组装设备的制作方法
本发明涉及机械装配设备,特别涉及一种组装设备。
背景技术:
1、组装设备是一种能够组装第一装配件和第二装配件的机械装配设备。
2、现有技术中的组装设备在对第一装配件和第二装配件进行组装时,通常需要人工将第一装配件和第二装配件送入组装设备的载具台上,通过载具台上的组装组件将第一装配件和第二装配件组装在一起形成完整的料体,再通过出料组件将完整的料体送出组装设备。这使得组装设备仍需要人工送入第一装配件和第二装配件,导致组装设备在对第一装配件和第二装配件进行组装时,仍然需要人工干预,无法实现组装设备的全自动组装,导致组装设备组装效率低下。
技术实现思路
1、本发明的主要目的是提供一种组装设备,旨在解决现有组装设备无法实现全自动组装,组装效率低下的问题。
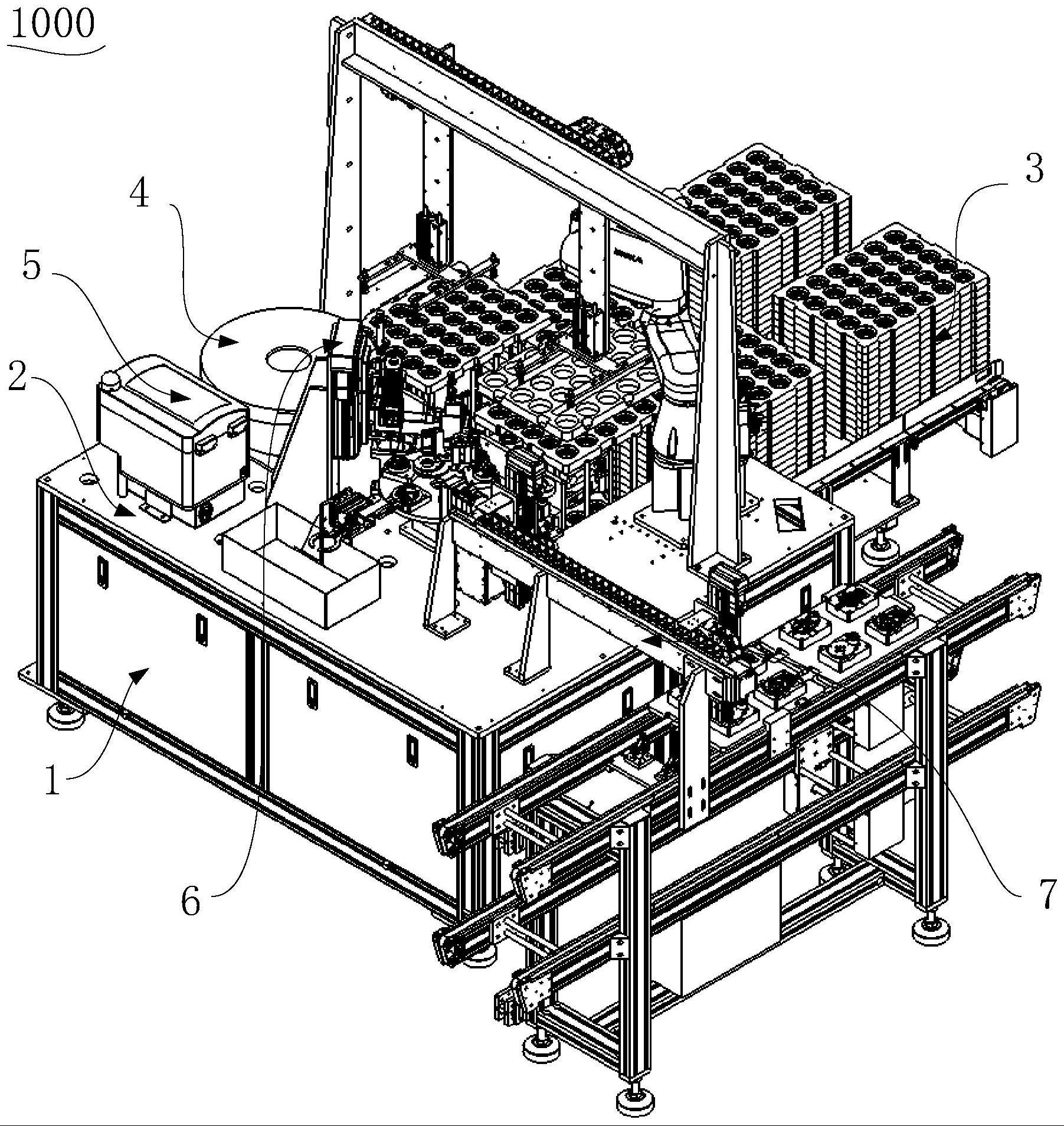
2、为实现上述目的,本发明提出的组装设备,包括:
3、机架;
4、载具台,所述载具台设置于所述机架上,所述载具台设有工位;
5、上料组件,所述上料组件包括抓取部,所述抓取部设置于所述机架上,所述抓取部能够抓取第一装配件至所述工位;
6、自动进料落料机构,所述自动进料落料机构设置于所述机架上,所述自动进料落料机构包括震动盘和进料组件,所述载具台能够旋转带动所述第一装配件转动至所述进料组件处,所述进料组件能够接收所述震动盘内的第二装配件,并将所述第二装配件推送至所述第一装配体上;
7、组装组件,所述组装组件包括组装部,所述组装部设置于所述机架上,所述载具台能够带动所述第一装配件和所述第二装配件转动至所述组装部处,所述组装部能够将所述第二装配件固定在所述第一装配件上。
8、在一实施例中,所述上料组件还包括托盘和传送部,所述托盘放置于所述传送部上,所述托盘用于放置所述第一装配件,靠近所述机架的所述传送部能够带动所述托盘上升,使所述抓取部能够抓取所述托盘内的所述第一装配件。
9、在一实施例中,所述上料组件还包括真空吸取部,所述机架上设置有支架,所述支架上设置有移动件,所述真空吸取部设置于所述移动件上,所述真空吸取部能够沿所述移动件的设置方向移动至所述托盘上方,所述真空吸取部上设置有吸取部驱动件,当所述托盘上的所述第一装配件被所述抓取部移动至所述工位后,所述吸取部驱动件能够控制所述真空吸取部下降吸取所述托盘。
10、在一实施例中,所述工位上设置有定位件,所述定位件能够用于穿设于所述第一装配件实现所述第一装配件固定于所述工位上。
11、在一实施例中,所述工位远离所述第一装配件的一侧设置有第一检测部,所述第一检测部为第一检测光纤,所述第一检测光纤能够穿出所述工位,对设置于所述工位的所述第一装配件进行位置检测并对所述抓取部抓取所述第一装配件的位置进行调整,使所述第一装配件与所述定位件位置匹配。
12、在一实施例中,所述组装组件还设置有吹气管,所述吹气管用于放置连接件,所述吹气管与所述组装部的吸气管连接,所述组装部上设置有组装气吹电磁阀,所述组装气吹电磁阀能够控制所述连接件从所述组装部的下料口穿出并将所述第二装配件固定在所述第一装配件上。
13、在一实施例中,所述组装设备还包括选料组件,所述选料组件包括回收部和回收夹取装置,所述回收夹取装置设置于所述回收部上,所述回收部设置于所述机架上所述回收夹取装置能够夹取固定连接的所述第一装配件和所述第二装配件,并将固定连接的所述第一装配件和所述第二装配件移送至所述回收部内。
