仪、辊道安装标尺、摄像系统。
技术总结
本发明涉及定尺剪控制技术领域,具体涉及一种控制系统,包括测量定位系统,定尺剪PLC控制系统和剪后复尺机构控制系统;测量定位系统将测量定位传感器采集的测量数据和钢板位置计算数值通过以太网整合到定尺剪PLC控制系统;定尺剪PLC控制系统用于控制定尺剪进行钢板端部剪切步骤和钢板子板剪切步骤;剪后复尺机构控制系统根据钢板来料剪切计划自动定位到钢板剪切端部位置并通过人际交互界面显示实现对钢板实际剪切长度的二次验证。本发明可以准确的计算和测量钢板的头部、尾部、样条和定尺钢板的长度。
技术研发人员:张文振,伍延平,唐培文
受保护的技术使用者:北京冶自欧博科技发展有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!