一种船舶焊接结构焊接方法与流程
本发明属于船舶,更具体地说,是涉及一种船舶焊接结构焊接方法。
背景技术:
1、目前船舶往轻便化发展,越来越多船舶采用较轻便材料,主流船形为上层建筑为铝合金形式,主船体为钢制船,这两种金属往往采用铆接或者复合接头方法。现有的方式影响焊接质量,不能满足需求。
2、现有技术中有名称为“复合材料上层建筑与钢质主船体的机械连接结构与方法”、公开号为“110329420a”的技术,该技术包括上层建筑下围壁的复合材料板、下支撑件、上连接件、长杆螺栓和短杆螺栓;复合材料板设有向船体内折的折边;下支撑件与钢制主船体固定连接;上连接件设置在折边上,上连接件上表面、上连接件内侧表面、复合材料板内侧、及折边露出部分均糊制有密封复合材料层,使上连接件固定在折边上;上连接件、折边和下支撑件上均设有连通的通孔,通孔中填有增强复合材料后,再通过长杆螺栓将上连接件、折边和下支撑件固定连接;下支撑件的外表面糊制有与复合材料板连接的复合材料挡水板,复合材料挡水板与下支撑件通过短杆螺栓连接。
3、然而,该技术没有涉及本申请的技术问题和技术方案。
技术实现思路
1、本发明所要解决的技术问题是:针对现有技术的不足,提供一种步骤简单,有效提高焊接质量,提高船舶性能的船舶焊接结构焊接方法。
2、要解决以上所述的技术问题,本发明采取的技术方案为:
3、本发明为一种船舶焊接结构焊接方法,所述的船舶焊接结构焊接方法的焊接步骤为:
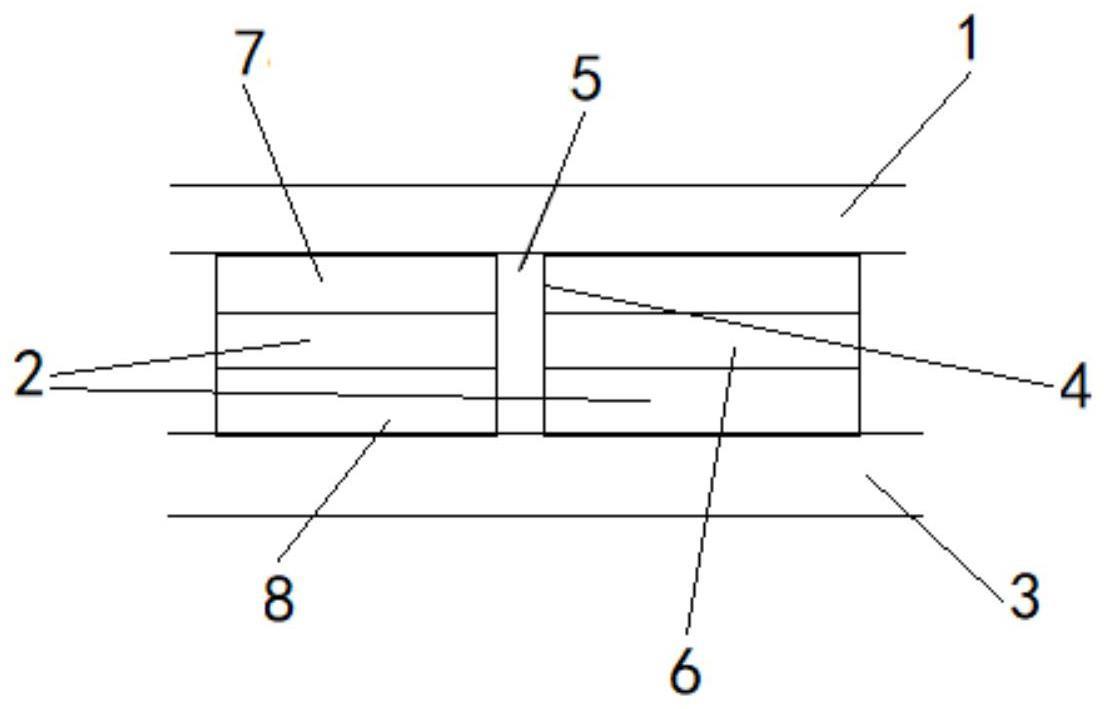
4、s1.船舶焊接结构包括铝合金上层建筑、复合材料层、钢制围栅;复合材料层包括钛材层、铝合金层、钢材层,铝合金层位于钛材层上部,钢材层位于钛材层下部;
5、s2.焊接前对铝合金上层建筑待焊区域、钢制围栅待焊区域、复合材料层的铝合金层待焊区域、钢材层待焊区域分别进行打磨,除去待焊区域的氧化膜,再将铝合金上层建筑待焊区域、钢制围栅待焊区域、复合材料层的铝合金层待焊区域、钢材层待焊区域分别用无水酒精或者丙酮擦洗;
6、s3.焊接时先完成复合材料层与钢制围栅平角焊,如果有变形,在钢制围栅处进行矫正,然后完成铝合金上层建筑与复合材料层的焊接,再完成船舶焊接结构的钢制围栅与甲板的角焊,最后完成复合材料层之间的粘接工作;
7、s4.施焊时保持焊接的连续性;若有中断,引弧前清洁接缝处,接缝有重叠,重叠长度在25mm-30mm。
8、所述的铝合金上层建筑和钢制围栅之间设置多个复合材料层,相邻复合材料层之间存在间隙部,间隙部内填充填充物。
9、所述的对铝合金上层建筑待焊区域、钢制围栅待焊区域、复合材料层的铝合金层待焊区域、钢材层待焊区域清理后未及时焊接四小时以上,应重新焊前清理,即:重新焊接前铝合金上层建筑待焊区域、钢制围栅待焊区域、复合材料层的铝合金层待焊区域、钢材层待焊区域分别用无水酒精或者丙酮擦洗。
10、所述的复合材料层的钢材层和钢制围栅焊接时,传递到钢材层和钛材层结合界面的温度不超过350℃;复合材料层的铝合金层和铝合金上层建筑焊接时,传递到铝合金层和钛材层结合界面的温度不超过350℃。
11、所述的铝合金上层建筑、复合材料层、钢制围栅进行焊接时,需要经过多遍多层焊接形成焊接区域,焊接区域的多遍焊接的焊接温度的温差不超过60℃。
12、所述的复合材料层与钢制围栅焊缝焊接时,单条长焊缝采用自动角焊或退焊法,根据设计焊缝尺寸大小不加大焊缝的尺寸。
13、所述的铝合金上层建筑和复合材料层焊接过程控制焊枪角度,焊枪与铝合金上层建筑焊接面之间的夹角不小于80°。
14、所述的焊接采用mig焊,喷嘴附有飞溅物时,更换喷嘴或对喷嘴予以清洁。
15、相邻复合材料层之间的间隙部的填充物为粘接剂。
16、相邻复合材料层之间的间隙部的尺寸在4mm-6mm。
