一种游动托板自锁螺母及支架组合铆接件的加工方法与流程
本明涉及飞机发动机上用游动托板自锁螺母及支架的组合铆接,具体涉及一种游动托板自锁螺母及支架组合铆接件的加工方法。
背景技术:
1、随着航空领域紧固件技术的不断发展,飞机发动机上对于一种游动托板自锁螺母及支架的组合铆接件这样的零部件产品运用也较为广泛。游动托板自锁螺母及支架的组合铆接件是一种特殊的零部件,组合铆接件是将游动托板自锁螺母及自锁螺母支架通过铆钉铆接在不同形状的组合支架上制得,它的使用数量多,零件结构复杂,要求高,加工难度大,产品质量也不易保证,而组合铆接件一般在装配时通过手持铆枪进行成型铆接,但手持铆枪铆接存在铆接点一致性差,成品的质量参差不齐,操作费力,进而导致成本提升的问题。
技术实现思路
1、针对上述问题,本发明的目的在于提供一种游动托板自锁螺母及支架组合铆接件的加工方法,该加工方法能有效降低加工成本,经济实慧。
2、本发明的目的通过以下方案实现:
3、一种游动托板自锁螺母及支架组合铆接件的加工方法,包括以下步骤:
4、s1.预装配:将游动托板自锁螺母及自锁螺母支架通过铆钉预装配在组合支架上得到预装配件。
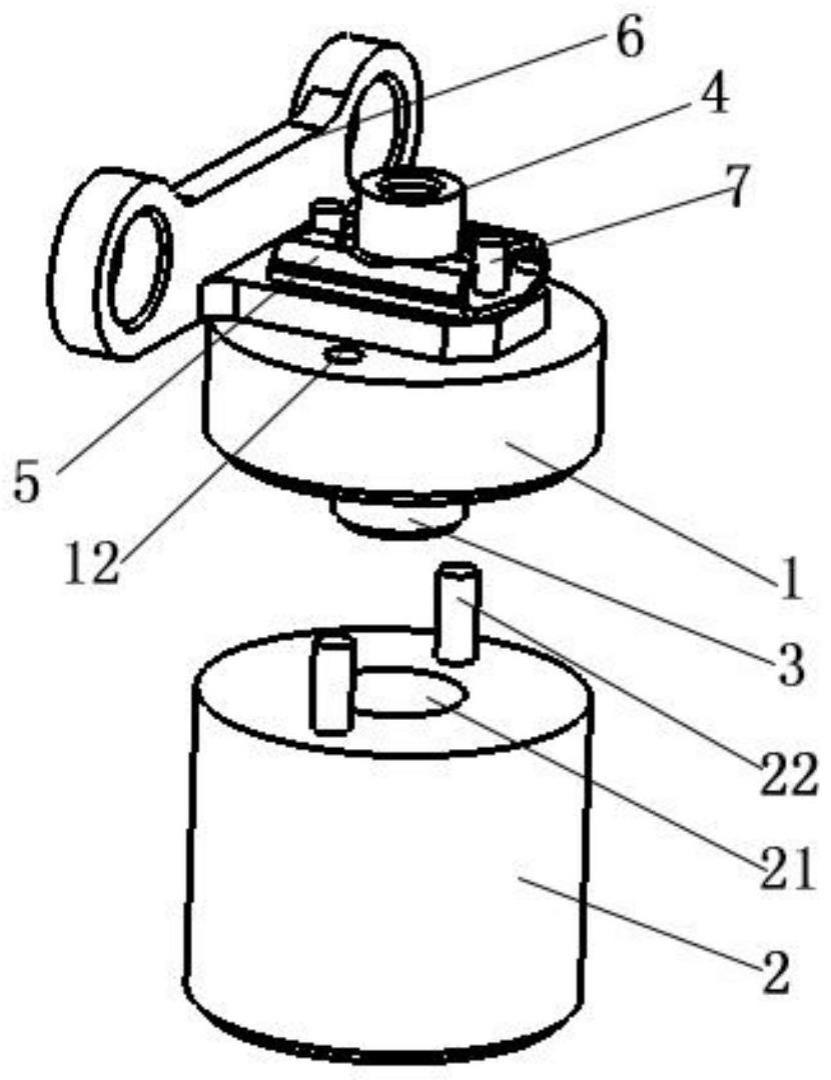
5、s2.模具准备:所述模具包括上模、下模以及锁紧螺钉;在上模上设有贯通其上下表面的中心孔,在上模顶部设有与组合支架底部铆钉孔对应的支撑柱体;所述下模与上模能互相装配合拢,下模底部安装在冲床工作台上,下模顶部下凹形成让位孔;所述锁紧螺钉的螺杆套设在中心孔内并能向上伸出上模的上表面,锁紧螺钉的头部位于上模下表面的下方;当上模装配合拢在下模上后,让位孔位于中心孔正下方,且锁紧螺钉的头部刚好卡入让位孔内(能对上模进行中心定位,避免上模径向移动)。
6、s3.一体化处理:将预装配件的组合支架朝下放置在上模上,使预装配件的游动托板自锁螺母的螺纹孔对齐上模的中心孔,预装配件底部的铆钉头放置在上模的两支撑柱体上,将锁紧螺钉的螺杆向上穿过中心孔后螺旋旋入游动托板自锁螺母的螺纹孔内,不断拧动锁紧螺钉,直至锁紧螺钉头部的上表面与上模下表面接触,同时组合支架贴紧上模上表面,进而将预装配件一体化锁紧在上模上,得到一体件。
7、s4.冲压铆接:将一体件装配合拢在下模上;启动冲床,使冲床的冲头对准一体件的铆钉下压,将自锁螺母支架铆接在组合支架上,得到一体铆接件。
8、s5.连续加工:从下模上取下一体铆接件,重新在下模上装配新的一体件,进行连续的冲压铆接;加工完成并取下的一体铆接件,在将锁紧螺钉螺旋旋出游动托板自锁螺母的螺纹孔后,即得到成品的组合铆接件。
