原油转驳船的生活区薄板焊接方法与流程
本发明涉及原油转驳船制造领域,尤其涉及一种原油转驳船的生活区薄板焊接方法。
背景技术:
1、传统的原油转运通常采用“fpso(浮式生产储油船)+穿梭油轮”的组合方式,考虑到fpso作业海域附近风浪流联合作用下的复杂海况,具备良好动力定位性能的穿梭油轮能够比较好地接近fpso,完成原油的转驳工作。但是目前国际油价持续在地位运行,“fpso+穿梭油轮”的转运模式单次运输的原油量偏小,运输成本偏高,特别是对于长距离运输的情形,这种缺陷显得尤为显著,大大压缩了原油开采公司的利润空间。
2、相比穿梭油船,vlcc(超大型油船)单次的运输量更大,可以大大降低海上原油的转运成本。但是传统的vlcc船型动力定位能力差,如果靠近fpso进行原油转运,则需要借助复杂的多点系泊及辅助船舶的帮助达到相对稳态,且对作业海域的海床条件有比较高的要求。所以,为了迎合上述市场需求,搭建vlcc和fpso之间的转运桥梁,ctv(原油转驳船)应运而生。
3、原油转驳船的上层建筑部分通常布置有各种船员生活区舱室,由于生活区只需满足船员的日常生活使用,而无需装备较大型的船机设备,因此基于建造的经济性考虑,原油转驳船的生活区采用较薄的钢板与骨架焊接制成。其中作为生活区楼板的平台底座,由于其表面积较大以及横纵梁等结构加强件较多,难以保证焊接的连续性且容易出现焊接应力集中,导致制造过程的加工效率低且容易发生变形,若发生变形还会出现较大的装配间隙而影响后续整个生活区分段的组装。
技术实现思路
1、本发明的目的在于提出一种原油转驳船的生活区薄板焊接方法,以解决上述背景技术中存在的一个或多个技术问题。
2、为达此目的,本发明采用以下技术方案:
3、一种原油转驳船的生活区薄板焊接方法,该方法包括以下步骤:
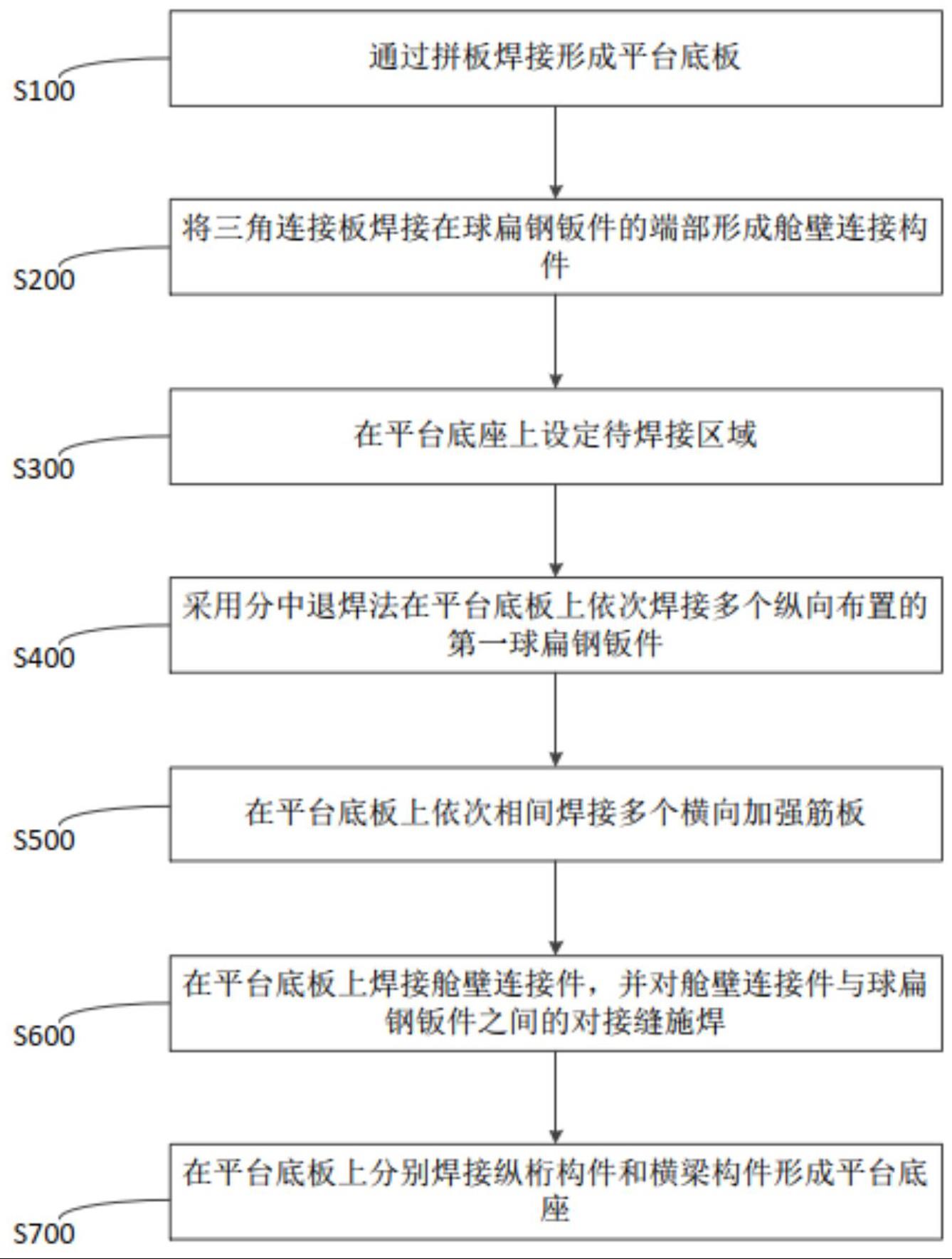
4、s100:通过拼板焊接形成平台底板;
5、s200:将三角连接板焊接在球扁钢钣件的端部形成舱壁连接构件;
6、s300:在平台底座上设定与球扁钢钣件焊接的多个第一待焊接区域、与横向加强筋板焊接的多个第二待焊接区域、与舱壁连接构件焊接的第三待焊接区域、与横梁构件焊接的多个第四待焊接区域以及与纵桁构件焊接的第五待焊接区域;
7、s400:采用分中退焊法在平台底板上的第一待焊接区域依次焊接多个纵向布置的球扁钢钣件;
8、s500:在平台底板上的第二待焊接区域从中部向前后两侧依次相间焊接多个横向加强筋板;
9、s600:在平台底板上的第三待焊接区域焊接舱壁连接件,并对舱壁连接件与球扁钢钣件之间的对接缝施焊;
10、s700:在平台底板上的第四待焊接区域和第五待焊接区域分别焊接纵桁构件和横梁构件形成平台底座。
11、优选的,步骤s100具体包括以下步骤:
