一种空气储能用板式热交换器板束的制造方法与流程
本发明属于换热器领域,涉及板式热交换器的加工制造。
背景技术:
1、近年来,我国新能源发展迅速,由于风光出力的波动性,导致弃风、弃光日趋严重,先进的储能技术是解决弃风和弃光的有效手段。压缩空气储能系统现阶段逐渐采用高效型热交换器提高能源利用效率,但频繁启停的特性对换热器提出更高要求。板式热交换器因具有较好的传热效率,近年来在新能源领域颇受青睐,但热交换器的板片较薄,如何提高连接部件的结构强度是首要解决的问题。
2、介质出入口处,特别是垫板与板片间的连接部位,一直是换热器的薄弱部位。换热器介质的泄露、焊缝的开裂以至换热器的失效,往往在此处发生。究其因,传统换热器垫板与板片的焊接普遍采取氩弧缝边焊,这种焊接方式焊缝的强度取决于焊缝余高的大小,焊缝余高一般由厚度较小的板片决定,因此板片厚度越薄焊缝强度越小、换热器的可靠性越低,因此换热器的加工制造难度越大。同时垫板与板片逐一焊接,需要较长加工时间,效率不够高。
技术实现思路
1、本发明的目的是提出一种空气储能用板式热交换器板束的制造方法,解决传统换热器介质出入口处,特别是垫板与板片连接部位焊缝强度不足的问题。
2、本发明的技术方案:一种空气储能用板式热交换器板束的制造方法,板式热交换器介质通道设有齿块,齿块的上下两个面分别与相邻的两个波纹板片焊接在一起,介于上下波纹板片、齿块与齿块的间隙构成介质出入孔,制造步骤如下:
3、步骤1、材料准备:用整块板材镂空切割成矩形方框结构或用板条首尾相连焊接成矩形方框结构,矩形方框结构的介质出入区段的内侧向垂直板面方向切割出缺口,缺口之间未割除部分为初级齿块,即介质出入区段形成梳子形状,这样经过简单加工即可形成初级垫板;用板材加工形成波纹板片,波纹板片的四周为矩形,周边非波纹区为平面直边;按现有技术加工压紧板;
4、步骤2、初级板束加工:将多个初级垫板、波纹板片整齐层叠,两侧最外层叠放压紧板,初级垫板同一介质出入区段集中于层叠后侧面的一部分区域或整个侧面,将上层压紧板与底层压紧板用夹具夹持,使压紧板和内侧的多个初级垫板、波纹板片相互间的接触面紧贴在一起,然后将夹具、压紧板、初级垫板、波纹板片构成的整体置入扩散焊接炉内加热、保温,待压紧板、初级垫板、波纹板片相邻的接触面焊接在一起,出炉即可形成初级板束,此时初级板束的6个面均是封闭状态;
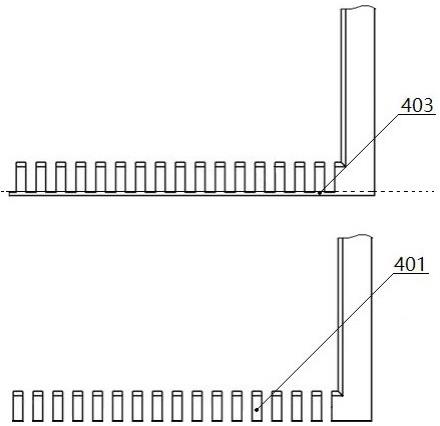
5、步骤3、高级板束加工:将初级板束送入切割工位,去除夹具,切割设备将含有介质出入区段的4个侧面整齐切割掉一定宽度,使原来梳子形状的梳脊被切除,初级齿块间失去梳脊的连接而相互间独立,形成齿块,齿块与齿块间露出的间隙,作为介质出入孔,此时高级板束的加工完成。
6、整机组装时,将上集箱与上接管、右集箱与右接管、下集箱与下接管、左集箱与左接管分别连接组合,然后连接覆盖到各自对应的高级板束侧壁介质出入区域外,整机加工即告完成。
7、优选的,齿块为方形块,齿块与齿块间隙为矩形孔,齿块均匀分布。
8、优选的,切割设备采用水刀、激光形式的线切割。
9、优选的,初级垫板分为甲垫板、乙垫板,甲垫板的矩形短边为梳子形状结构,乙垫板的矩形长边为梳子形状结构,且两边错开设置,甲垫板的矩形短边所处高级板束的齿块间间隙为甲介质通道,矩形短边所在高级板束侧壁分别连接上集箱、下集箱,乙垫板的矩形长边所处高级板束的齿块间间隙为乙介质通道,矩形长边所在高级板束侧壁分别连接右集箱、左集箱。
