低温预涂助焊剂、低温预涂焊带及其应用的制作方法
本申请涉及光伏焊带,具体涉及一种低温预涂助焊剂、低温预涂焊带及其应用。
背景技术:
1、随着一种新型光伏电池片-晶体硅异质结电池片(hjt)的兴起,低温焊接技术迎来了长足的进步,其中,smartwire智能焊接技术受到各组件企业广泛关注。目前国外企业采用smartwire智能焊接技术对hjt电池片进行焊接时,通常是先采用胶膜将焊带粘黏在hjt电池片上,再通过层压时的温度使焊带和hjt电池片进行焊接,此种方式粘黏工艺复杂。针对此,国内有些组件厂做了一些优化,具体为:先在电池片栅线上使用uv胶点胶,再利用紫外光对uv胶进行固化以将低温焊带粘黏在电池片上,然后进行层压使低温焊带和电池片焊接。此种方式用点胶代替了胶膜,简化了粘黏工艺,但在此种焊接技术中,焊接温度通常不超过150℃,低温焊带与电池片焊接时通常无助焊处理,加上低温焊料本身与电极银浆的焊接性就比较差,低温焊带与电池片焊接的牢固性较弱,容易出现空焊和假焊,影响组件长期使用的可靠性。
2、因此,如何开发出一种改善焊带与电池片低温焊接可靠性的助焊剂是目前亟需解决的问题。
技术实现思路
1、为改善焊带与电池片在低温焊接时的焊接可靠性,本申请提供一种低温预涂助焊剂、低温预涂焊带及其应用。
2、第一方面,本申请提供一种低温预涂助焊剂,采用如下的技术方案:
3、一种低温预涂助焊剂,由溶质与水组成,所述的溶质的质量分数为20~25wt.%,所述的溶质包括以重量份数计的如下成分:活化剂30~40重量份,成膜剂30~45重量份,表面活性剂2~4重量份,抗氧化剂1~2重量份;所述的活化剂由质量比为(1~3):(1~3):(0.5~1.5):(0.3~0.7)的l苹果酸、dl苹果酸、柠檬酸、琥珀酰胺组成。
4、通过采用上述方案,本申请低温预涂助焊剂的活化温区可完整覆盖层压温区120~140℃,该预涂助焊剂在层压升温过程中可始终保持优良活性,持续产生具有显著助焊效果的助焊物质,提高焊带与电池片之间的电气连接强度,改善焊带与电池片在低温焊接时的焊接可靠性。此外,预涂助焊剂中的琥珀酰胺本身含有氨基且具有一定的润湿能力,有助于复配酸的活性发挥,同时其还能和有机酸发生中和反应生成不稳定的在焊接温度下迅速分解的中和产物,从而可在促进有机酸活性的基础上减少有机酸对焊料的腐蚀。
5、优选地,所述的成膜剂由质量比为4:1的聚乙二醇和水性松香组成。聚乙二醇成膜性好但强度不足,在干燥过程中其膜层易出现破碎从而影响焊接可靠性,本申请预涂助焊剂通过选择质量比为4:1的聚乙二醇和水性松香作成膜剂,具有一定强度的水性松香可弥补聚乙二醇强度不足的缺点,同时聚乙二醇优良的成膜性又能弥补水性松香粘度大不容易成膜的缺点,从而保证在焊点表面形成均匀的膜层的同时使膜层具有优良韧性,使膜层在干燥过程中不易发生破碎进而提高焊接可靠性。
6、优选地,所述的l苹果酸、dl苹果酸、柠檬酸、琥珀酰胺的质量比为2:2:1:0.5。
7、优选地,所述的表面活性剂为司盘、吐温、op-10中的至少一种。本申请预涂助焊剂通过选择司盘、吐温、op-10中的至少一种作为表面活性剂,可降低水的表面张力,增加预涂助焊剂的润湿性。
8、优选地,所述的抗氧化剂为对苯二酚或邻苯二酚。本申请预涂助焊剂通过选择对苯二酚或邻苯二酚作氧化剂,可以提高预涂助焊剂的物理稳定性,延长焊带的存储时长。
9、第二方面,本申请提供一种低温预涂焊带,采用如下的技术方案:
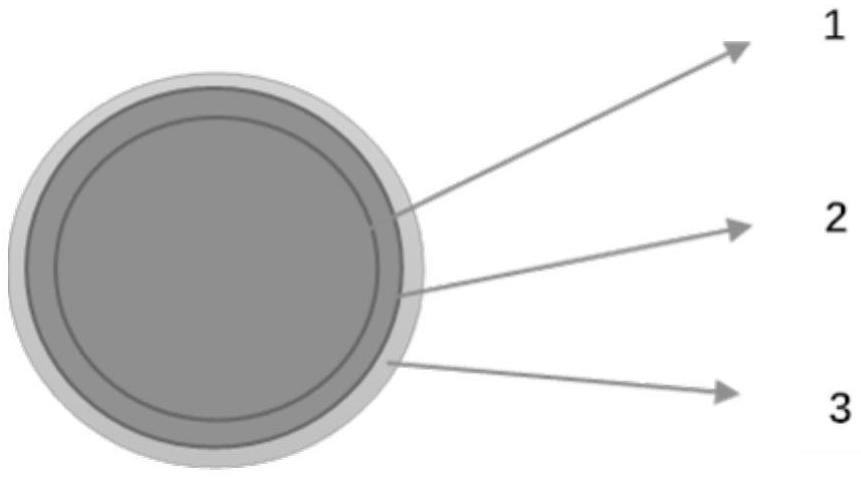
10、一种低温预涂焊带,包括依次设置的基材、低温焊料层、低温助焊层,所述的低温助焊层中的低温助焊剂采用上述的低温助焊剂。
11、通过采用上述方案,本申请低温预涂焊带与电池片在120~140℃温度下层压焊接时的焊接可靠性明显改善,虚焊率和tc200功率衰减率大大降低。
12、优选地,所述的基材采用铜基材,所述的低温焊料层中的焊料,以重量份数计,包括如下成分:锡42~44重量份,铋52~58重量份,银0.01~3重量份,铜0.01~1重量份。本申请低温焊料的熔点温度与铜基材相近,不易脱焊。
13、优选地,所述的低温助焊层的厚度为1~3μm。本申请低温预涂助焊剂的涂层厚度仅需在1~3μm即可满足焊接要求,相比现有助焊层需要保持>3μm的预涂层,节约了原料。