12、s101:将多块矩形钢板以及多块矩形钢板与圆角钢板分别拼合焊接形成第一底板和第二底板;
13、s102:将第一底板和第二底板放置在胎架上,使第一底板和第二底板上钢板间的焊缝错开,并通过胎架上的角钢阵对其固定;
14、s103:对第一底板和第二底板之间的对接缝施焊形成平台底板。
15、优选的,步骤s400具体包括以下步骤:
16、s410:先焊接位于平台底板中部第一待焊接区域处的球扁钢钣件;
17、s420:从平台底板中部相两侧的第一待焊接区域依次相间焊接球扁钢钣件;
18、s430:从平台底板的中部向两侧依次对剩余未焊接的第一待焊接区域焊接球扁钢钣件。
19、优选的,步骤s410具体包括以下步骤:
20、s411:将球扁钢钣件与平台底板之间的第一待焊接区域划分成等长度的四条对接焊缝;
21、s412:同时对位于球扁钢钣件与平台底板之间连接部位中部的两条对接焊缝进行施焊,焊枪的移动方向为从中部向外侧移动;
22、s413:待步骤s302焊接形成的两条对接焊缝冷却后,同时对另外两条对接焊缝进行施焊,焊枪的移动方向均从平台底板中部向外侧移动,直到球扁钢钣件与平台底座固定。
23、优选的,步骤s600具体包括以下步骤:
24、s601:对舱壁连接构件在第三待焊接区域上定位,使舱壁连接构件的底部与平台底板贴合且舱壁连接件上远离三角连接板的一端与球扁钢钣件贴合;
25、s602:对舱壁连接构件与平台底板之间的对接缝施焊;
26、s603:对舱壁连接构件与球扁钢钣件之间的立焊缝施焊。
27、优选的,步骤s700具体包括以下步骤:
28、s710:将横梁构件定位到纵桁构件的两侧,并使横梁构件的端部与纵桁构件贴合,对横梁构件端部的上沿与纵桁构件上沿之间的对接缝施焊;
29、s720:采用跳焊法使横梁构件焊接在第四焊接区域上;
30、s730:采用交替焊法使纵桁构件焊接在第五焊接区域上;
31、s740:对纵桁构件与横梁构件之间的立缝施焊。
32、优选的,步骤s720具体包括以下步骤:
33、s721:将焊接成一体后的横梁构件和纵桁构件移动到平台底板上;
34、s722:将横梁构件与平台底板之间的第四待焊接区域划分成等长度的五条对接缝,从横梁构件靠近纵桁的一端向另一端依次分布,分别为第三横梁对接缝、第一横梁对接缝、第四横梁对接缝、第二横梁对接缝和第五横梁对接缝;
35、s723:依次对第一横梁对接缝、第二横梁对接缝、第三横梁对接缝、第四横梁对接缝和第五横梁对接缝施焊,焊枪的移动方向均为从横梁构件靠近纵桁的一端向另一端。
36、优选的,步骤s730具体包括以下步骤:
37、s731:将纵桁构件与平台底板之间的第五待焊接区域从中点到后端划分六条等长度的对接缝,依次为第四纵桁对接缝、第一纵桁对接缝、第五纵桁对接缝、第二纵桁对接缝、第六纵桁对接缝和第三纵桁对接缝;
