一种焊接电极修磨刀及焊接电极修磨工具
本发明属于焊接领域,具体涉及一种焊接电极修磨刀及焊接电极修磨工具。
背景技术:
1、随着汽车轻量化设计的日益普及,铝合金点焊工艺在汽车制造中取得了越来越多的应用。受到铝合金自身物理性质的影响,一般平头或圆弧头电极焊接过程中容易出现强度低、表面质量差、飞溅严重、电极粘连等问题,导致铝合金点焊接头的综合性能不及铆接接头。专利cn110369848a公开了一种电极帽,该电极帽在焊接面上具有环状的凹凸纹理,能够改善铝合金点焊接头的强度与综合性能,避免飞溅、气泡和表面变形。但是,由于电极帽表面凸起的纹理总是先于其他部分与待焊接的基材接触,在焊接起始阶段也总是承受主要的焊接电流,导致电极帽上的凹凸纹理容易发生粘连、烧蚀或磨损,需要提供专门的修磨刀进行修整。现有修磨刀在对此类具有较为复杂的表面特征的电极帽进行修磨时,长期使用后容易因不同区域磨损不均导致精度下降,导致修磨刀提前报废甚至损坏电极。因此,提供一种耐用的修磨刀,对于节约焊接设备维护成本,具有较高的实用价值。
技术实现思路
1、本发明的目的在于,提供一种使用寿命更长的针对复杂表面特征的焊接电极修磨刀。本发明还提供一种焊接电极修磨工具。
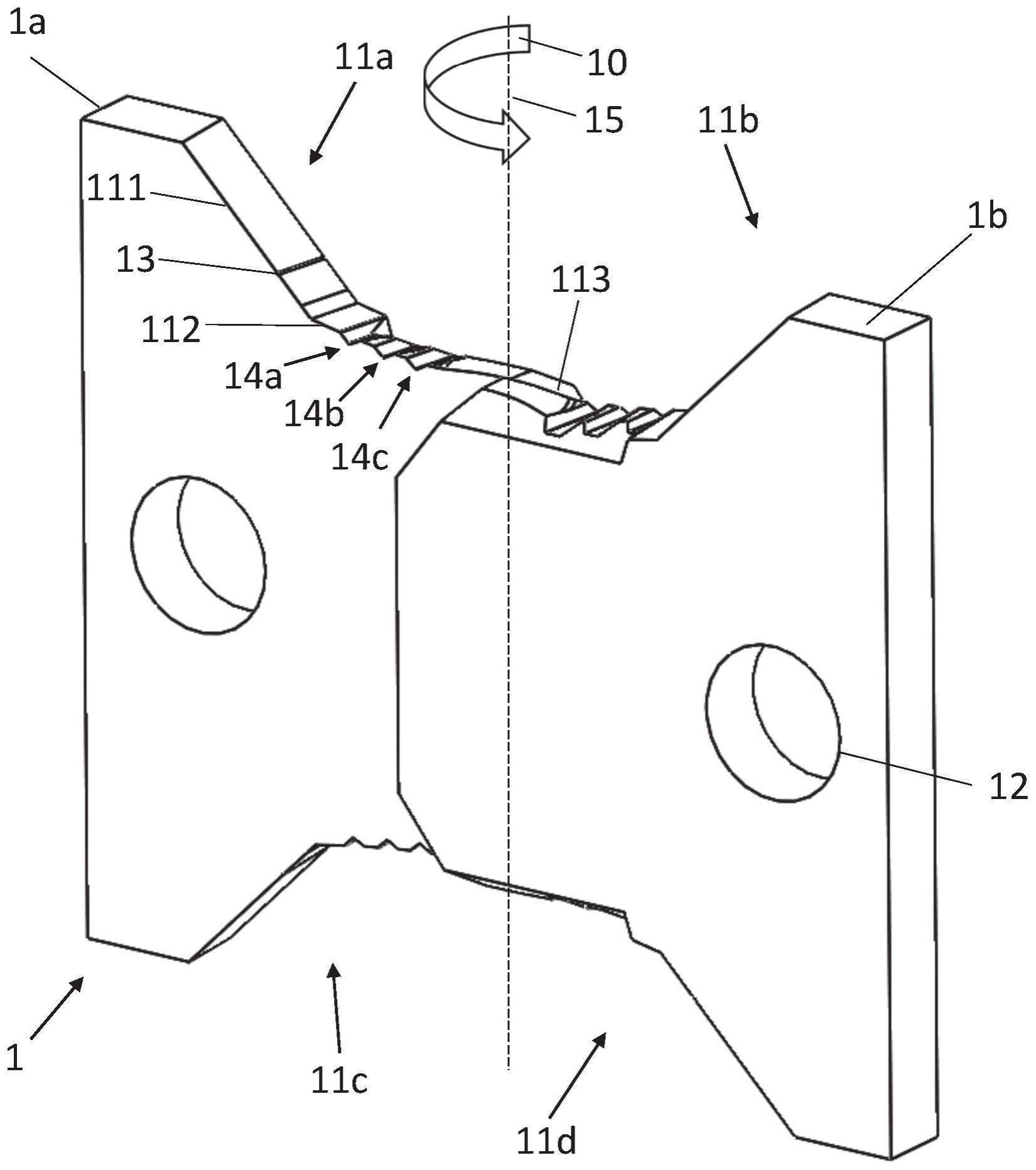
2、根据本发明的实施例,提供一种焊接电极修磨刀,包括多个由旋转中心向外侧延伸的切削部,每个所述切削部包括多段主切削刃,至少一段所述主切削刃上设置有次级切削刃,所述主切削刃与次级切削刃绕所述旋转中心旋转形成修磨面,其中距离所述旋转中心越远的所述主切削刃和/或次级切削刃的刀后角越小。
3、对于焊接面结构较为复杂的焊接电极,修磨刀需要设计与焊接面相匹配的结构,而具有复杂结构的修磨刀常常因为磨损不均而提前报废。发明人经过大量的研究与试验发现,修磨刀磨损不均的原因在于修磨过程中不同区域的工况不同:靠近旋转中心的区域切削刃的磨削速度较慢、相对加工行程较短,而远离旋转中心的区域切削刃的磨削速度较快、相对加工行程较长,因此远离旋转中心的切削刃容易先发生显著磨损,导致精度下降。通过对不同位置切削刃的刀后角进行设置,使靠近旋转中心的切削刃刀刃磨损相对加快、远离旋转中心的切削刃刀刃磨损相对减缓,能够使得修磨刀整体以较为均匀的速度发生损耗,从而延长修磨刀的使用寿命。
