一种智能设备的散热器加工焊接定位装置的制作方法
本发明属于焊接辅助设备,具体为一种智能设备的散热器加工焊接定位装置。
背景技术:
1、智能设备(intelligent device)是指任何一种具有计算处理能力的设备、器械或者机器,其中常用的只能设备主要有笔记本计算机等,其中针对只能设备中的运行散热,通常需要进行内置散热器组件,主要利用铜管以及铜管中的冷凝液,配合均热板和风扇实现综合散热,然而受到智能设备体积限制,实际适用的散热器整体厚度较小,形状较为多变,且针对上述散热器组件的各个部件,在实际生产加工时需要利用焊接定位装配配置焊接器进行焊接组装。
2、现有技术中的智能设备的散热器加工焊接定位装置,在使用过程中,由于铜管厚度小且需要适应智能设备中多个位置的散热使用,通常需要将扁平的铜管设置成弯曲的状态,以达到对各个重点发热位置的散热降温,并在该弯曲铜管上根据实际情况进行均热板的堆叠焊接,然而在进行焊接时定位效果影响着最终焊接质量,目前针对待焊的弯曲铜管,常常采用侧面夹紧或者顶部夹紧的方式,然而顶部夹紧定位时影响上部面积,妨碍叠焊均热板书的位置放置,且采用侧面固定时往往需要根据铜管形状进行定制,使得跟换不同弯曲形状的铜管时则无法良好定位,实际针对待焊弯曲铜管的定位效果一般,应用范围较小,使用效果不佳。
3、此外,现有技术中的智能设备的散热器加工焊接定位装置,在使用过程中,在进行弯曲铜管与其他部件焊接时,往往直接焊接在铜管一侧面上,往往需要进行铜管定位后进行焊剂的涂布,并在涂布后将待焊部件置于涂布有焊剂的铜管上方,并在焊接过程中维持顶部待焊部件的定位固定,然而受到铜管弯曲,且均热板焊接位置的影响,通常定位夹紧部件结构固定,当针对不同智能设备情况下的散热器部件焊接时,难以适应,无法根据不同焊接位置进行顶部的定位操作,实际使用效果不佳。
技术实现思路
1、本发明的目的在于提供一种智能设备的散热器加工焊接定位装置,以解决上述背景技术中提出的问题。
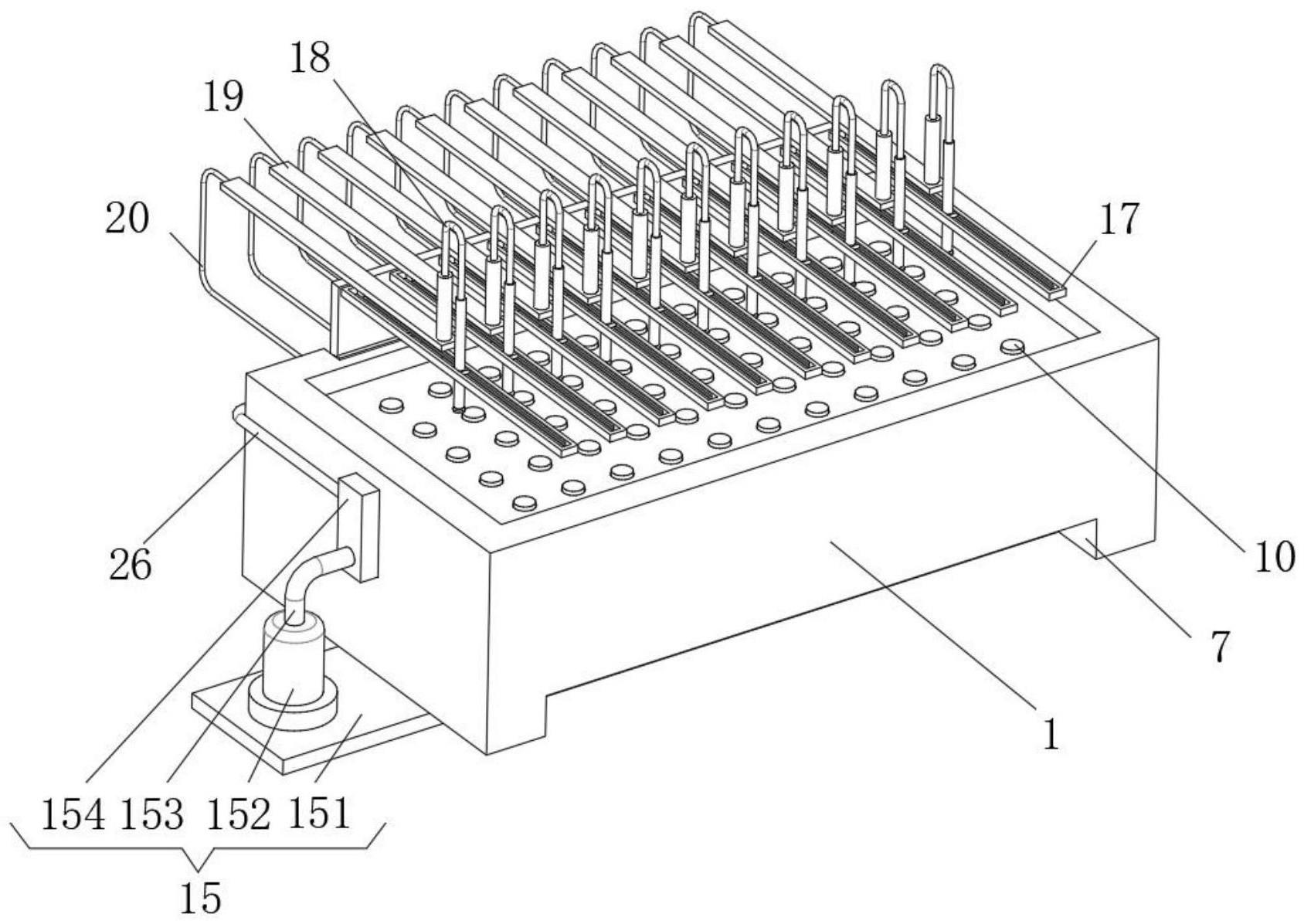
2、为了实现上述目的,本发明提供如下技术方案:一种智能设备的散热器加工焊接定位装置,包括定位台,所述定位台的内部开设有中间腔,所述定位台的顶面开设有顶部孔,所述定位台的底面开设有底部槽,所述底部槽内表面的顶面开设有限位孔,所述定位台的内部分别开设有预留孔和套孔,所述预留孔的上下两端分别与顶部孔和中间腔相连通,所述套孔的上下两端分别于中间腔和限位孔相连通,所述底部槽的内部固定连接有挡板,所述挡板的底面开设有定位孔,所述中间腔的内部套设有活动杆,所述活动杆的上端位于顶部孔的内部,所述活动杆的下端穿过套孔,所述活动杆的底面固定连接有拉杆,所述拉杆套设在定位孔的内部,所述活动杆的外表面固定套接有固定环,所述固定环的底面固定连接有一号弹簧的一端,所述一号弹簧的另一端固定连接在中间腔的底部,所述活动杆的底面固定连接有磁环,所述定位台的侧面固定安装有负压机构,所述负压机构的一端与中间腔相连通,所述定位台的顶部转动安装有支撑板,所述支撑板的侧面固定连接有引导框,所述引导框的顶部滑动安装有夹紧机构。
