人字形横刃的深孔钻头的制作方法
本发明涉及一种人字形横刃的深孔钻头,属于切削刀具。
背景技术:
1、目前,中小直径深孔的自动加工工艺中,尤其在自动生产线,扭矩负载报警,负载强制换刀成为制约刀具寿命的最大因素。传统的技术方案逐步显露出不足,主要体现在:1)加工扭矩负载大,深孔钻头寿命无法得以提升;2)扭矩负载波动大,突然的负载增大往往伴随着断刀发生。
2、基于上述问题,以降低切削负载为目的,需通过优化深孔钻头的几何形状,从而降低切削负载是新型深孔钻头研究方向。
技术实现思路
1、本发明的目的是克服现有技术存在的不足,提供一种人字形横刃的深孔钻头。
2、本发明的目的通过以下技术方案来实现:
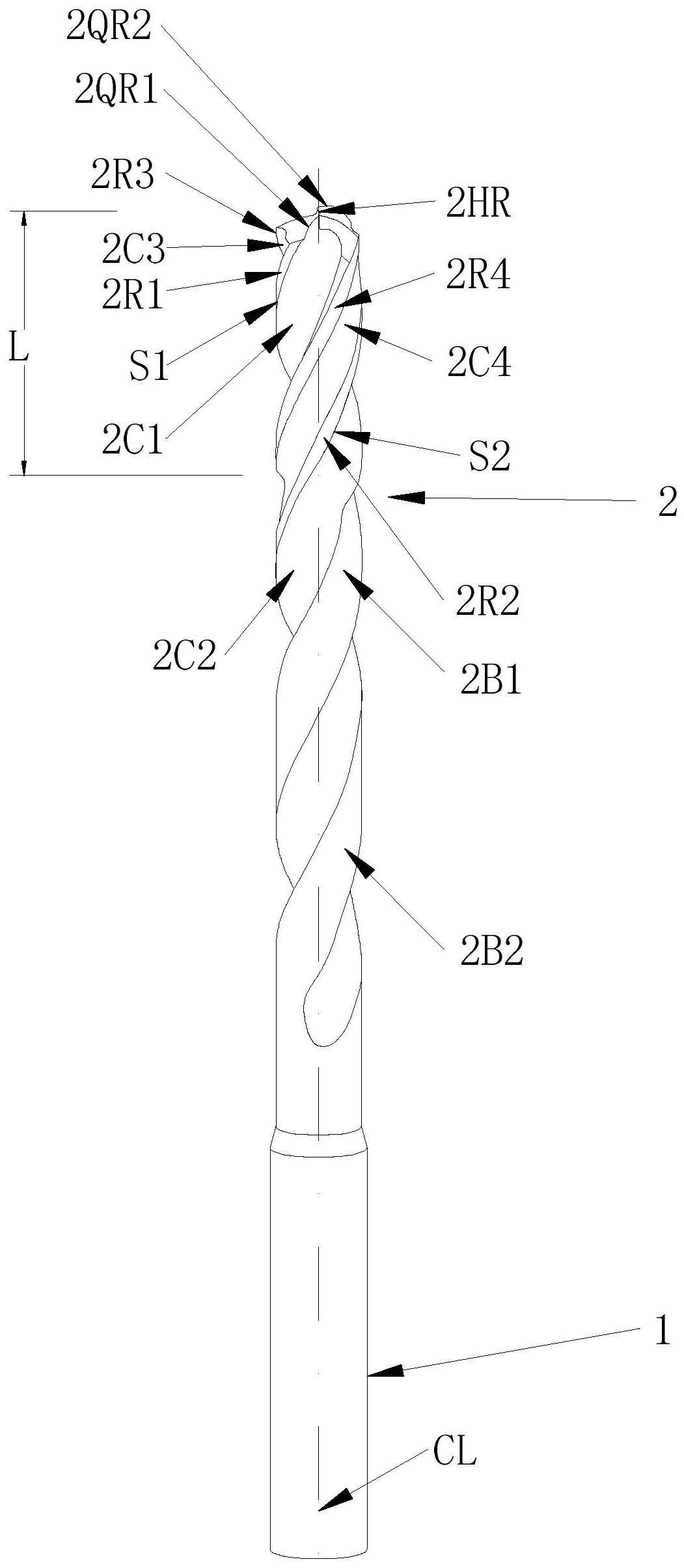
3、人字形横刃的深孔钻头,特点是:包含钻柄和钻体,钻体设置有主排屑槽一和主排屑槽二,钻体上由主排屑槽一和主排屑槽二分隔为刀背一和刀背二,主排屑槽一和主排屑槽二在钻体的外缘形成螺旋线一和螺旋线二,刀背一和刀背二上从钻头端面位置沿着轴线向下分别设置有副排屑槽一和副排屑槽二;
4、副排屑槽一和副排屑槽二分别与主排屑槽一和主排屑槽二连通;
5、螺旋线一和螺旋线二的正面投影与轴线的夹角为排屑槽的螺旋角;
6、副排屑槽一将刀背一分割成与螺旋线一具有相同螺旋特征的刃带一和刃带三;副排屑槽二将刀背二分割成与螺旋线二具有相同螺旋特征的刃带二和刃带四;
7、主排屑槽一和主排屑槽二将钻头端面分隔成后刀面一和后刀面二,后刀面一和后刀面二与主排屑槽一和主排屑槽二的交线分别构成主切削刃一和主切削刃二;主切削刃一和主切削刃二延伸至轴线近,形成人字形横刃。
8、进一步地,上述的人字形横刃的深孔钻头,其中,刀背一和刀背二上从钻头端面位置沿着轴线向下一长度分别设置有副排屑槽一和副排屑槽二,长度的数值为钻头直径的2~4倍。
9、进一步地,上述的人字形横刃的深孔钻头,其中,副排屑槽一和副排屑槽二分别与主排屑槽一和主排屑槽二连通角度为45°~60°。
10、进一步地,上述的人字形横刃的深孔钻头,其中,排屑槽的螺旋角为20°~35°。
11、进一步地,上述的人字形横刃的深孔钻头,其中,刃带一、刃带三、刃带二和刃带四的刃带宽度为钻头直径的0.05~0.1倍。
12、进一步地,上述的人字形横刃的深孔钻头,其中,横刃为后刀面一和后刀面二在轴线处的分割线,横刃呈对称分布人字形状。
13、进一步地,上述的人字形横刃的深孔钻头,其中,人字形横刃形成的锋角为15~30°。
14、本发明与现有技术相比具有显著的优点和有益效果,具体体现在以下方面:
15、①本发明深孔钻头设计独特,主排屑槽一和主排屑槽二将钻头端面分成两部分,分别设置有切削刃一和切削刃二;切削刃一与切削刃二在轴线处汇集为横刃,此横刃在轴截面呈轴对称的人字形,人字形横刃使钻头在钻削过程大大减轻钻削阻力并减少振动,尤其适合具有过载保护功能的自动机床使用;
