一种网状/空心薄片结构钎料预置方法与流程
本发明涉及钎焊,尤其涉及一种网状/空心薄片结构钎料预置方法。
背景技术:
1、工业常采用的刚性连接方法主要是焊接连接。网状结构尤其是在小型精密零件中使用的网材,具有厚度薄,网孔小,有效使用面积小的特点。该类网材在需要过滤油、气等流体的小型精密设备中使用,对有效使用面积、流量有着严格要求。与之相似的空心薄片或者薄环结构,为了保证流体的流动状态,对密封性和环腔内部质量有着严格要求。
2、这种具有厚度薄、严格要求有效使用面积特点的网状/空心薄片结构,对其进行钎焊连接时,由于该类结构钎焊所需的钎料量极小,钎料高温熔化后形成的液态合金,在毛细作用下向待焊处延伸的过程中,受涂敷面的表面张力、重力等因素的影响,极易出现溢流现象,而影响零件的性能。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,期望提供一种网状/空心薄片结构钎料预置方法,有效的控制了钎料预置量,极大的改善了钎焊过程中溢流的问题,降低了钎焊难度,确保了焊接质量。
2、本发明提供的一种网状/空心薄片结构钎料预置方法,包括如下步骤:
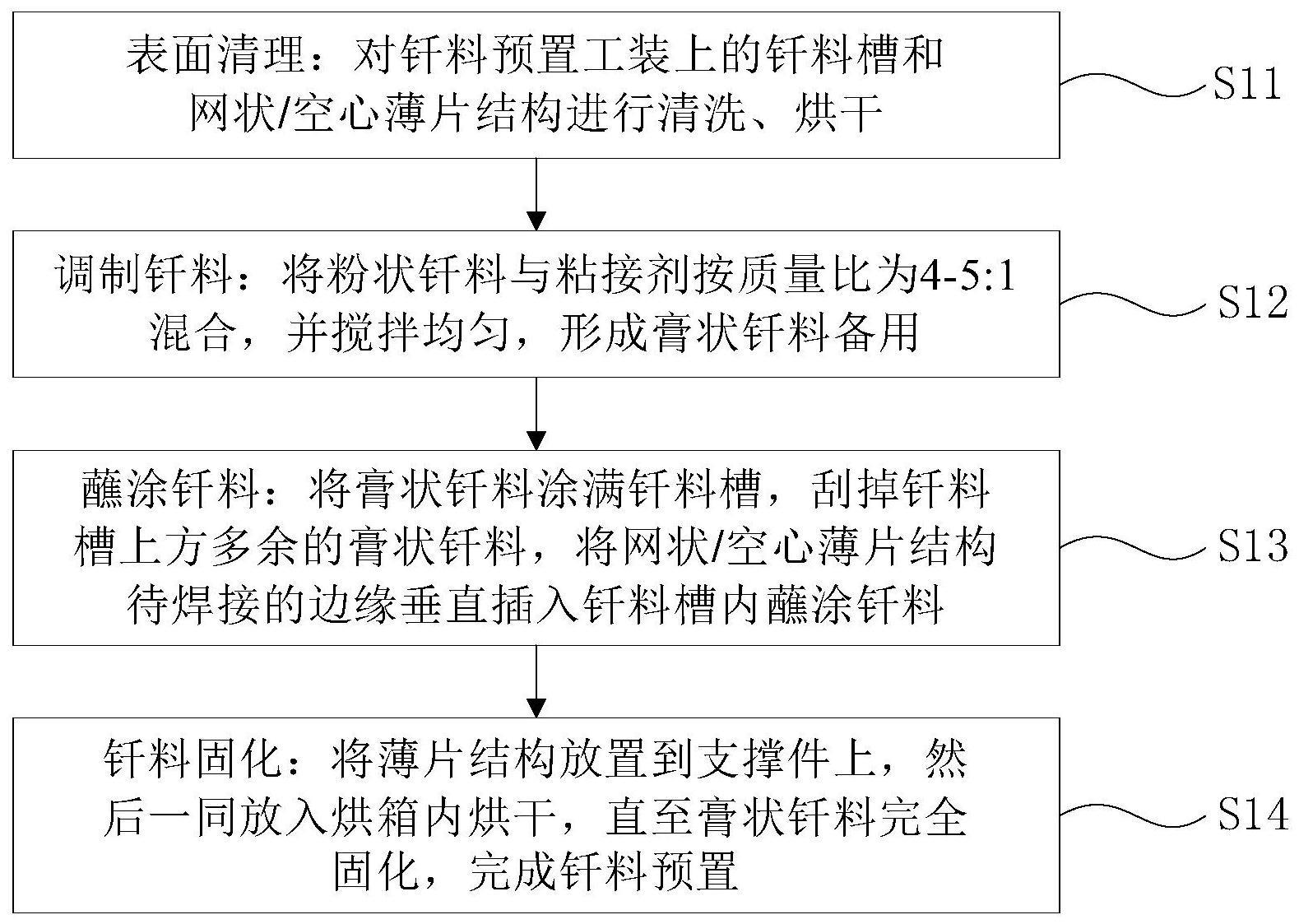
3、表面清理:对钎料预置工装上的钎料槽和网状/空心薄片结构进行清洗、烘干;
4、调制钎料:将粉状钎料与粘接剂按质量比为4-5:1混合,并搅拌均匀,形成膏状钎料备用;
5、蘸涂钎料:将膏状钎料涂满钎料槽,刮掉钎料槽上方多余的膏状钎料,使钎料槽内的膏状钎料深度一致,将网状/空心薄片结构待焊接的边缘垂直插入钎料槽内蘸涂膏状钎料;
6、钎料固化:将完成钎料蘸涂的网状/空心薄片结构放置到支撑件上,确保支撑件不触碰到网状/空心薄片结构上的膏状钎料,然后将网状/空心薄片结构和支撑件一同放入烘箱内烘干,直至网状/空心薄片结构上的膏状钎料完全固化,完成钎料预置。
7、进一步的,所述网状/空心薄片结构的厚度为0.022-2mm;所述钎料预置工装包括工装本体,所述工装本体上平行的设置有若干深度不同的所述钎料槽。
8、进一步的,所述钎料槽的深度至少包括1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm和10mm。
9、进一步的,所述表面清理步骤中,先使用汽油,再使用酒精对网状/空心薄片结构和钎料槽进行清洗。
10、进一步的,所述蘸涂钎料步骤中,所述网状/空心薄片结构的待焊接边缘为弧形时,将所述网状/空心薄片结构插入钎料槽内后,使其保持垂直的状态进行滚动,完成所述网状/空心薄片结构的钎料蘸涂;所述网状/空心薄片结构的待焊接边缘为直边时,将所述网状/空心薄片结构垂直插入所述钎料槽内后再拔出,完成所述网状/空心薄片结构的钎料蘸涂。