17、采用本发明的技术方案,工作原理及有益效果如下所述:
18、本发明所述的船舶焊接结构,在对船舶的船舶焊接结构进行焊接时,也就是对铝合金上层建筑、复合材料层、钢制围栅进行焊接时,一方面,对待焊接部件的待焊区域进行预选处理,而在焊接过程中,对焊接的相关参数进行设定和控制,还对船舶焊接结构的复合材料层的填充部进行处理。这样,通过不同环节、不同手段的处理,有效提高铝合金上层建筑、复合材料层、钢制围栅各个焊接部位的焊接质量,提高船舶焊接结构的整体强度,提高使用寿命。
技术特征:
1.一种船舶焊接结构焊接方法,其特征在于:所述的船舶焊接结构焊接方法的焊接步骤为:
2.根据权利要求1所述的船舶焊接结构焊接方法,其特征在于:所述的铝合金上层建筑(1)和钢制围栅(3)之间设置多个复合材料层(2),相邻复合材料层(2)之间存在间隙部(4),间隙部(4)内填充填充物(5)。
3.根据权利要求1或2所述的船舶焊接结构焊接方法,其特征在于:所述的对铝合金上层建筑(1)待焊区域、钢制围栅(3)待焊区域、复合材料层(2)的铝合金层(7)待焊区域、钢材层(8)待焊区域清理后未及时焊接四小时以上,应重新焊前清理,即:重新焊接前铝合金上层建筑(1)待焊区域、钢制围栅(3)待焊区域、复合材料层(2)的铝合金层(7)待焊区域、钢材层(8)待焊区域分别用无水酒精或者丙酮擦洗。
4.根据权利要求1或2所述的船舶焊接结构焊接方法,其特征在于:所述的复合材料层(2)的钢材层(8)和钢制围栅(3)焊接时,传递到钢材层(8)和钛材层(6)结合界面的温度不超过350℃;复合材料层(2)的铝合金层(7)和铝合金上层建筑(1)焊接时,传递到铝合金层(7)和钛材层(6)结合界面的温度不超过350℃。
5.根据权利要求1或2所述的船舶焊接结构焊接方法,其特征在于:所述的铝合金上层建筑(1)、复合材料层(2)、钢制围栅(3)进行焊接时,需要经过多遍多层焊接形成焊接区域,焊接区域的多遍焊接的焊接温度的温差不超过60℃。
6.根据权利要求1或2所述的船舶焊接结构焊接方法,其特征在于:所述的复合材料层(2)与钢制围栅(3)焊缝焊接时,单条长焊缝采用自动角焊或退焊法,根据设计焊缝尺寸大小不加大焊缝的尺寸。
7.根据权利要求1或2所述的船舶焊接结构焊接方法,其特征在于:所述的铝合金上层建筑(1)和复合材料层(2)焊接过程控制焊枪角度,焊枪与铝合金上层建筑(1)焊接面之间的夹角不小于80°。
8.根据权利要求1或2所述的船舶焊接结构焊接方法,其特征在于:焊接采用mig焊,喷嘴附有飞溅物时,更换喷嘴或对喷嘴予以清洁。
9.根据权利要求1或2所述的船舶焊接结构焊接方法,其特征在于:相邻复合材料层(2)之间的间隙部的填充物(5)为粘接剂。
10.根据权利要求1或2所述的船舶焊接结构焊接方法,其特征在于:相邻复合材料层(2)之间的间隙部(4)的尺寸在4mm-6mm。
技术总结
本发明属于船舶技术领域的船舶焊接结构焊接方法。焊接前对铝合金上层建筑(1)待焊区域、钢制围栅(3)待焊区域、复合材料层(2)的铝合金层(7)待焊区域、钢材层(8)待焊区域分别进行打磨,除去待焊区域的氧化膜,再用无水酒精或者丙酮擦洗;复合材料层(2)与钢制围栅(3)平角焊,最后完成复合材料层(2)之间的粘接工作;施焊时保持焊接的连续性;若有中断,引弧前清洁接缝处,接缝有重叠,重叠长度在25mm‑30mm。本发明所述的船舶焊接结构,步骤简单,有效提高焊接质量,提高船舶性能。本发明所述的船舶焊接结构,步骤简单,有效提高焊接质量,提高船舶性能。
技术研发人员:夏俊刚,何昌盛,刘飞
受保护的技术使用者:芜湖造船厂有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!