一种钢轨UF轧辊高精度车削方法与流程
本发明涉及一种钢轨uf轧辊高精度车削方法,属于钢轨轧制方法。
背景技术:
1、现代铁路发展向着高速、重载方向发展,钢轨作为铁路重要的组成部件,其质量直接影响着列车运行安全及稳定性,因此对钢轨尺寸精度提出了更高的要求。钢轨uf轧辊孔型作为钢轨轧制过程中最后一道工序,对钢轨成品尺寸控制起着至关重要的作用。
2、钢轨uf轧辊孔型由上下两个轧辊的孔型组成,上下两个轧辊孔型上下对称,为了避免钢轨出uf孔型后出现严重的下扣问题,通常采用下压下,因此轧辊直径通常不一致。目前,uf轧辊车削存在的主要问题是:轧辊直径控制不稳定,对轧辊标定造成影响,造成轧制线无法自动调整到合适位置,最终影响钢轨轧制状态;轧辊轨腰尺寸控制精度差,导致钢轨成品轨腰不对称,甚至会导致钢轨轨腰尺寸不合格,影响钢轨产品质量和轧辊轧制量;上下辊孔型中心线之间存在错位,导致整体孔型失真,对钢轨尺寸调整造成影响。
3、因此需要重新设计uf轧辊的车削方法,通过方法上的创新,消除或者改善以上uf轧辊车削过程中出现的问题:提高uf轧辊直径的准确性,稳定轧辊标定过程,保证钢轨出uf孔型后的轧制状态;消除因车削刀柄弹性变形导致的孔型车削偏差,保证孔型的尺寸精度;解决上下轧辊孔型中心线之间的偏差问题,避免uf轧辊孔型失真。
技术实现思路
1、本发明目的是提供一种钢轨uf轧辊高精度车削方法,根据uf轧辊孔型及uf辊系的结构特点,对uf轧辊车削时的x轴基准和z轴基准重新进行定义,通过重新定义z轴基准使uf轧辊上下两支轧辊的孔型在z轴方向保持一致,避免了uf轧辊上线后的孔型失真,通过重新定义x轴基准保证了uf轧辊辊径车削的准确性;通过uf轧辊车削程序和挑尖程序,以及检验轨头圆弧面和轨底内侧面相对位置的样板和检验轨底内侧面与轨头下颚斜面之间的相对位置的样板,准确控制轨头圆弧面、轨底内侧面和轨头下颚斜面三者之间的相对位置;大大提高了uf轧辊孔型的车削精确,提升了uf轧辊孔型的稳定性,对钢轨产品质量的稳定性控制起到重要作用,有效地解决了背景技术中存在的上述问题。
2、本发明的技术方案是:一种钢轨uf轧辊高精度车削方法,包含以下步骤:
3、(1)测量两支待车削的uf轧辊的原始辊径,选择大辊径的轧辊作为下辊,小辊径的轧辊作为上辊;
4、(2)确定辊径差的设定值△d,根据设定值确定轨辊车削顺序;
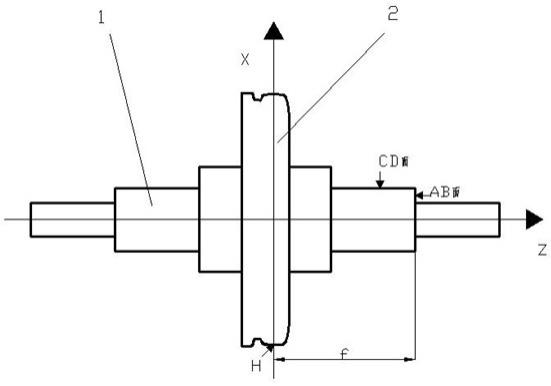
5、(3)对uf轧辊车削时的x轴基准和z轴基准重新进行定义,车削uf轧辊时,以轧辊辊轴与辊箱止推轴瓦垂直接触面为z轴基准,根据孔型图纸,轧辊辊轴与辊箱止推轴瓦垂直接触面到轧辊辊腰圆弧中心点的水平距离为f,将车刀沿z轴调整f的行程,将车刀与uf轧辊的辊环接触,用塞尺控制车刀与辊环之间的间隙,以此作为x轴的车削基准;
6、(4)执行uf轧辊车削程序对轧辊进行车削,用样板一检验轨头圆弧面和轨底内侧面的相对位置,直至轨头圆弧面和轨底内侧面均与样板一贴合紧密;
7、(5)执行挑尖程序对轧辊孔型轨头下颚位置进行车削,用样板二检验轨底内侧面与轨头下颚斜面的相对位置,直至轨底内侧面与轨头下颚斜面均与样板贴合紧密;