4、进一步地,对于距离所述旋转中心x mm的主切削刃或次级切削刃,以度为单位其刀后角f(x)满足:
5、g2(x)<f(x)<g1(x),其中,
6、g1(x)=-0.025x2-0.64x+9.1,
7、g2(x)=0.008x2-0.4x+6。
8、发明人发现:刀后角越大,切削刃越锋利,切削磨损加快,但过大的刀后角会使得切削刃崩裂的风险提高;刀后角越小,切削刃越钝,切削磨损减慢,但过低的刀后角会使得切削刃切削效率与精度降低。因此,需要对切削刃的刀后角进行合理的设计。经过大量理论分析与试验,发明人计算得到了上述数值关系,满足上述数值关系的切削刃在具有良好切削能力的同时在服役过程中能够获得均匀的磨损速度,从而使修磨刀长时间保持较高的精度。
9、进一步地,多个所述次级切削刃组成槽状或棱状的成型部。槽状成型部用于对电极表面凸出的环形脊进行修磨,棱状成型部用于对电极表面的凹槽进行修磨。
10、进一步地,所述主切削刃的刃线长度为1mm-15mm,所述次级切削刃的刃线长度为0.1mm-1mm。刃线长度与电极表面结构尺寸相适应。
11、进一步地,所述次级切削刃沿旋转方向的后侧设置有凹陷的避让区。避让区的设置能够避免切削刃旋转过程中后刀面与被切削电极的环形脊结构相互干涉。
12、进一步地,相邻的所述主切削刃、相邻的所述次级切削刃以以及所述主切削刃与次级切削刃的连接处设置有倒圆角,所述倒圆角半径为0.04mm-2mm。倒圆角能够降低切削刃的应力集中,防止切削刃开裂或崩刃。
13、进一步地,每个所述切削部设置有2-9个主切削刃和2-15个次级切削刃。切削刃的数量与待修磨的焊接电极的表面结构相匹配。
14、进一步地,相邻的次级切削刃之间刃线的夹角为90°-160°。刃线夹角过大,切削效率低;刃线夹角过小,则切削刃容易快速磨损。
15、进一步地,所述焊接电极修磨刀轴向两端分别设置有两组所述切削部。两组所述切削部分别设置在所述焊接电极修磨刀轴向的两端能够同时对一套焊接装置的上下电极同步进行修磨,提高效率的同时保证修磨加工的同轴度,改善修磨精度。根据电极结构的不同,两端的两组切削部结构可以相同也可以是不同的。
16、根据本发明另一个方面的实施例,提供一种焊接电极修磨工具,该工具包括修磨刀和安装座,所述修磨刀安装在安装座中,其中所述修磨刀采用前述任一实施例中的所述焊接电极修磨刀。
