基于灰色关联度分析(GRA)的厚板焊接工艺优化方法与流程
本发明属于厚板焊接工艺,具体是一种基于灰色关联度分析(gra)的厚板焊接工艺优化方法。
背景技术:
1、中厚板的产量在现代钢铁产业中所占比例最大、涵盖的品种规格范围也最多,在新的装备条件下,最大限度地挖掘其潜在性能,这是大多数中厚板企业共同关心的技术问题。在复杂的大型项目和结构进行施工和制造的过程中,焊接是主要组装连接工艺。焊接的接头强度决定整体结构的使用质量和服役寿命,部件或结构中残余应力的大小和分布影响后续加工以及结构可靠性的寿命预测和评估。因此寻找合理有效的方法来减轻残余应力是当前的紧要任务。
技术实现思路
1、本发明旨在解决上述问题,从而提供一种优化厚板焊接的工艺参数,减小焊接过程产生的残余应力对整体结构强度的方法。
2、本发明解决所述问题,采用的技术方案是:
3、一种基于灰色关联度分析(gra)的厚板焊接工艺优化方法,包括如下步骤:
4、步骤一:结合现场实际的焊接工艺参数,明确所采用的焊接工艺,焊接参数包括焊接速度、焊接电压和焊接电流。
5、步骤二:根据焊接材料对应的钢结构焊接规范进行焊接工艺评定,确定焊接工艺的参数范围表:
6、 影响因素 <![cdata[焊接速度v/mm·s<sup>-1</sup>]]> 焊接电压u/v 焊接电压i/a 试验水平 a1~an b1~bn c1~cn
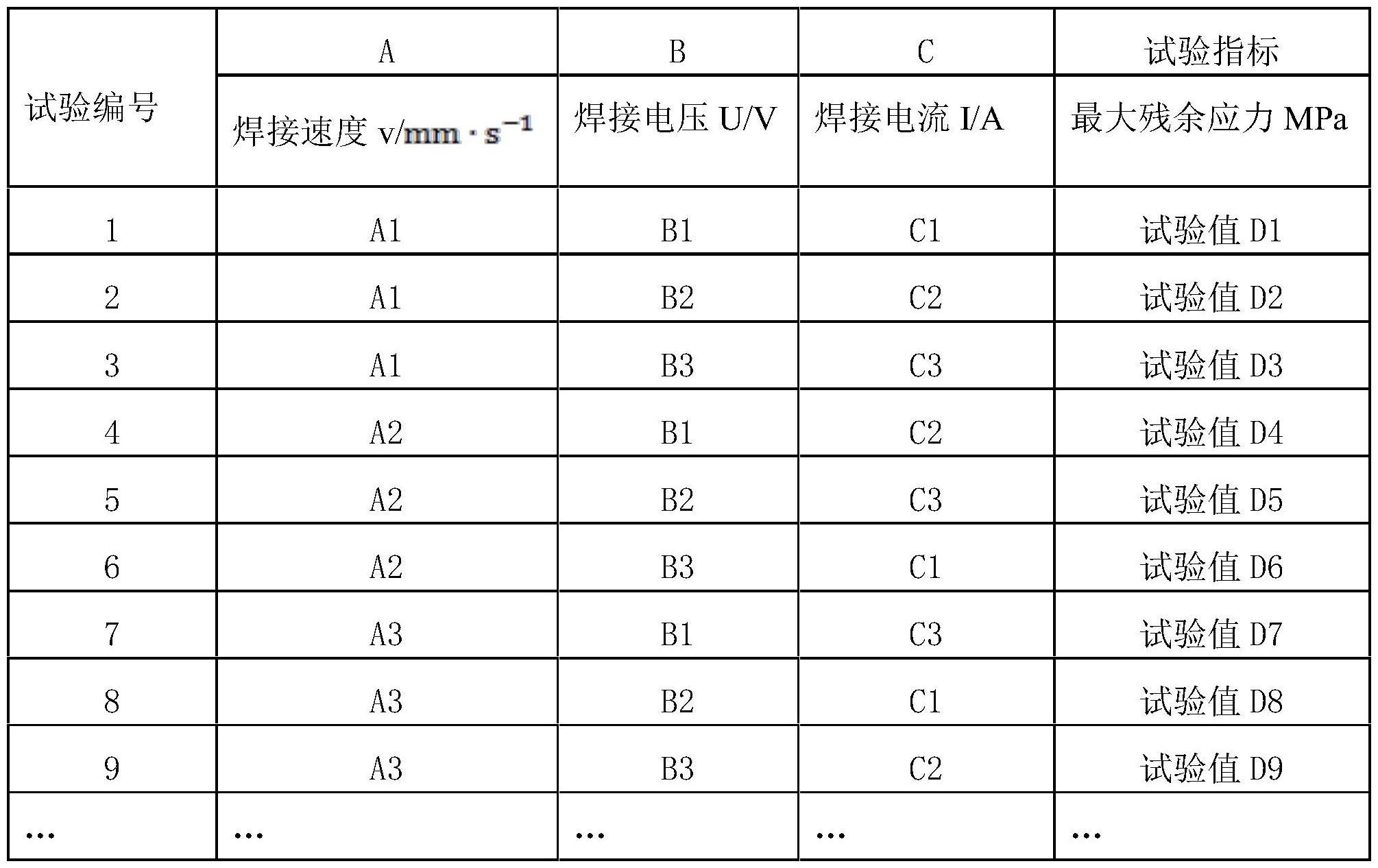
7、步骤三:根据焊接工艺参数范围绘制的因素水平组合得到灰色关联度分析方案。
8、步骤四:基于abaqus软件建立有限元模型,模拟焊接的残余应力,并以数值模拟方法执行各个影响因素的目标水平,列出了各个变量及其各自的水平指标组合表:
9、
10、步骤五:模拟出等效应力数值,将所有数值进行无量纲处理,以每项最大残余应力为指标,将上述数据进行无量纲处理,即灰色关联属性。
11、利用公式(1)计算影响因素和目标水平之间的灰色关联系数;
12、
13、利用公式(2)计算了过程因子与响应目标之间的灰色关联等级:
14、
15、步骤六:根据各因素水平指标灰色关联等级计算结果,确定焊接工艺参数对残余应力的敏感性排序。
16、步骤七:取各因素水平指标的最小值对应的参数水平作为焊接试验最佳工艺参数。
17、采用上述技术方案的本发明,与现有技术相比,其有益效果是:
18、1)依据灰色关联度分析模拟,得到最佳工艺参数,有效减小焊接残余应力的大小和分布,有利于提高焊接构件的结构强度和使用性能;2)经过焊接工艺参数的优化后,可以提高焊接生产效率和焊接质量。