11、进一步的,所述钎料固化步骤中,所述网状/空心薄片结构在烘箱内70-90℃烘干30-50min。
12、相对于现有技术而言,本发明的有益效果是:
13、本发明的钎料预置方法针对网状/空心薄片结构的钎料预置,将粉状钎料与粘接剂混合搅拌形成膏状钎料,控制粉状钎料的占比,延长了膏状钎料的凝固时间。然后将膏状钎料填充到钎料预置工装的钎料槽内,并通过蘸涂的方式使网状/空心薄片结构待焊接的边缘上附着膏状钎料,有效的控制了钎料的预置量,极大地改善了钎焊过程中钎料溢流的问题,提高了焊缝的均匀性,确保了焊接质量;降低了膏状钎料涂注在网状/空心薄片结构上的操作难度,提高了生产效率;减少了钎料以及辅料的使用量,节约了成本,提高了经济效益。
14、应当理解,
技术实现要素:
部分中所描述的内容并非旨在限定本发明的实施例的关键或重要特征,亦非用于限制本发明的范围。本发明的其它特征将通过以下的描述变得容易理解。
技术特征:
1.一种网状/空心薄片结构钎料预置方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的网状/空心薄片结构钎料预置方法,其特征在于,所述网状/空心薄片结构的厚度为0.022-2mm;所述钎料预置工装包括工装本体,所述工装本体上平行的设置有若干深度不同的所述钎料槽。
3.根据权利要求2所述的网状/空心薄片结构钎料预置方法,其特征在于,所述钎料槽的深度至少包括1mm、2mm、3mm、4mm、5mm、6mm、7mm、8mm、9mm和10mm。
4.根据权利要求1所述的网状/空心薄片结构钎料预置方法,其特征在于,所述表面清理步骤中,先使用汽油,再使用酒精对网状/空心薄片结构和钎料槽进行清洗。
5.根据权利要求1所述的网状/空心薄片结构钎料预置方法,其特征在于,所述蘸涂钎料步骤中,所述网状/空心薄片结构的待焊接边缘为弧形时,将所述网状/空心薄片结构插入钎料槽内后,使其保持垂直的状态进行滚动,完成所述网状/空心薄片结构的钎料蘸涂;所述网状/空心薄片结构的待焊接边缘为直边时,将所述网状/空心薄片结构垂直插入所述钎料槽内后再拔出,完成所述网状/空心薄片结构的钎料蘸涂。
6.根据权利要求1所述的网状/空心薄片结构钎料预置方法,其特征在于,所述钎料固化步骤中,所述网状/空心薄片结构在烘箱内70-90℃烘干30-50min。
技术总结
本发明公开了一种网状/空心薄片结构钎料预置方法,包括如下步骤:表面清理;调制钎料;蘸涂钎料;钎料固化。本发明的钎料预置方法有效的控制了钎料预置量,极大的改善了钎焊过程中溢流的问题,降低了钎焊难度,确保了焊接质量。
技术研发人员:毛锡嵩,褚罗星
受保护的技术使用者:西安成立航空制造有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!