10、优选的,两张波纹板片对扣,其间布置甲垫板形成组合体,两个组合体叠摞在一起,其间布置乙垫板,如此由若干组合体、乙垫板形成层叠,然后在层叠两边外侧布置乙垫板,最后在最外侧布置压紧板。
11、本发明的有益效果:不直接采用成型构件连接组合,而是通过与成型板束构件不完全相同的中间形状结构先连接组成初级板束,而后再切割露出介质出入孔形成高级板束,该加工方法速度快效率高,扩散焊面连接紧密,介质出入口处,特别是垫板与板片连接部位焊缝强度高。所制作产品介质出入孔孔距和孔高整齐均一,支撑性良好,降低边沿应力集中现象。
技术特征:
1.一种空气储能用板式热交换器板束的制造方法,板式热交换器介质通道设有齿块(401),齿块(401)的上下两个面分别与相邻的两个波纹板片(2)焊接在一起,介于上下波纹板片、齿块(401)与齿块(401)的间隙构成介质出入孔,其特征是:
2.根据权利要求1所述的一种空气储能用板式热交换器板束的制造方法,其特征是:齿块(401)为方形块,齿块(401)与齿块(401)间隙为矩形孔,齿块(401)均匀分布。
3.根据权利要求1所述的一种空气储能用板式热交换器板束的制造方法,其特征是:初级板束的切割设备采用水刀、激光形式的线切割。
4.根据权利要求1所述的一种空气储能用板式热交换器板束的制造方法,其特征是:初级垫板分为甲垫板(3)、乙垫板(4),甲垫板(3)的矩形短边为梳子形状结构,乙垫板(4)的矩形长边为梳子形状结构,且两边错开设置,甲垫板(3)的矩形短边所处高级板束的齿块(401)间间隙为甲介质通道(101),矩形短边所在高级板束侧壁分别连接上集箱(7)、下集箱(8),乙垫板(4)的矩形长边所处高级板束的齿块(401)间间隙为乙介质通道(102),矩形长边所在高级板束侧壁分别连接右集箱(9)、左集箱(10)。
5.根据权利要求4所述的一种空气储能用板式热交换器板束的制造方法,其特征是:两张波纹板片(2)对扣,其间布置甲垫板(3)形成组合体,两个组合体叠摞在一起,其间布置乙垫板(4),如此由若干组合体、乙垫板(4)形成层叠,然后在层叠两边外侧布置乙垫板(4),最后在最外侧布置压紧板(1)。
6.根据权利要求1所述的一种空气储能用板式热交换器板束的制造方法,其特征是:夹具采用夹梁之间连接螺杆的形式。
技术总结
本发明提出一种空气储能用板式热交换器板束的制造方法,属于换热器领域,先制作成矩形方框结构,矩形方框结构的介质出入区段的内侧向垂直板面方向切割出缺口,形成梳子形状,将多个初级垫板、波纹板片整齐层叠,两侧最外层叠放压紧板,置入扩散焊接炉内加热、保温,形成初级板束,切除初级板束一定厚度的边沿,使齿块间露出间隙,作为介质出入孔,然后组合各个集合箱与接管。有益效果:通过与成型板束构件不完全相同的中间形状结构先连接组成高级板束,而后再切割,该加工方法速度快效率高,介质出入孔孔距和孔高整齐均一,支撑性良好。
技术研发人员:王海波,马一鸣,孙海生,胡国栋,常春梅,郝开开,张延丰,张斯亮,蒋琛,姚炜莹,齐兴,于啸,闵怀玉
受保护的技术使用者:甘肃蓝科石化高新装备股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!