一种镀锌合金化汽车板的酸洗方法与流程
本申请涉及轧钢领域,尤其涉及一种镀锌合金化汽车板的酸洗方法。
背景技术:
1、镀锌合金化汽车板生产经冶炼后连铸,热轧后酸洗,对于原料酸洗方法一般是开卷焊接+拉矫破鳞盐酸酸洗+漂洗+吹扫和干燥。
2、镀锌合金化汽车板主要用于汽车外板,由于镀锌合金化后,原钢板表面的色差、暗印和条纹类缺陷无法掩盖,反而更加突出,带来了很大的质量问题。
技术实现思路
1、本申请提供了一种镀锌合金化汽车板的酸洗方法,以解决现有镀锌合金化汽车板表面的色差、暗印和条纹类缺陷的技术问题。
2、第一方面,本申请提供了一种镀锌合金化汽车板的酸洗方法,所述方法包括:
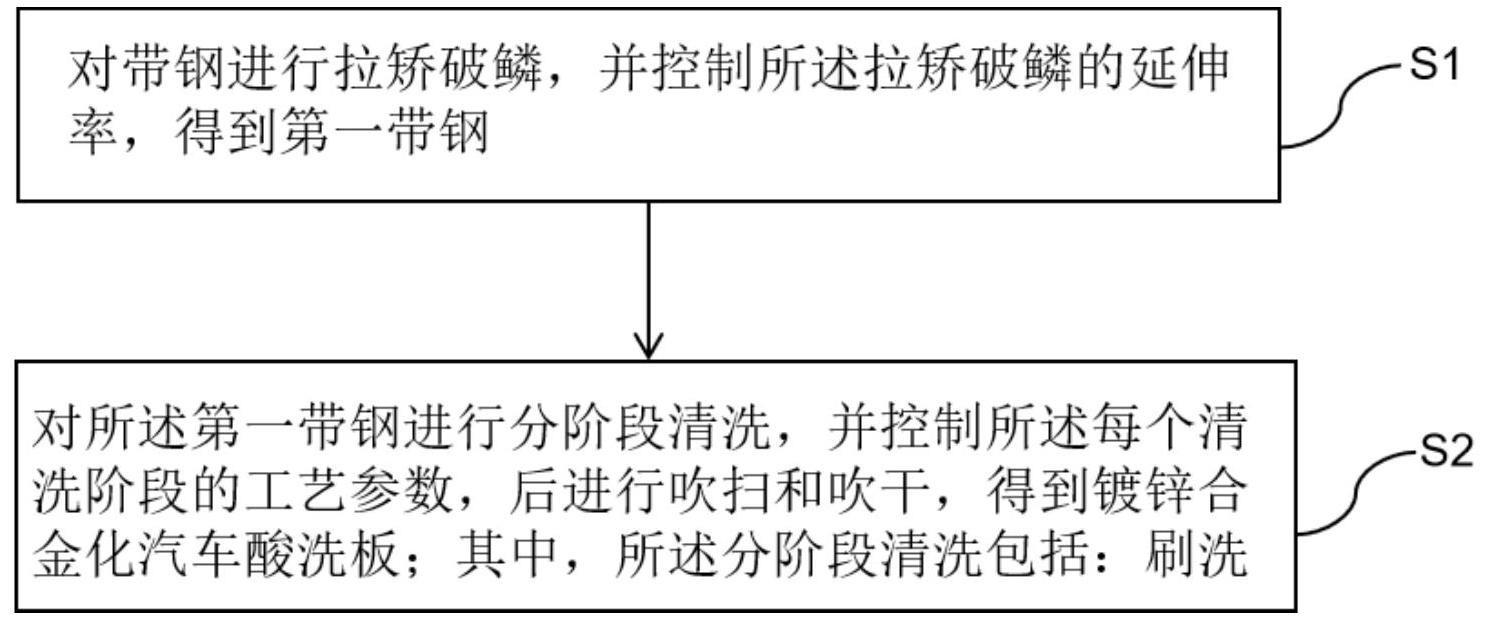
3、对带钢进行拉矫破鳞,并控制所述拉矫破鳞的延伸率,得到第一带钢;
4、对所述第一带钢进行分阶段清洗,并控制所述每个清洗阶段的工艺参数,后进行吹扫和干燥,得到镀锌合金化汽车酸洗板;其中,所述分阶段清洗包括:刷洗。
5、可选的,所述对所述第一带钢进行分阶段清洗,并控制所述每个清洗阶段的工艺参数,后进行吹扫和干燥,得到镀锌合金化汽车板;其中,所述分阶段清洗包括:刷洗,包括:
6、对所述第一带钢进行盐酸酸洗,并控制所述盐酸酸洗的工艺参数;
7、对酸洗后的所述第一带钢进行漂洗,并控制漂洗液的电导率;
8、对漂洗后的所述第一带钢进行刷洗,并控制刷洗装置的工艺参数,后进行吹扫和干燥,得到镀锌合金化汽车板。
9、可选的,所述刷洗装置的工艺参数包括:刷辊转速为800-1200rpm。
10、可选的,所述刷洗装置的工艺参数还包括:刷洗功率为150-220kw。
11、可选的,所述盐酸酸洗的工艺参数包括:盐酸浓度为190-210g/l,酸洗温度为70-90℃,废酸自由酸浓度为35-55g/l。
12、可选的,所述漂洗液的电导率为≤30μs/cm。
13、可选的,所述漂洗液为脱盐水和冷凝水混合液。
14、可选的,所述干燥的温度为100-120℃。
15、可选的,所述拉矫破鳞的延伸率为1-3%。
16、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
