工件的加工方法与流程
本发明涉及一种工件的加工方法。
背景技术:
1、在专利文献1中公开有利用拉刀工具在工件的内表面加工渐开线花键齿轮的内表面拉刀加工方法。
2、在专利文献1公开的加工方法中,首先,使用拉刀工具保留精加工余量,进行工件的渐开线花键齿面部分的预加工。然后,将预加工的工件进行渗碳淬火,之后,进行使用超硬合金制的拉刀工具切削渐开线花键齿面部分的精加工余量的精加工。
3、现有技术文献
4、专利文献
5、专利文献1:(日本)特开2005-230937号公报
6、发明要解决的课题
7、超硬合金制的拉刀工具用于切削淬火后的工件等硬度高的材料。但是,超硬合金制的拉刀工具与高速钢制的拉刀工具相比,价格非常高,故而产品成本提高。因此,要求降低花键的加工成本。
技术实现思路
1、本发明是鉴于这样的课题而设立的,其目的在于降低花键的加工成本。
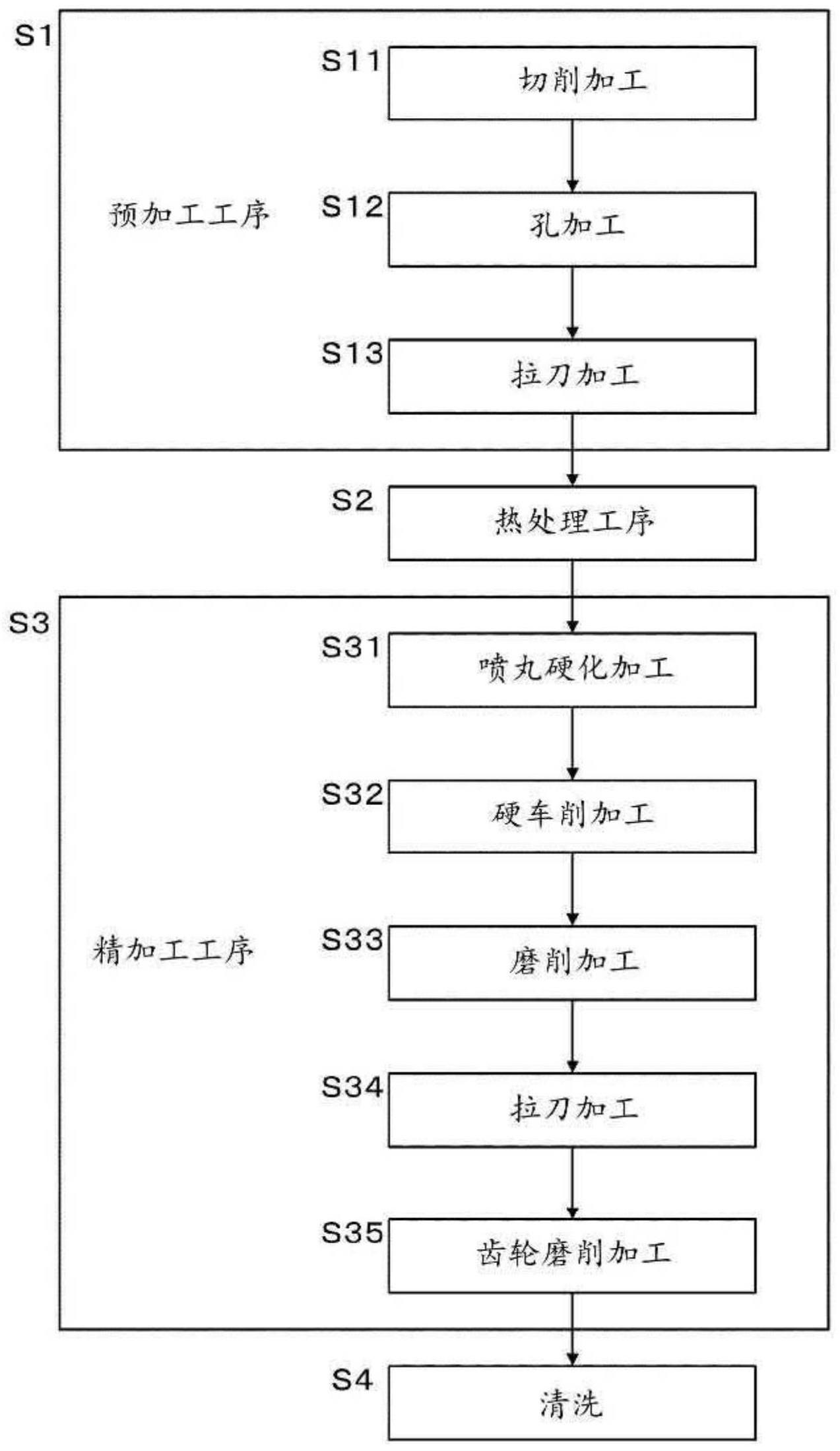
2、根据本发明的一方面,提供一种工件的加工方法,其中,具有:预加工工序,在工件上设置孔,在孔的内表面形成花键;热处理工序,对形成有花键的工件实施热处理;精加工工序,使用材质为高速钢且切削刃的前角为钝角的拉刀工具对由热处理工序产生的花键的变形部进行削除。
3、发明效果
4、根据该方面,由于削除由热处理工序在花键上产生的变形部,所以能够利用比超硬合金制的拉刀工具便宜的高速钢的拉刀工具进行拉刀加工。由此,能够降低花键的加工成本。
技术特征:
1.一种工件的加工方法,其中,具有:
2.如权利要求1所述的工件的加工方法,其中,
3.如权利要求1或2所述的工件的加工方法,其中,
技术总结
一种工件的加工方法,降低花键的加工成本。工件(W)的加工方法具有:预加工工序(S1),在工件(W)上设置贯通孔(2),在贯通孔(2)的内表面形成花键(3);热处理工序(S2),对形成有花键(3)的工件(W)实施热处理;精加工工序(S3),使用材质为高速钢且切削刃的前角(θ)为钝角的拉刀工具(4)对由热处理工序(S2)产生的花键(3)的变形部(D)进行削除。
技术研发人员:井上裕太
受保护的技术使用者:加特可株式会社
技术研发日:
技术公布日:2024/1/15
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1