38、s732:依次对第一纵桁对接缝、第二纵桁对接缝、第三纵桁对接缝、第四纵桁对接缝、第五纵桁对接缝和第六纵桁对接缝施焊,焊枪的移动方向均为从纵桁构件的中部向后端;
39、s733:重复步骤s731和s732,对纵桁构件与平台底板之间的第五待焊接区域从中点到前端的对接缝施焊。
40、本发明的有益效果为:采用本发明的焊接方法,通过对平台底板与球扁钢钣件、舱壁连接构件、纵桁构件及横梁构件之间焊接的顺序及焊缝长度进行调整,优化了生活区薄板的焊接效率,避免了焊接应力集中,解决了后续装配间隙较大的问题。采用拼板焊接的方式形成平台底板,减小了平台底板在运输及焊接过程中出现的局部变形;采用分中退焊法对球扁钢钣件进行焊接,避免了球扁钢钣件的热膨胀变形,也避免了焊接应力集中导致平台底板的变形。
技术特征:
1.一种原油转驳船的生活区薄板焊接方法,其特征在于,该方法包括以下步骤:
2.根据权利要求1所述的一种原油转驳船的生活区薄板焊接方法,其特征在于,步骤s100具体包括以下步骤:
3.根据权利要求1所述的一种原油转驳船的生活区薄板焊接方法,其特征在于,步骤s400具体包括以下步骤:
4.根据权利要求3所述的一种原油转驳船的生活区薄板焊接方法,其特征在于,步骤s410具体包括以下步骤:
5.根据权利要求1所述的一种原油转驳船的生活区薄板焊接方法,其特征在于,步骤s600具体包括以下步骤:
6.根据权利要求1所述的一种原油转驳船的生活区薄板焊接方法,其特征在于,步骤s700具体包括以下步骤:
7.根据权利要求6所述的一种原油转驳船的生活区薄板焊接方法,其特征在于,步骤s720具体包括以下步骤:
8.根据权利要求6所述的一种原油转驳船的生活区薄板焊接方法,其特征在于,步骤s730具体包括以下步骤:
技术总结
本发明公开了一种原油转驳船的生活区薄板焊接方法,包括以下步骤:通过拼板焊接形成平台底板;将三角连接板焊接在球扁钢钣件的端部形成舱壁连接构件;在平台底座上设定待焊接区域;采用分中退焊法在平台底板上依次焊接多个纵向布置的球扁钢钣件;在平台底板上依次相间焊接多个横向加强筋板;在平台底板上焊接舱壁连接件,并对舱壁连接件与球扁钢钣件之间的对接缝施焊;在平台底板上分别焊接纵桁构件和横梁构件形成平台底座。采用本发明的焊接方法,通过对平台底板与球扁钢钣件、舱壁连接构件、纵桁构件及横梁构件之间焊接的顺序及焊缝长度进行调整,优化了生活区薄板的焊接效率,避免了焊接应力集中,解决了后续装配间隙较大的问题。
技术研发人员:俞健,张永康,万家平,李接虎,王龙冠,王超,吴凤民,孙博文,邵峰
受保护的技术使用者:南通中远海运船务工程有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!