搅拌摩擦焊接方法及搅拌摩擦焊设备与流程
本发明涉及搅拌摩擦焊接,尤其是涉及一种搅拌摩擦焊接方法及搅拌摩擦焊设备。
背景技术:
1、在相关的技术领域中,搅拌摩擦焊是一种常用的焊接方式。比如,超厚铝合金板的搅拌摩擦焊工具多采用工具钢材质或者高温合金材质。当搅拌针采用工具钢材质时,随着焊接距离增长,搅拌工具容易在搅拌针根部(即轴肩位置)发生断裂,限制了搅拌工具的使用寿命。再者,当搅拌针采用高温合金材质时,随着焊接距离增长,由于高温合金比工具钢具有更好的高温韧性,故不易发生搅拌针根部断裂。但是,由于高温合金热传导率小于工具钢,热量难以传导至搅拌工具上部,从而聚集在搅拌针位置,故高温合金材质的搅拌工具容易出现更严重的磨损问题,尤其出现在搅拌针针尖位置,影响了搅拌针寿命及焊缝深处的性能。
技术实现思路
1、本发明提供一种搅拌摩擦焊接方法及搅拌摩擦焊设备,以解决现有技术中的问题。
2、本发明所解决的技术问题采用以下技术方案来实现:
3、第一方面,本发明提供了一种搅拌摩擦焊接方法,该搅拌摩擦焊接方法的步骤包括:
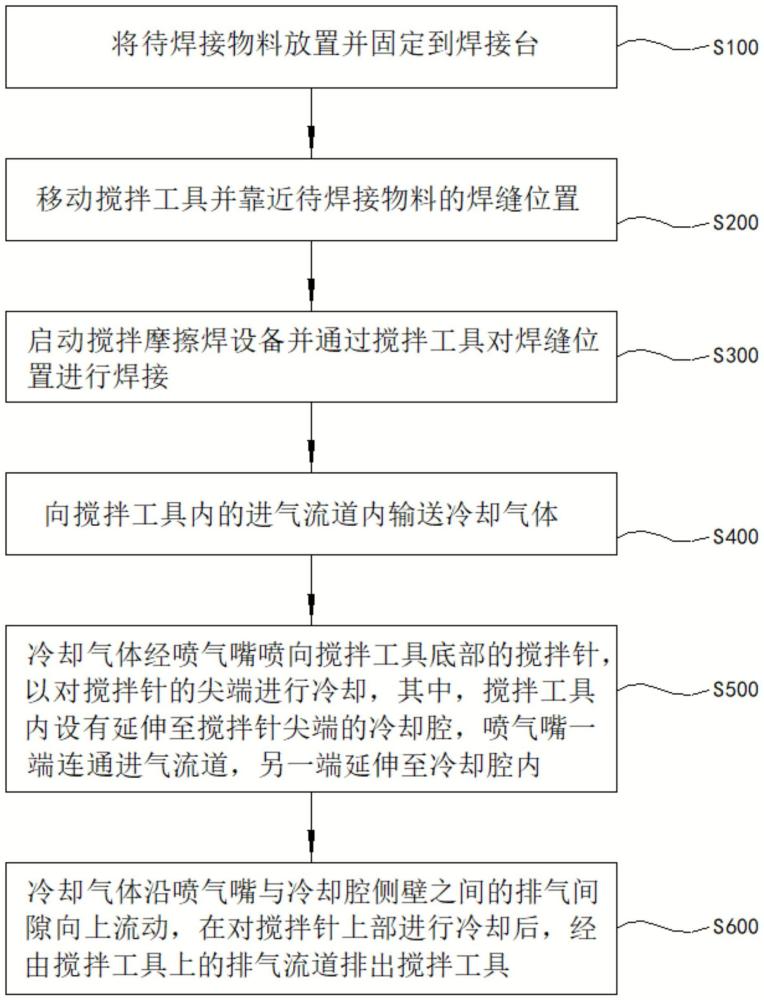
4、将待焊接物料放置并固定到焊接台;
5、移动搅拌工具并靠近所述待焊接物料的焊缝位置;
6、启动搅拌摩擦焊设备并通过所述搅拌工具对所述焊缝位置进行焊接;
7、向所述搅拌工具内的进气流道内输送冷却气体;
8、所述冷却气体经喷气嘴喷向所述搅拌工具底部的搅拌针,以对所述搅拌针的尖端进行冷却,其中,所述搅拌工具内设有延伸至所述搅拌针尖端的冷却腔,所述喷气嘴一端连通所述进气流道,另一端延伸至所述冷却腔内;
9、所述冷却气体沿所述喷气嘴与所述冷却腔侧壁之间的排气间隙向上流动,在对所述搅拌针上部进行冷却后,经由所述搅拌工具上的排气流道排出所述搅拌工具。
10、在一些实施例中,所述搅拌工具外侧套设有安装主体,所述安装主体与所述搅拌工具之间形成与所述进气流道连通的密封腔,所述安装主体上设有用于向所述密封腔内输送冷却气体的进气口;
11、所述向所述搅拌工具内的进气流道内输送冷却气体的步骤包括:
12、所述冷却气体经由所述进气口输送至所述密封腔内;
13、所述密封腔内的所述冷却气体进入所述进气流道内。
14、在一些实施例中,所述进气流道包括相互连通的第一流道和第二流道,所述第一流道的出气端连通所述喷气嘴,所述第二流道至少设有两条,所述第二流道的进气端连通所述密封腔;
15、所述密封腔内的所述冷却气体进入所述进气流道内的步骤包括:
16、所述密封腔内的所述冷却气体分别进入至少两条所述第二流道内;
17、至少两条所述第二流道内的所述冷却空气在所述第一流道内汇聚并输送至所述喷气嘴内。
18、在一些实施例中,所述安装主体内具有环绕所述搅拌工具设置的腔体,所述腔体内设有密封组件,所述密封组件包括:
