一种多角件多角柱箱的总装方法与流程
本发明涉及集装箱设计领域,特别是涉及一种多角件多角柱箱的总装方法。
背景技术:
1、集装箱由六个面组成:底架组合、前端组合、后端组合、左侧组合、右侧组合、顶板组合。在生产线这六个面组合焊接时,也是按照上述顺序一一拼装起来,焊接固定。这样,预先生产制作好这六个面的部装组合,在总装时按顺序拼装,适合生产线流水作业,生产效率高,质量控制好。
2、总装的主要工序有:底架固定——固定前后端和左右侧壁——点焊侧壁各个连接处——侧板内侧焊接——顶板加强板焊接——固定顶板(点焊)——侧板与前后角柱自动焊——顶板自动焊——修整,打磨,除焊渣——整箱打砂——喷漆——铺设地板。
3、而对于多角件多角柱组合的箱体,如用于仓储箱和物流箱的10’+10’=20’,20’+20’=40’,10’+30’=40’等等。这样两两箱体组合起来,形成一个标准的20’或40’集装箱,组合起来的标准集装箱,在运输过程中,往往是最节省运费的。
4、但是,这种多角件多角柱组合的箱体,在集装箱生产线上生产制作时,往往会因为在箱体中间增加了一个或多个角件多个角柱,而导致生产困难,效率低下。例如,将一端的箱体焊接为一个整体的集装箱(a箱),另一端的箱体焊接为一个整体的集装箱(b箱),再将两个集装箱通过角件连接板连接在一起,这样,相当于需要进行二次总装,二次总装的生产工艺存在两个问题:一是标准生产线上没有适合的二次总装台位,线外生产,效率低;二是这样的二次总装起来的a/b组合箱体往往不平直,俗称甩头。
技术实现思路
1、基于此,有必要针对以上提出的至少部分问题,提供一种多角件多角柱箱的总装方法。
2、一种多角件多角柱箱的总装方法,包括如下步骤:
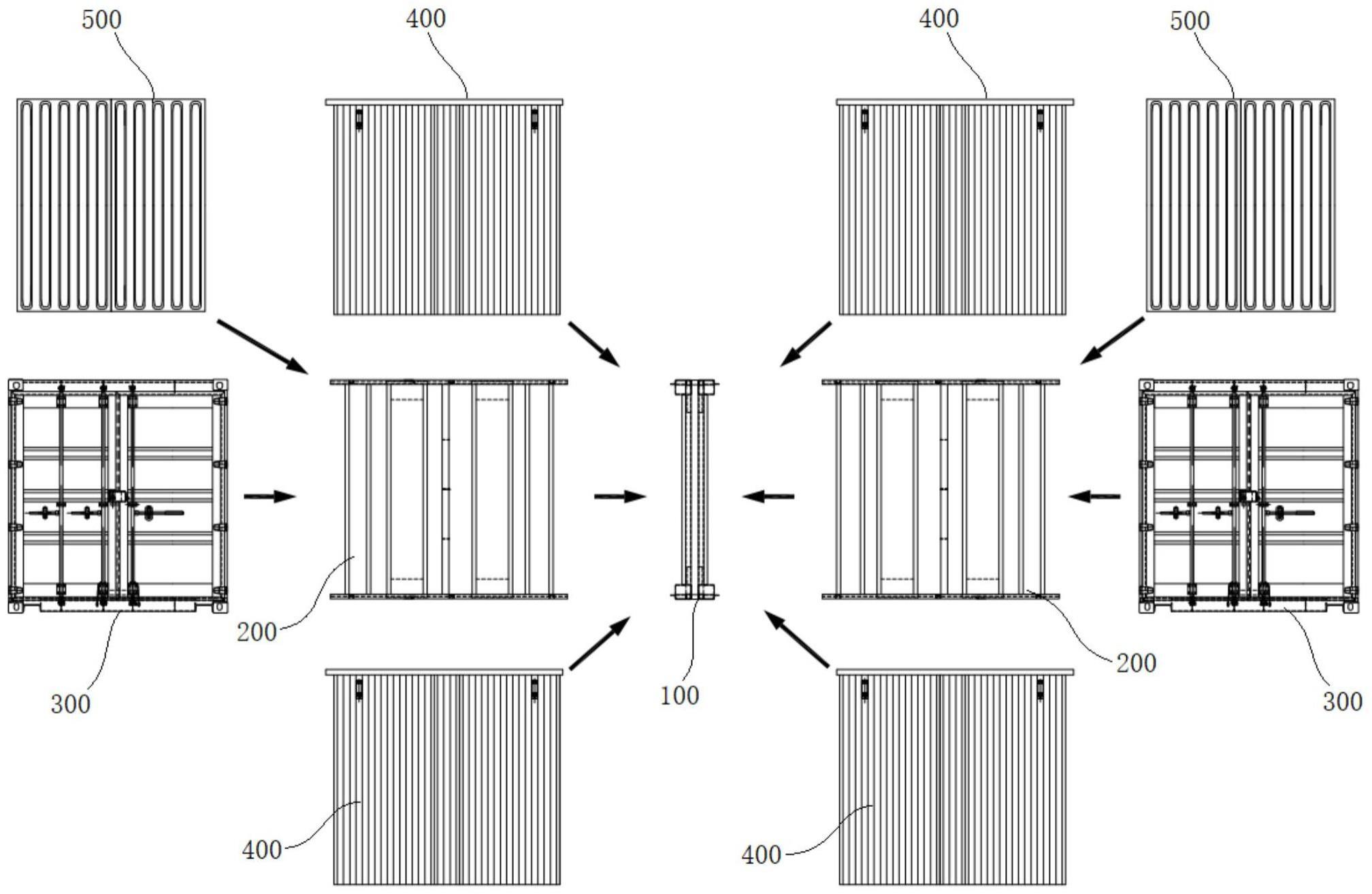
3、备料:两两组合形成无门端框预组合件,并且准备好两个底架组件、两个有门端框、四个侧板组件以及两个顶板组件;
4、主体固定:将无门端框预组合件固定于生产线总装台的中部,操作两个底架组件分别置于所述无门端框预组合件的两侧且两个底架组件分别与一个无门端框对接固定,操作两个有门端框分别定位于两个底架组件远离所述无门端框预组合件的远端,并将所述有门端框与对应的所述底架组件连接固定,操作四个侧板组件连接无门端框、有门端框和底架组件的边沿从而共同围挡形成箱体的容纳空间;操作顶板组件覆盖于箱体的顶部;
5、主体焊接:将侧板组件、无门端框预组合件、有门端框、底架组件、顶板组件的连接处焊接在一起。
6、上述多角件多角柱箱的总装方法,至少具有以下有益的技术效果:
7、本申请总装时以无门端框预组合件为中心向两侧分别组装一个箱体,此时两个或多个箱体可同时在一个台位上总装,能直接在现有的生产线上进行生产。由于直接在原始生产线上组装生产,不需要在现有生产线外重新搭建产线,也不需要二次总装和设置二次总装台位,效率高;一次总装起来的组合箱体长度平直,杜绝了甩头现象。