16、②人字形横刃深孔钻头为四排屑槽结构,有两个主排屑槽和两个副排屑槽,在不影响钻头强度的情况下扩大排屑槽的截面积,加工时排屑更为顺畅,避免出现堵屑情况;
17、③人字形横刃深孔钻头为四排屑槽结构,具有锋利的人字形横刃,切入工件较为容易,负载低振动小,有效解决了不同工件牌号的多样性而导致的切削阻力问题,更利于深孔钻的标准化生产,有效降低该类型产品的生产及库存成本;
18、④显著提升加工效率,延长钻头寿命,更为突出的是工况适应性较好,适合多种条件下的深孔加工,也适用于浅孔加工,具有较为广泛的应用前景。
19、本发明的其他特征和优点将在随后的说明书阐述,并且,部分地从说明书中变得显而易见,或者通过实施本发明具体实施方式了解。本发明的目的和其他优点可通过在所写的说明书以及附图中所特别指出的结构来实现和获得。
技术特征:
1.人字形横刃的深孔钻头,其特征在于:包含钻柄和钻体,钻体设置有主排屑槽一和主排屑槽二,钻体上由主排屑槽一和主排屑槽二分隔为刀背一和刀背二,主排屑槽一和主排屑槽二在钻体的外缘形成螺旋线一和螺旋线二,刀背一和刀背二上从钻头端面位置沿着轴线向下分别设置有副排屑槽一和副排屑槽二;
2.根据权利要求1所述的人字形横刃的深孔钻头,其特征在于:刀背一和刀背二上从钻头端面位置沿着轴线向下一长度分别设置有副排屑槽一和副排屑槽二,长度的数值为钻头直径的2~4倍。
3.根据权利要求1所述的人字形横刃的深孔钻头,其特征在于:副排屑槽一和副排屑槽二分别与主排屑槽一和主排屑槽二连通角度为45°~60°。
4.根据权利要求1所述的人字形横刃的深孔钻头,其特征在于:排屑槽的螺旋角为20°~35°。
5.根据权利要求1所述的人字形横刃的深孔钻头,其特征在于:刃带一、刃带三、刃带二和刃带四的刃带宽度为钻头直径的0.05~0.1倍。
6.根据权利要求1所述的人字形横刃的深孔钻头,其特征在于:横刃为后刀面一和后刀面二在轴线处的分割线,横刃呈对称分布人字形状。
7.根据权利要求1或6所述的人字形横刃的深孔钻头,其特征在于:人字形横刃形成的锋角为15~30°。
技术总结
本发明涉及人字形横刃的深孔钻头,钻体设有主排屑槽一和主排屑槽二,钻体上由主排屑槽一和主排屑槽二分隔为刀背一和刀背二,主排屑槽一和主排屑槽二在钻体外缘形成螺旋线一和螺旋线二,刀背一和刀背二上从钻头端面的位置沿着轴线向下分别设有副排屑槽一和副排屑槽二,副排屑槽一和副排屑槽二分别与主排屑槽一和主排屑槽二连通;副排屑槽一将刀背一分割成与螺旋线一具有相同螺旋特征的两条刃带;副排屑槽二将刀背二分割成与螺旋线二具有相同螺旋特征的另外两条刃带;主排屑槽一和主排屑槽二将钻头端面分成两部分,分别设有切削刃一和切削刃二;切削刃一与切削刃二在轴线处汇集为横刃,横刃在轴截面呈轴对称的人字形,大大减轻钻削阻力并减少振动。
技术研发人员:刘伟
受保护的技术使用者:苏州沃钛工业技术有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!