17、本申请实施例提供的该镀锌合金化汽车板的酸洗方法,通过调整酸洗段拉矫机参数,改善板形和提高破磷效果,分阶段调整清洗的工艺参数,改善酸洗后带钢表面质量,同时增加刷洗步骤,消除镀锌合金化汽车板表面色差、暗印和条纹类缺陷,提高镀锌合金化后汽车板产品质量,满足客户需求。
技术特征:
1.一种镀锌合金化汽车板的酸洗方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述对所述第一带钢进行分阶段清洗,并控制所述每个清洗阶段的工艺参数,后进行吹扫和干燥,得到镀锌合金化汽车板;其中,所述分阶段清洗包括:刷洗,包括:
3.根据权利要求2所述的方法,其特征在于,所述刷洗装置的工艺参数包括:刷辊转速为800-1200rpm。
4.根据权利要求2或3所述的方法,其特征在于,所述刷洗装置的工艺参数还包括:刷洗功率为150-220kw。
5.根据权利要求2所述的方法,其特征在于,所述盐酸酸洗的工艺参数包括:盐酸浓度为190-210g/l,酸洗温度为70-90℃,废酸自由酸浓度为35-55g/l。
6.根据权利要求2所述的方法,其特征在于,所述漂洗液的电导率为≤30μs/cm。
7.根据权利要求2或6所述的方法,其特征在于,所述漂洗液为脱盐水和冷凝水混合液。
8.根据权利要求1或2所述的方法,其特征在于,所述干燥的温度为100-120℃。
9.根据权利要求1所述的方法,其特征在于,所述拉矫破鳞的延伸率为1-3%。
技术总结
本申请涉及轧钢领域,尤其涉及一种镀锌合金化汽车板的酸洗方法。所述方法包括:对带钢进行拉矫破鳞,并控制所述拉矫破鳞的延伸率,得到第一带钢;对所述第一带钢进行分阶段清洗,并控制所述每个清洗阶段的工艺参数,后进行吹扫和干燥;其中,所述分阶段清洗包括:刷洗。得到镀锌合金化汽车酸洗板。本申请内容解决了现有镀锌合金化汽车板表面的色差、暗印和条纹类缺陷的技术问题,从而提升了钢板的质量。
技术研发人员:高国强,马兵智,宋浩源,潘沂勇,刘路昭,付林伟,赵志顺,陈彦旭,郝垚,田光杰,姚凯,马家骥
受保护的技术使用者:北京首钢冷轧薄板有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!