14、在一实施例中,所述回收夹取装置通过回收驱动件与所述回收部连接,所述回收驱动件包括翻转驱动件和升降驱动件,所述翻转驱动件能够控制所述回收夹取装置从所述回收部的上方翻转至所述工位的上方,所述升降驱动件能够控制所述回收夹取装置下降并夹取固定连接的所述第一装配件和所述第二装配件,所述回收夹取装置能够翻转回所述回收部上,并松开所述回收夹取装置的抓夹,使固定连接的所述第一装配件和所述第二装配件掉落至所述回收部内。
15、在一实施例中,所述组装设备还包括出料组件,所述出料组件包括出料夹取装置,所述出料夹取装置设置于所述机架上,所述工位能够带动所述第二装配件固定在所述第一装配件上形成的料体转动至所述出料夹取装置处,所述出料夹取装置能够夹取所述料体并放置于外部出料部。
16、在一实施例中,所述工位远离所述下料口处设置有第二检测部,所述第二检测部能够检测所述第二装配件通过所述连接件固定在所述第一装配件时的扭力值,当所述扭力值不符合连接标准时,设置有所述第一装配件和所述第二装配件的所述工位会移动至所述回收夹取装置处;当所述扭力值符合连接标准时,设置有所述第一装配件和所述第二装配件的所述工位会移动至所述出料夹取装置处。
17、本发明技术方案通过在组装设备的机架上设置载具台、上料组件、自动进料落料机构和组装组件,在载具台上设置能够对第一装配件和第二装配件进行装配加工的工位;上料组件包括抓取部,通过上料组件的抓取部实现第一装配件能够移动至工位;在通过自动进料落料机构将第二装配件送入载具台上,自动进料落料机构包括震动盘和进料组件,载具台能够旋转带动第一装配件转动至进料组件处,进料组件能够接收震动盘内的第二装配件,并将第二装配件推送至第一装配体上;且设置组装组件用于将第一装配件和第二装配件之间进行组装固定,组装组件包括组装部,载具台能够带动所述第一装配件和第二装配件转动至组装部处,组装部能够将第二装配件固定在第一装配件上。通过一系列的组装流程实现装配第一装配件和第二装配件时不需要人工干预,实现全自动组装第一装配件和第二装配件的目的,且优选地可以将此组装设备具体为激光雷达外罩组装设备,第一装配件和第二装配件为激光雷达外罩的两个待装配外罩,本发明中的组装方式和方法可实现激光雷达外罩组装时不需要人工干预,实现全自动组装。
技术特征:
1.一种组装设备,用于组装第一装配件和第二装配件,其特征在于,包括:
2.如权利要求1所述的组装设备,其特征在于,所述上料组件还包括托盘和传送部,所述托盘放置于所述传送部上,所述托盘用于放置所述第一装配件,靠近所述机架的所述传送部能够带动所述托盘上升,使所述抓取部能够抓取所述托盘内的所述第一装配件。
3.如权利要求2所述的组装设备,其特征在于,所述上料组件还包括真空吸取部,所述机架上设置有支架,所述支架上设置有移动件,所述真空吸取部设置于所述移动件上,所述真空吸取部能够沿所述移动件的设置方向移动至所述托盘上方,所述真空吸取部上设置有吸取部驱动件,当所述托盘上的所述第一装配件被所述抓取部移动至所述工位后,所述吸取部驱动件能够控制所述真空吸取部下降吸取所述托盘。
4.如权利要求1所述的组装设备,其特征在于,所述工位上设置有定位件,所述定位件能够用于穿设于所述第一装配件实现所述第一装配件固定于所述工位上。