8、(6)将车刀对准uf轧辊辊轴与辊箱中圆柱辊子轴承接触的位置,用塞尺控制车刀与辊轴之间的间隙,记录此时车床x轴显示数值为a,此位置辊轴直径为固定值e,然后将车刀对准轧辊辊腰圆弧中心点位置,用塞尺控制车刀与辊轴之间的间隙,记录此时车床x轴显示数值为b,轧辊车削后准确直径为2*|a-b|+e;
9、(7)另一支轧辊所需直径为上一支轧辊直径±△d,按照步骤(3)-(5)车削另一支轧辊,并根据步骤(6)测定此轧辊实际直径,直至满足直径要求。
10、所述步骤(2)中,当辊径差大于设定值时,先车削小辊径的轧辊,当辊径差小于等于设定值时,先车削大辊径的轧辊。
11、所述塞尺控制间隙的标准为,保证0.01mm的塞尺不能塞入。
12、所述步骤(1)中,通过外卡钳测量两支待车削的uf轧辊的原始辊径。
13、本发明的有益效果是:根据uf轧辊孔型及uf辊系的结构特点,对uf轧辊车削时的x轴基准和z轴基准重新进行定义,通过重新定义z轴基准使uf轧辊上下两支轧辊的孔型在z轴方向保持一致,避免了uf轧辊上线后的孔型失真,通过重新定义x轴基准保证了uf轧辊辊径车削的准确性;通过uf轧辊车削程序和挑尖程序,以及检验轨头圆弧面和轨底内侧面相对位置的样板和检验轨底内侧面与轨头下颚斜面之间的相对位置的样板,准确控制轨头圆弧面、轨底内侧面和轨头下颚斜面三者之间的相对位置;大大提高了uf轧辊孔型的车削精确,提升了uf轧辊孔型的稳定性,对钢轨产品质量的稳定性控制起到重要作用。
技术特征:
1.一种钢轨uf轧辊高精度车削方法,其特征在于包含以下步骤:
2.根据权利要求1所述的一种钢轨uf轧辊高精度车削方法,其特征在于:所述步骤(2)中,当辊径差大于设定值时,先车削小辊径的轧辊,当辊径差小于等于设定值时,先车削大辊径的轧辊。
3.根据权利要求1所述的一种钢轨uf轧辊高精度车削方法,其特征在于:所述塞尺控制间隙的标准为,保证0.01mm的塞尺不能塞入。
4.根据权利要求1所述的一种钢轨uf轧辊高精度车削方法,其特征在于:所述步骤(1)中,通过外卡钳测量两支待车削的uf轧辊的原始辊径。
技术总结
本发明涉及一种钢轨UF轧辊高精度车削方法,属于钢轨轧制方法技术领域。本发明的技术方案是:根据UF轧辊孔型及UF辊系的结构特点,对UF轧辊车削时的X轴基准和Z轴基准重新进行定义,避免UF轧辊上线后的孔型失真,保证UF轧辊辊径车削的准确性;通过UF轧辊车削程序和挑尖程序,以及检验轨头圆弧面和轨底内侧面相对位置的样板和检验轨底内侧面与轨头下颚斜面之间的相对位置的样板,准确控制轨头圆弧面、轨底内侧面和轨头下颚斜面三者之间的相对位置。本发明的有益效果是:大大提高了UF轧辊孔型的车削精确,提升了UF轧辊孔型的稳定性,对钢轨产品质量的稳定性控制起到重要作用。
技术研发人员:陈立珂,韩健,顾双全,郭朝军,张海旺,韩志杰,张志鹏,蔡培
受保护的技术使用者:邯郸钢铁集团有限责任公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!