技术特征:
1.一种焊接电极修磨刀,包括多个由旋转中心向外侧延伸的切削部,所述切削部绕所述旋转中心旋转形成修磨面,其特征在于,每个所述切削部包括多段主切削刃,至少一段所述主切削刃上设置有次级切削刃,距离所述旋转中心越远的所述主切削刃和/或次级切削刃的刀后角越小。
2.根据权利要求1所述的焊接电极修磨刀,其特征在于,对于距离所述旋转中心x mm的主切削刃或次级切削刃,以度为单位其刀后角f(x)满足:
3.根据权利要求1或2所述的焊接电极修磨刀,其特征在于,多个所述次级切削刃组成槽状或棱状的成型部。
4.根据权利要求1或2所述的焊接电极修磨刀,其特征在于,所述主切削刃的刃线长度为1mm-15mm,所述次级切削刃的刃线长度为0.1mm-1mm。
5.根据权利要求1或2所述的焊接电极修磨刀,其特征在于,所述次级切削刃沿旋转方向的后侧设置有避让区。
6.根据权利要求1或2所述的焊接电极修磨刀,其特征在于,相邻的所述主切削刃、相邻的所述次级切削刃以及所述主切削刃与次级切削刃的连接处设置有倒圆角,所述倒圆角半径为0.04mm-2mm。
7.根据权利要求1或2所述的焊接电极修磨刀,其特征在于,每个所述切削部设置有2-9个主切削刃和2-15个次级切削刃。
8.根据权利要求1或2所述焊接电极修磨刀,其特征在于,相邻的次级切削刃之间刃线的夹角为80°-160°。
9.根据权利要求1或2所述的焊接电极修磨刀,其特征在于,所述焊接电极修磨刀轴向两端分别设置有两组所述切削部。
10.一种焊接电极修磨工具,包括修磨刀和安装座,所述修磨刀安装在所述安装座中,其特征在于,所述修磨刀采用如权利要求1至9中任一所述的焊接电极修磨刀。
技术总结
一种焊接电极修磨刀,包括多个由旋转中心向外侧延伸的切削部,切削部旋转形成修磨面,其中,切削部包括多个主切削刃,至少一段主切削刃上设置有次级切削刃,离旋转中心越远的主切削刃与次级切削刃的刀后角越小。该修磨刀使用过程中能够使中心与外侧的切削刃均匀磨损,延长修磨刀的使用寿命,提高修磨质量。本发明还提供一种焊接电极修磨工具。
技术研发人员:白瑾瑜,杨上陆,王艳俊,陶武,殷琪安
受保护的技术使用者:中国科学院上海光学精密机械研究所
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!