3、优选的,所述顶部孔的内径小于预留孔的内径,所述限位孔的内径大于套孔的内径,所述套孔的内径与顶部孔的内径以及定位孔的内径相同。
4、优选的,所述活动杆的上端位于顶部孔的上方,所述活动杆和顶部孔一一对应并阵列分布在定位台上。
5、优选的,所述负压机构包括底板、负压泵、气管和控制阀,所述底板固定安装在定位台的侧面上,所述负压泵固定安装在底板的顶面上,所述气管固定连通在负压泵的吸入端,所述控制阀固定连通在定位台的侧面上,所述控制阀与气管相连通。
6、优选的,所述定位台的背面固定连接有分配框,所述夹紧机构的一端固定连通有连通板,所述连通板与分配框之间固定连通有连通管,所述分配框与控制阀之间固定连通有曲管。
7、优选的,所述夹紧机构包括滑动管、活动板、固定管、曲杆、二号弹簧和压板,所述滑动管滑动套接在引导框的内部,所述固定管固定连通在连通板的顶部,所述曲杆的两端分别活动套接在滑动管和固定管的内部,所述二号弹簧固定连接在固定管的内部且与曲杆的一端固定连接,所述曲杆的另一端穿过滑动管并延伸至滑动管的下方且与压板固定连接,所述活动板活动套接在曲杆的外表面上。
8、优选的,所述引导框的内部开设有滑槽,所述滑槽的内表面与活动板滑动套接。
9、优选的,所述定位台的顶面开设有顶部槽,所述顶部槽的内部固定连接有固定轴,所述固定轴转动套接在支撑板的内部。
10、优选的,所述顶部槽内表面的顶部固定连接有限位板,所述限位板位于靠近顶部孔一侧的方向上。
11、本发明的有益效果如下:
12、1、本发明通过在定位台的顶面开设阵列分布的顶部孔,并配合中间腔和预留孔,通过活动杆的套接完成顶部孔的密封,且通过使得活动杆顶部略微高处顶部孔,针对弯曲铜管的定位时,随着铜管按下放置,将底部对应的活动杆向下压缩,并配合挡板与对应的活动杆,方便直接从底部将受压的拉杆从挡板底部拉出,并配合磁环实现与挡板顶面的吸附固定,同时活动杆的下拉后移动至预留孔中,配合预留孔和顶部孔的直径差,使得顶部孔直接与中间腔连通,并配合启动负压机构抽吸中间腔中的空气,在铜管密封主对应顶部孔下,使得中间腔中形成负压空间,从而使得铜管上下面形成气压差并完成吸附定位,且实际使用过程中根据不同弯曲形状的铜管,配合按压式下压不同位置的活动杆,实现不同位置的负压吸附定位,实际使用范围大大增加,同时底面负压吸附固定的同时减小定位时对铜管上方的阻碍,为后续焊接提高了便捷性。