19、沿所述腔体轴向间隔设置的两个密封件,两个所述密封件之间形成所述密封腔;
20、设置在两个所述密封件之间的支撑架,所述支撑架的侧壁开设有连通所述进气口与所述密封腔的缺口部。
21、在一些实施例中,所述搅拌工具内设有环形槽,所述环形槽连通所述排气间隙与所述排气流道;
22、所述冷却气体沿所述喷气嘴与所述搅拌工具内壁之间的排气间隙向上流动,在对所述搅拌针的上部进行冷却后,经由所述搅拌工具上的排气流道排出所述搅拌工具的步骤包括:
23、所述冷却空气沿所述排气间隙向上流动并进入到所述环形槽内;
24、所述环形槽内的所述冷却气体经由所述排气流道排出。
25、在一些实施例中,所述排气流道包括至少两条,至少两条所述排气流道均连通所述环形槽;
26、所述环形槽内的所述冷却气体经由所述排气流道排出的步骤包括:
27、所述冷却气体汇聚在所述环形槽内;
28、所述环形槽内的所述冷却气体经由至少两条所述排气流道排出至所述搅拌工具外。
29、在一些实施例中,所述冷却腔内设有用于吸收所述搅拌针产生的热量的散热件;
30、所述冷却气体经喷气嘴喷向所述搅拌工具底部的搅拌针,以对所述搅拌针的尖端进行冷却的步骤包括:
31、所述冷却气体经由所述喷气嘴喷向所述散热件;
32、所述冷却气体与所述散热件进行热交换,以将所述散热件上的热量带走。
33、在一些实施例中,所述搅拌工具连接在搅拌摩擦焊设备的机头上;
34、所述移动搅拌工具并靠近所述待焊接物料的焊缝位置的步骤包括:
35、确定所述待焊接物料的焊缝位置;
36、控制所述机头带动所述搅拌工具移动至所述焊缝位置,并使所述搅拌针伸入待焊接物料的焊缝内。
37、在一些实施例中,所述启动搅拌摩擦焊设备并通过所述搅拌工具对所述焊缝位置进行焊接的步骤包括:
38、所述机头的主轴在驱动件作用下开始旋转;
39、所述搅拌工具在所述主轴带动下,相对于待焊接物料旋转,并使所述搅拌工具达到预设转速;
40、旋转中的所述搅拌工具与待焊接物料相互作用形成塑性形变流,以对所述焊缝位置进行焊接;
41、所述机头带动所述搅拌工具沿焊缝轨迹移动,直至完成焊接。
42、第二方面,本发明提供了一种搅拌摩擦焊设备,所述搅拌摩擦焊设备为实施上述方法的搅拌摩擦焊设备。
43、本发明具有的有益效果是:采用本申请的搅拌摩擦焊接方法能够对工作中且温度过高的搅拌工具实时降温,降低搅拌工具因温度过高而磨损加快的可能,提高搅拌工具的使用寿命,且搅拌工具的温度保持在性能更优的水准时,可以使摩擦焊的焊接稳定性更高,使焊缝的强度更加稳定,提高焊接质量。具体地,冷却气体通过搅拌工具内的进气流道进入喷气嘴,通过喷气嘴将冷却气体喷向搅拌工具内腔底部,实现对搅拌针尖端进行冷却的目的,之后冷却气体从喷气嘴与冷却腔侧壁之间的排气间隙中向上流动,以实现对搅拌针的上部进行冷却,最终冷却气体通过搅拌工具上的排气流道排出。