9、进一步的,所述支撑柱体顶部形状与铆钉头部形成匹配,当铆钉为半圆头铆钉时,支撑柱体顶部为圆形凹槽。
10、进一步的,上模与下模之间通过至少一对定位孔与定位柱进行装配合拢。
11、进一步的,在上模底部设有两个定位孔,对应的,在下模顶部设有两根位于让位孔两侧的定位柱;当上模与下模装配合拢时,两根定位柱刚好一一对应的套设在两个定位孔内,实现对上模的定位(防止上模转动)。
12、进一步的,所述定位柱与定位孔滑动配合。
13、进一步的,所述锁紧螺钉为内六角螺钉。
14、进一步的,所述锁紧螺钉与让位孔滑动配合。
15、本发明所述加工方法能确保产品一致性,改善产品质量,实现连续化加工,操作方便,有效的提升了加工效率与成品率,降低了加工成本,经济实慧。
技术特征:
1.一种游动托板自锁螺母及支架组合铆接件的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述游动托板自锁螺母及支架组合铆接件的加工方法,其特征在于:所述支撑柱体顶部形状与铆钉头部形成匹配,当铆钉为半圆头铆钉时,支撑柱体顶部为圆形凹槽。
3.根据权利要求1所述游动托板自锁螺母及支架组合铆接件的加工方法,其特征在于:上模与下模之间通过至少一对定位孔与定位柱进行装配合拢。
4.根据权利要求3所述游动托板自锁螺母及支架组合铆接件的加工方法,其特征在于:在上模底部设有两个定位孔,对应的,在下模顶部设有两根位于让位孔两侧的定位柱;当上模与下模装配合拢时,两根定位柱刚好一一对应的套设在两个定位孔内。
5.根据权利要求4所述游动托板自锁螺母及支架组合铆接件的加工方法,其特征在于:所述定位柱与定位孔滑动配合。
6.根据权利要求1-5中任意一项所述游动托板自锁螺母及支架组合铆接件的加工方法,其特征在于:所述锁紧螺钉为内六角螺钉。
7.根据权利要求6所述游动托板自锁螺母及支架组合铆接件的加工方法,其特征在于:所述锁紧螺钉与让位孔滑动配合。
技术总结
本发明提供一种游动托板自锁螺母及支架组合铆接件的加工方法,包括以下步骤:S1.预装配、S2.模具准备、S3.一体化处理、S4.冲压铆接、S5.连续加工。本发明能够对现有的多种支架零件组件进行铆接,替代传统铆枪的铆接的方式,该加工方法能确保产品一致性,改善产品质量,实现连续化加工,操作方便,有效的提升了加工效率与成品率,降低了加工成本,经济实慧,适用大批量的加工,为一种较好的铆接工艺方法。
技术研发人员:周根权,张荣生,华君,许宗武,罗筱雅
受保护的技术使用者:贵州精立航太科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!