13、2、本发明通过在定位台的顶部通过支撑板与固定轴转动套接,且使得支撑板的侧面固定安装引导框,在进行铜管定位时可使得夹紧机构翻转至后侧,提高操作空间,并在铜管定位后使得夹紧机构翻转复位至上方,且配合可滑动调节的夹紧机构,根据铜管的弯曲形状以及实际焊接位置,可以任意调节每组夹紧机构的位置,并在调整后通过负压机构中的控制阀,维持中间腔负压状态的同时从夹紧机构中抽吸空气,使得夹紧机构中的固定管在负压下带动曲杆的下移,并快速实现多组压板的移动,从而实现放置后均热板等部件的顶部定位固定,操作便捷,适用范围广,使用效果好。
14、3、本发明通过再次利用负压机构提供抽吸动力,并配合活动杆的下移,对指定几组顶部孔进行打开,并配合打开后启动负压机构时在顶部孔顶部形成快速吸入的空气流,从而利用空气流的吸附效果,沿着顶部孔进行各个待焊部件的表面除尘,将表面附着的灰尘和杂质吸入至中间腔中,从而避免待焊接部件表面残留的固体杂质影响焊接质量,保证焊接时接触面稳定,操作清洁便捷。使用效果好。
技术特征:
1.一种智能设备的散热器加工焊接定位装置,包括定位台(1),其特征在于:所述定位台(1)的内部开设有中间腔(2),所述定位台(1)的顶面开设有顶部孔(3),所述定位台(1)的底面开设有底部槽(7),所述底部槽(7)内表面的顶面开设有限位孔(6),所述定位台(1)的内部分别开设有预留孔(4)和套孔(5),所述预留孔(4)的上下两端分别与顶部孔(3)和中间腔(2)相连通,所述套孔(5)的上下两端分别于中间腔(2)和限位孔(6)相连通,所述底部槽(7)的内部固定连接有挡板(8),所述挡板(8)的底面开设有定位孔(9),所述中间腔(2)的内部套设有活动杆(10),所述活动杆(10)的上端位于顶部孔(3)的内部,所述活动杆(10)的下端穿过套孔(5),所述活动杆(10)的底面固定连接有拉杆(11),所述拉杆套设在定位孔(9)的内部,所述活动杆(10)的外表面固定套接有固定环(13),所述固定环(13)的底面固定连接有一号弹簧(14)的一端,所述一号弹簧(14)的另一端固定连接在中间腔(2)的底部,所述活动杆(10)的底面固定连接有磁环(12),所述定位台(1)的侧面固定安装有负压机构(15),所述负压机构(15)的一端与中间腔(2)相连通,所述定位台(1)的顶部转动安装有支撑板(23),所述支撑板(23)的侧面固定连接有引导框(17),所述引导框(17)的顶部滑动安装有夹紧机构(18)。
2.根据权利要求1所述的一种智能设备的散热器加工焊接定位装置,其特征在于:所述顶部孔(3)的内径小于预留孔(4)的内径,所述限位孔(6)的内径大于套孔(5)的内径,所述套孔(5)的内径与顶部孔(3)的内径以及定位孔(9)的内径相同。
3.根据权利要求1所述的一种智能设备的散热器加工焊接定位装置,其特征在于:所述活动杆(10)的上端位于顶部孔(3)的上方,所述活动杆(10)和顶部孔(3)一一对应并阵列分布在定位台(41)上。