5.如权利要求4所述的组装设备,其特征在于,所述工位远离所述第一装配件的一侧设置有第一检测部,所述第一检测部为第一检测光纤,所述第一检测光纤能够穿出所述工位,对设置于所述工位的所述第一装配件进行位置检测并对所述抓取部抓取所述第一装配件的位置进行调整,使所述第一装配件与所述定位件位置匹配。
6.如权利要求1所述的组装设备,其特征在于,所述组装组件还设置有吹气管,所述吹气管用于放置连接件,所述吹气管与所述组装部的吸气管连接,所述组装部上设置有组装气吹电磁阀,所述组装气吹电磁阀能够控制所述连接件从所述组装部的下料口穿出并将所述第二装配件固定在所述第一装配件上。
7.如权利要求6所述的组装设备,其特征在于,所述组装设备还包括选料组件,所述选料组件包括回收部和回收夹取装置,所述回收夹取装置设置于所述回收部上,所述回收部设置于所述机架上所述回收夹取装置能够夹取固定连接的所述第一装配件和所述第二装配件,并将固定连接的所述第一装配件和所述第二装配件移送至所述回收部内。
8.如权利要求7所述的组装设备,其特征在于,所述回收夹取装置通过回收驱动件与所述回收部连接,所述回收驱动件包括翻转驱动件和升降驱动件,所述翻转驱动件能够控制所述回收夹取装置从所述回收部的上方翻转至所述工位的上方,所述升降驱动件能够控制所述回收夹取装置下降并夹取固定连接的所述第一装配件和所述第二装配件,所述回收夹取装置能够翻转回所述回收部上,并松开所述回收夹取装置的抓夹,使固定连接的所述第一装配件和所述第二装配件掉落至所述回收部内。
9.如权利要求8所述的组装设备,其特征在于,所述组装设备还包括出料组件,所述出料组件包括出料夹取装置,所述出料夹取装置设置于所述机架上,所述工位能够带动所述第二装配件固定在所述第一装配件上形成的料体转动至所述出料夹取装置处,所述出料夹取装置能够夹取所述料体并放置于外部出料部。
10.如权利要求9所述的组装设备,其特征在于,所述工位远离所述下料口处设置有第二检测部,所述第二检测部能够检测所述第二装配件通过所述连接件固定在所述第一装配件时的扭力值,当所述扭力值不符合连接标准时,设置有所述第一装配件和所述第二装配件的所述工位会移动至所述回收夹取装置处;当所述扭力值符合连接标准时,设置有所述第一装配件和所述第二装配件的所述工位会移动至所述出料夹取装置处。
技术总结
本发明公开一种组装设备,涉及机械装配设备技术领域。所述组装设备包括机架、载具台、上料组件、自动进料落料机构和组装组件,载具台设置于机架上,且设有工位;上料组件包括抓取部,且设置于机架上,抓取部能够抓取第一装配件至工位;自动进料落料机构设置于机架上,包括震动盘和进料组件,载具台能够旋转带动第一装配件转动至进料组件处,进料组件能够接收震动盘内的第二装配件,并将第二装配件推送至第一装配体上;组装组件包括组装部,且设置于机架上,载具台能够带动第一装配件和第二装配件转动至组装部处,组装部能够将第二装配件固定在第一装配件上。本发明技术方案可解决现有组装设备无法实现全自动组装,组装效率低下的问题。
技术研发人员:付山峰
受保护的技术使用者:深圳市益鸿智能科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!