技术特征:
1.一种多角件多角柱箱的总装方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的多角件多角柱箱的总装方法,其特征在于,所述主体固定中,操作两个底架组件分别置于所述无门端框预组合件的两侧且两个底架组件分别与一个无门端框对接固定的步骤,包括:
3.根据权利要求2所述的多角件多角柱箱的总装方法,其特征在于,所述压脚工装包括:
4.根据权利要求2所述的多角件多角柱箱的总装方法,其特征在于,所述利用总装台表面的若干个压脚工装将底架组件的底侧梁固定在总装台上的步骤,包括:
5.根据权利要求1所述的多角件多角柱箱的总装方法,其特征在于,所述主体固定中,将无门端框预组合件固定于产线中部的步骤,包括:
6.根据权利要求1所述的多角件多角柱箱的总装方法,其特征在于,所述两两组合形成无门端框预组合件的步骤中,利用集装箱端框组合定位工装对无门端框组合定位;
7.根据权利要求1所述的多角件多角柱箱的总装方法,其特征在于,所述两两组合形成无门端框预组合件的步骤,包括:
8.根据权利要求1所述的多角件多角柱箱的总装方法,其特征在于,所述主体固定中,操作两个有门端框分别定位于两个底架组件远离所述无门端框预组合件的远端的步骤,包括:
9.根据权利要求1所述的多角件多角柱箱的总装方法,其特征在于,所述主体固定中,操作四个侧板组件连接无门端框、有门端框和底架组件的边沿从而共同围挡形成箱体的容纳空间的步骤,包括:
10.根据权利要求1所述的多角件多角柱箱的总装方法,其特征在于,所述主体焊接中,将侧板组件、无门端框预组合件、有门端框、底架组件、顶板组件的连接处焊接在一起的步骤,包括:
技术总结
本发明涉及一种多角件多角柱箱的总装方法,包括如下步骤:备料:两两组合形成无门端框预组合件,并且准备好两个底架组件、两个有门端框、四个侧板组件以及两个顶板组件;主体固定:将无门端框预组合件固定于生产线总装台的中部,操作两个底架组件分别置于无门端框预组合件的两侧且两个底架组件分别与一个无门端框对接固定,操作两个有门端框分别定位于两个底架组件远离无门端框预组合件的远端并与无门端框预组合件连接固定,操作四个侧板组件连接无门端框、有门端框和底架组件从而共同形成箱体的容纳空间;操作顶板组件覆盖于箱体的顶部;主体焊接:将侧板组件、无门端框预组合件、有门端框、底架组件、顶板组件的连接处焊接在一起。
技术研发人员:张小初,杨伟广,李福斌
受保护的技术使用者:惠州胜狮能源装备有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!