14、优选地,所述的低温预涂焊带的焊接温度在120~140℃。
15、第三方面,本申请提供上述低温预涂焊带在光伏电池片焊接中的应用。
16、从以上描述可以看出,本申请具备以下优点:
17、(1)不同的复配活化剂其释放活性的活化区间不同。本申请通过选择特定比例的l苹果酸、dl苹果酸、柠檬酸、琥珀酰胺复配,可以得到活化温区完整覆盖层压温区(120~140℃)的预涂助焊剂,该预涂助焊剂在层压升温过程中能始终保持优良活性,具有显著的助焊效果,相比无助焊剂的焊带,本申请低温预涂焊带与电池片低温层压焊接时的焊接可靠性明显改善,虚焊率和tc200功率衰减率大大降低。
18、(2)聚乙二醇成膜性好但强度不足,在干燥过程中其膜层易出现破碎从而影响焊接可靠性,本申请预涂助焊剂通过选择质量比为4:1的聚乙二醇和水性松香作成膜剂,具有一定强度的水性松香可弥补聚乙二醇强度不足的缺点,同时聚乙二醇优良的成膜性又能弥补水性松香粘度大不容易成膜的缺点,从而保证在焊点表面形成均匀的膜层的同时使膜层具有优良韧性,使膜层在干燥过程中不易发生破碎进而提高焊接可靠性。
19、(3)本申请预涂助焊剂通过选择司盘、吐温、op-10中的至少一种作为表面活性剂,可降低水的表面张力,增加预涂助焊剂的润湿性,通过选择对苯二酚或邻苯二酚作氧化剂,可以提高预涂助焊剂的物理稳定性,延长焊带的存储时长。
20、(4)本申请所选择的低温焊料的熔点温度与铜基材相近,不易脱焊。
21、(5)本申请低温预涂助焊剂的涂层厚度仅需在1~3μm即可满足焊接要求,相比现有助焊层需要保持>3μm的预涂层,节约了原料。
技术特征:
1.一种低温预涂助焊剂,由溶质与水组成,其特征在于,所述的溶质的质量分数为20~25wt.%,所述的溶质包括以重量份数计的如下成分:活化剂30~40重量份,成膜剂30~45重量份,表面活性剂2~4重量份,抗氧化剂1~2 重量份;所述的活化剂由质量比为(1~3):(1~3):(0.5~1.5):(0.3~0.7)的l苹果酸、dl苹果酸、柠檬酸、琥珀酰胺组成。
2.如权利要求1所述的低温预涂助焊剂,其特征在于,所述的成膜剂由质量比为4:1的聚乙二醇和水性松香组成。
3.如权利要求1所述的低温预涂助焊剂,其特征在于,所述的l苹果酸、dl苹果酸、柠檬酸、琥珀酰胺的质量比为2:2:1:0.5。
4.如权利要求1所述的低温预涂助焊剂,其特征在于,所述的表面活性剂为司盘、吐温、op-10中的至少一种。
5.如权利要求1所述的低温预涂助焊剂,其特征在于,所述的抗氧化剂为对苯二酚或邻苯二酚。
6.一种低温预涂焊带,其特征在于,包括依次设置的基材、低温焊料层、低温助焊层,所述的低温助焊层中的低温助焊剂采用权利要求1~5任一所述的低温助焊剂。
7.如权利要求6所述的低温预涂焊带,其特征在于,所述的基材采用铜基材,所述的低温焊料层中的焊料,以重量份数计,包括如下成分:锡42~44重量份,铋52~58重量份,银0.01~3重量份,铜0.01~1重量份。
8.如权利要求6所述的低温预涂焊带,其特征在于,所述的低温助焊层的厚度为1~3µm。
9.如权利要求6所述的低温预涂焊带,其特征在于,所述的低温预涂焊带的焊接温度在120~140℃。
10.如权利要求6~9任一所述的低温预涂焊带在光伏电池片焊接中的应用。
技术总结
本申请公开了一种低温预涂助焊剂、低温预涂焊带及其应用,属于光伏焊带技术领域。本申请公开的低温预涂助焊剂,由溶质与水组成,溶质的质量分数为20~25wt.%,溶质包括以重量份数计的如下成分:活化剂30~40重量份,成膜剂30~45重量份,表面活性剂2~4重量份,抗氧化剂1~2 重量份;活化剂由质量比为(1~3):(1~3):(0.5~1.5):(0.3~0.7)的L苹果酸、DL苹果酸、柠檬酸、琥珀酰胺组成。本申请公开的低温预涂焊带包括依次设置的基材、低温焊料层、低温助焊层,低温助焊层中的低温助焊剂采用上述低温助焊剂。本申请低温预涂焊带在120~140℃温度下与电池片层压焊接时的焊接可靠性高,虚焊率和TC200功率衰减率低。
技术研发人员:程中广,闵耀焰
受保护的技术使用者:无锡市斯威克科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!