基于正态分布的碳钢尖脚码钉冲裁数量确定方法及工艺
本发明涉及码钉生产,具体涉及一种基于正态分布的碳钢尖脚码钉冲裁数量确定方法及工艺。
背景技术:
1、码钉属于气动枪钉的一种,可用于工程、家居装潢、包装、皮革、制鞋和工艺品制作等多个行业。普通码钉一般为平口钉,由镀锌铁丝制作,制造工艺为“拉拔—粘接—冲裁—弯曲”,其中冲裁工序可一次冲裁多个码钉。但普通平口钉难以插入强度高的材料,并且由于钉脚为平口,插入材料时笔直插入,其附着力弱且容易拔出。
2、碳钢尖脚码钉的材料具有较高的硬度,钉脚为尖脚,可斜向穿透物体,其穿透力和附着力大大加强,且尖脚钉固定后,其钉脚总成斜面扣合不易起翘,更加牢固,可就用于硬质木材、编藤制作和金属薄板等普通码钉无法满足要求的场景。
3、现有制作碳钢尖脚码钉的单丝制钉机,通过将拉拔后的单根钢丝进行冲裁后得到单根碳钢尖脚码钉,由于其是通过制作单钉后将各个钉子用胶水粘合,制作速度很慢(1~4排每分钟),难以满足实际批量生产的需要。此外,用于平口钉的冲裁工艺,为粘接后批量冲裁,生产效率和产品质量较高,但是无法用于生产尖脚码钉。通过更换锯齿状冲头作为冲裁模具可批量冲裁出尖脚码钉,但由于累计误差的存在,当一次冲裁的码钉数量超过一定上限时,尖脚冲裁模具和码钉的配合将出现较大偏差,使产品废品率升高。
技术实现思路
1、针对现有技术存在的问题,本发明提供一种基于正态分布的碳钢尖脚码钉冲裁数量确定方法及工艺,能够在码钉进行冲裁时确定合适的单组钢丝冲裁数量,以提高产品的合格率。
2、本发明的技术方案如下:
3、在本发明的第一方面,提供一种基于正态分布的碳钢尖脚码钉冲裁数量确定方法,包括以下步骤:
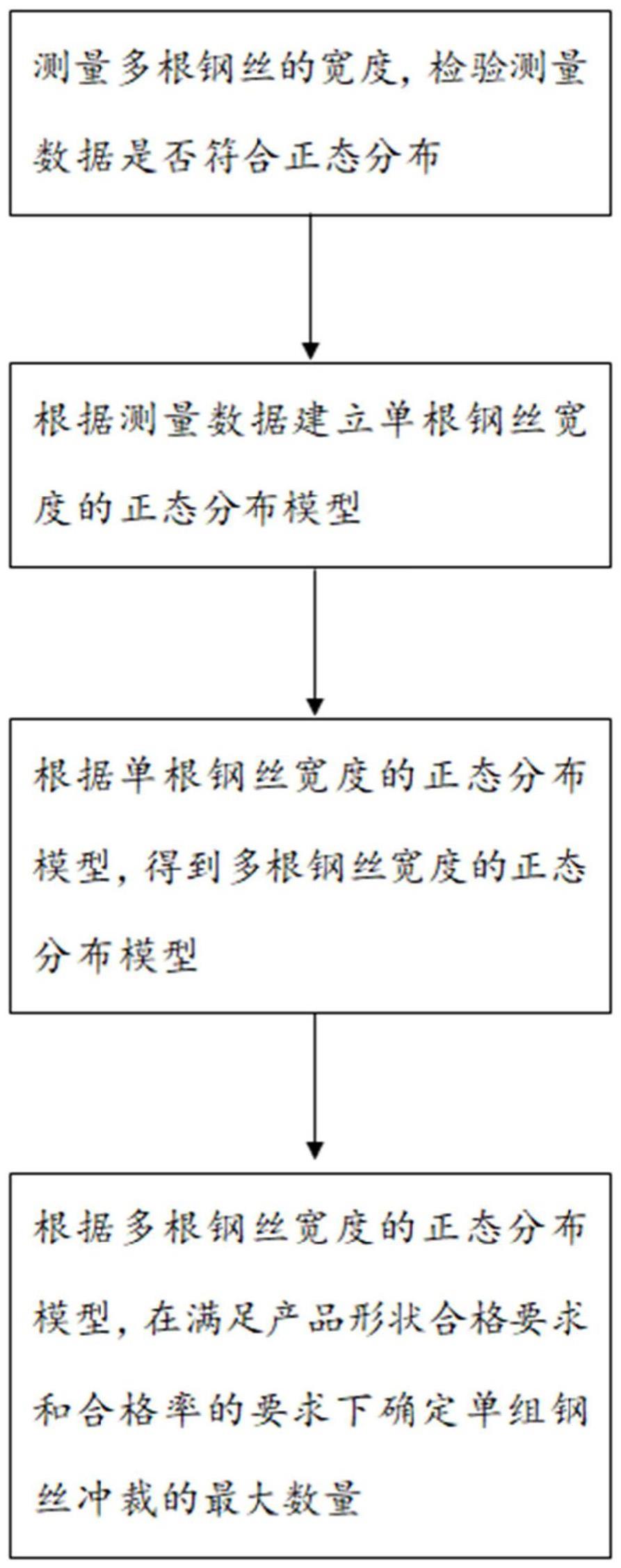
4、测量多根钢丝的宽度,检验测量数据是否符合正态分布;
5、根据测量数据建立单根钢丝宽度的正态分布模型;
6、根据单根钢丝宽度的正态分布模型,得到多根钢丝宽度的正态分布模型;
7、根据多根钢丝宽度的正态分布模型,在满足产品形状合格要求和合格率的要求下确定单组钢丝冲裁的最大数量。
8、在本发明的一些实施方式中,检测测量数据是否符合正态分布的过程为:采用kolmogorov-smirnov检验方法基于累计分布函数分析所测钢丝宽度数据是否服从正态分布。
9、在本发明的一些实施方式中,假设钢丝的宽度服从正态分布,即钢丝宽度的测量数据所来自的总体与正态分布无显著性差异,当假设检验中的概率p值大于0.05时能够接收该假设,即钢丝的宽度符合正态分布。