19、作为优选,本发明更进一步的技术方案是:
20、优选的,在步骤二中,依据gb/t 50661-2011《钢结构焊接规范》进行焊接工艺评定。
21、步骤二还包括根据焊接工艺参数范围绘制灰色关联度的影响因素水平表,且焊接工艺参数的判别系数ρ的范围为[0,1]。
22、优选的,步骤二还包括根据焊接工艺参数范围绘制影响因素组合水平表的步骤;在步骤三中,根据影响因素组合水平表进行因素水平组合得到灰色关联系数。
23、优选的,在步骤四中,基于abaqus有限元软件建立有限元模型。
技术特征:
1.一种基于灰色关联度分析(gra)的厚板焊接工艺优化方法,包括如下步骤:
2.根据权利要求1所述基于灰色关联度分析(gra)的厚板焊接工艺优化方法,其特征在于:在步骤二中,依据gb/t 50661-2011《钢结构焊接规范》进行焊接工艺评定。
3.根据权利要求1所述基于灰色关联度分析(gra)的厚板焊接工艺优化方法,其特征在于:步骤二还包括根据焊接工艺参数范围绘制灰色关联度的影响因素水平表,且焊接工艺参数的判别系数ρ的范围为[0,1]。
4.根据权利要求1所述基于灰色关联度分析(gra)的厚板焊接工艺优化方法,其特征在于:步骤二还包括根据焊接工艺参数范围绘制影响因素组合水平表的步骤;步骤三中,根据影响因素组合水平表进行因素水平组合得到灰色关联系数。
5.根据权利要求1所述基于灰色关联度分析(gra)的厚板焊接工艺优化方法,其特征在于:在步骤四中,基于abaqus有限元软件建立有限元模型。
技术总结
本发明涉及一种基于灰色关联度分析(GRA)的厚板焊接工艺优化方法,1)结合现场实际明确所采用的焊接工艺;2)确定焊接工艺的参数范围;3)根据焊接工艺参数范围绘制的因素水平组合得到灰色关联度分析方案;4)基于ABAQUS软件建立有限元模型,模拟焊接的残余应力,并以数值模拟方法执行各个影响因素的目标水平;5)模拟出等效应力数值,将所有数值进行无量纲处理,以每项最大残余应力为指标,计算各因素水平指标的灰色关联等级;6)根据各因素水平指标灰色关联等级计算结果,确定焊接工艺参数对残余应力的敏感性排序;7)取各因素水平指标的最小值对应的参数水平作为焊接试验最佳工艺参数。
技术研发人员:钟英卓,于国成,韩春,纪宏超
受保护的技术使用者:中国二十二冶集团有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!