技术特征:
1.一种搅拌摩擦焊接方法,其特征在于,所述搅拌摩擦焊接方法的步骤包括:
2.如权利要求1所述的搅拌摩擦焊接方法,其特征在于,所述搅拌工具(300)外侧套设有安装主体(200),所述安装主体(200)与所述搅拌工具(300)之间形成与所述进气流道(311)连通的密封腔(430),所述安装主体(200)上设有用于向所述密封腔(430)内输送冷却气体的进气口(220);
3.如权利要求2所述的搅拌摩擦焊接方法,其特征在于,所述进气流道(311)包括相互连通的第一流道(3111)和第二流道(3112),所述第一流道(3111)的出气端连通所述喷气嘴(330),所述第二流道(3112)至少设有两条,所述第二流道(3112)的进气端连通所述密封腔(430);
4.如权利要求2或3所述的搅拌摩擦焊接方法,其特征在于,所述安装主体(200)内具有环绕所述搅拌工具(300)设置的腔体,所述腔体内设有密封组件(400),所述密封组件(400)包括:
5.如权利要求1所述的搅拌摩擦焊接方法,其特征在于,所述搅拌工具(300)内设有环形槽,所述环形槽连通所述排气间隙与所述排气流道(312);
6.如权利要求5所述的搅拌摩擦焊接方法,其特征在于,所述排气流道(312)包括至少两条,至少两条所述排气流道(312)均连通所述环形槽;
7.如权利要求1所述的搅拌摩擦焊接方法,其特征在于,所述冷却腔(321)内设有用于吸收所述搅拌针(320)产生的热量的散热件;
8.如权利要求1至3任意一项所述的搅拌摩擦焊接方法,其特征在于,所述搅拌工具(300)连接在搅拌摩擦焊设备的机头上;
9.如权利要求8所述的搅拌摩擦焊接方法,其特征在于,所述启动搅拌摩擦焊设备并通过所述搅拌工具(300)对所述焊缝位置进行焊接的步骤包括:
10.一种搅拌摩擦焊设备,其特征在于,所述搅拌摩擦焊设备为实施权利要求1-9中任一项所述方法的搅拌摩擦焊设备。
技术总结
本发明涉及搅拌摩擦焊接方法及搅拌摩擦焊设备,其中,搅拌摩擦焊接方法的步骤包括:将待焊接物料放置并固定到焊接台;移动搅拌工具并靠近待焊接物料的焊缝位置;启动搅拌摩擦焊设备并通过搅拌工具对焊缝位置进行焊接;向搅拌工具内的进气流道内输送冷却气体;冷却气体经喷气嘴喷向搅拌工具底部的搅拌针,以对搅拌针的尖端进行冷却;冷却气体沿喷气嘴与搅拌工具内壁之间的排气间隙向上流动,在对搅拌针上部进行冷却后,经由搅拌工具上的排气流道排出搅拌工具。本发明能够对工作中的搅拌针实时降温,降低搅拌针因温度过高而磨损加快的可能,提高搅拌针的使用寿命。
技术研发人员:郭达伟,林永勇,钱璐楠,蒲炯,胡峰峰,杨国舜,郭志达,谭立武
受保护的技术使用者:澳门发展及质量研究所
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!