10、在本发明的一些实施方式中,建立的单根钢丝宽度的正分布模型为:单根钢丝的宽度服从一个数学期望为μ、方差为σ2的正态分布,记为n(μ,σ2)。
11、在本发明的一些实施方式中,建立的多根钢丝宽度的正态分布模型为:多根钢丝的宽度服从一个数学期望为mμ、方差为mσ2的正态分布,记为n(mμ,mσ2)。
12、在本发明的一些实施方式中,确定单组钢丝冲裁的最大数量根据以下不等式求得:
13、zmσ≤μ×a
14、其中,z为偏离标准差的数量,根据产品合格率从标准正态分布表查得;m为一次冲裁码钉的数量最大值;σ为标准差;μ为数学期望;a为冲裁模具与单组冲裁码钉的错位率。
15、在本发明的一些实施方式中,测量的钢丝宽度的数量应大于等于50。
16、在本发明的第二方面,提供了一种基于正态分布的碳钢尖脚码钉冲裁工艺,包括以下步骤:
17、根据确定好的单组钢丝冲裁的最大数量,将一次粘接好的钢丝进行分组并送入冲裁机构进行冲裁,然后将冲裁后的码钉推入弯曲成形机构进行弯曲成形,最后将弯曲成形后的码钉进行二次粘接,并按照产品规格裁切成所需长度。
18、在本发明的一些实施方式中,分组冲裁时,采用锯齿状冲头批量冲裁出码钉的尖脚。
19、在本发明的一些实施方式中,分组冲裁时,对单组钢丝和锯齿状冲头采用侧边定位方式,钢丝与冲头的定位块设置在同一侧。
20、本发明一个或多个技术方案具有以下有益效果:
21、(1)本发明提供的基于正态分布的碳钢尖脚码钉冲裁数量确定方法,在所建立的钢丝宽度正态分布模型的基础上,根据产品合格要求和合格率确定单次冲裁钢丝的最大数量,可以避免尖脚冲裁模具和码钉的配合将出现较大偏差,降低产品废品率。
22、(2)本发明提供的基于正态分布的碳钢尖脚码钉冲裁数量确定方法,根据正态分布确定合适的单组钢丝冲裁数量,在保证单组钢丝冲裁数量最多的情况下同时保证产品的合格数量,提高尖脚码钉的生产效率和生产质量。
23、(3)本发明提供的基于正态分布的碳钢尖脚码钉冲裁生产工艺,结合了传统的平脚码钉生产工艺和尖脚码钉单丝生产工艺中的优点,可在保证产品质量的前提下大幅度提高碳钢尖脚码钉的生产效率,从而降低生产成本,提高产品竞争力。
技术特征:
1.一种基于正态分布的碳钢尖脚码钉冲裁数量确定方法,其特征在于,包括以下步骤:
2.如权利要求1所述的基于正态分布的碳钢尖脚码钉冲裁数量确定方法,其特征在于,检测测量数据是否符合正态分布的过程为:采用kolmogorov-smirnov检验方法基于累计分布函数分析所测钢丝宽度数据是否服从正态分布。
3.如权利要求2所述的基于正态分布的碳钢尖脚码钉冲裁数量确定方法,其特征在于,假设钢丝的宽度服从正态分布,即钢丝宽度的测量数据所来自的总体与正态分布无显著性差异,当假设检验中的概率p值大于0.05时能够接收该假设,即钢丝的宽度符合正态分布。
4.如权利要求1所述的基于正态分布的碳钢尖脚码钉冲裁数量确定方法,其特征在于,建立的单根钢丝宽度的正分布模型为:单根钢丝的宽度服从一个数学期望为μ、方差为σ2的正态分布,记为n(μ,σ2)。
5.如权利要求1所述的基于正态分布的碳钢尖脚码钉冲裁数量确定方法,其特征在于,建立的多根钢丝宽度的正态分布模型为:多根钢丝的宽度服从一个数学期望为mμ、方差为mσ2的正态分布,记为n(mμ,mσ2)。
6.如权利要求1所述的基于正态分布的碳钢尖脚码钉冲裁数量确定方法,其特征在于,确定单组钢丝冲裁的最大数量根据以下不等式求得:
7.如权利要求6所述的基于正态分布的碳钢尖脚码钉冲裁数量确定方法,其特征在于,测量的钢丝宽度的数量应大于等于50。
8.一种基于正态分布的碳钢尖脚码钉冲裁工艺,采用权利要求1-7任一项所述的方法来实现,其特征在于,包括以下步骤:
9.如权利要求8所述的基于正态分布的碳钢尖脚码钉冲裁工艺,其特征在于,分组冲裁时,采用锯齿状冲头批量冲裁出码钉的尖脚。
10.如权利要求8所述的基于正态分布的碳钢尖脚码钉冲裁工艺,其特征在于,分组冲裁时,对单组钢丝和锯齿状冲头采用侧边定位方式,钢丝与冲头的定位块设置在同一侧。
技术总结
本发明公开了一种基于正态分布的碳钢尖脚码钉冲裁数量确定方法及工艺,包括以下步骤:测量多根钢丝的宽度,检验测量数据是否符合正态分布;根据测量数据建立单根钢丝宽度的正态分布模型;根据单根钢丝宽度的正态分布模型,建立多根钢丝宽度的正态分布模型;根据多根钢丝宽度的正态分布模型,在满足产品形状合格要求和合格率的要求下确定单组钢丝冲裁的最大数量;本发明基于正态分布得到确定单次冲裁钢丝最大数量,结合了传统的平脚码钉生产工艺和尖脚码钉单丝生产工艺中的优点,可在保证产品质量的前提下大幅度提高碳钢尖脚码钉的生产效率,从而降低生产成本,提高产品竞争力。
技术研发人员:翟继强,管延锦,陈凤娇,刘亚
受保护的技术使用者:山东大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!