4.根据权利要求1所述的一种智能设备的散热器加工焊接定位装置,其特征在于:所述负压机构(15)包括底板(151)、负压泵(152)、气管(153)和控制阀(154),所述底板(151)固定安装在定位台(1)的侧面上,所述负压泵(152)固定安装在底板(151)的顶面上,所述气管(153)固定连通在负压泵(152)的吸入端,所述控制阀(154)固定连通在定位台(1)的侧面上,所述控制阀(154)与气管(153)相连通。
5.根据权利要求1所述的一种智能设备的散热器加工焊接定位装置,其特征在于:所述定位台(1)的背面固定连接有分配框(16),所述夹紧机构(18)的一端固定连通有连通板(19),所述连通板(19)与分配框(16)之间固定连通有连通管(20),所述分配框(16)与控制阀(154)之间固定连通有曲管(26)。
6.根据权利要求1所述的一种智能设备的散热器加工焊接定位装置,其特征在于:所述夹紧机构(18)包括滑动管(181)、活动板(182)、固定管(183)、曲杆(184)、二号弹簧(185)和压板(186),所述滑动管(181)滑动套接在引导框(17)的内部,所述固定管(183)固定连通在连通板(19)的顶部,所述曲杆(184)的两端分别活动套接在滑动管(181)和固定管(183)的内部,所述二号弹簧(185)固定连接在固定管(183)的内部且与曲杆(184)的一端固定连接,所述曲杆(184)的另一端穿过滑动管(181)并延伸至滑动管(181)的下方且与压板(186)固定连接,所述活动板(182)活动套接在曲杆(184)的外表面上。
7.根据权利要求1所述的一种智能设备的散热器加工焊接定位装置,其特征在于:所述引导框(17)的内部开设有滑槽(25),所述滑槽(25)的内表面与活动板(182)滑动套接。
8.根据权利要求1所述的一种智能设备的散热器加工焊接定位装置,其特征在于:所述定位台(1)的顶面开设有顶部槽(21),所述顶部槽(21)的内部固定连接有固定轴(22),所述固定轴(22)转动套接在支撑板(23)的内部。
9.根据权利要求8所述的一种智能设备的散热器加工焊接定位装置,其特征在于:所述顶部槽(21)内表面的顶部固定连接有限位板(24),所述限位板(24)位于靠近顶部孔(3)一侧的方向上。
技术总结
本发明属于焊接辅助设备技术领域,且公开了一种智能设备的散热器加工焊接定位装置,包括定位台,所述定位台的内部开设有中间腔,所述定位台的顶面开设有顶部孔。本发明通过活动杆的下拉后移动至预留孔中,配合预留孔和顶部孔的直径差,使得顶部孔直接与中间腔连通,并配合启动负压机构抽吸中间腔中的空气,在铜管密封主对应顶部孔下,使得中间腔中形成负压空间,从而使得铜管上下面形成气压差并完成吸附定位,且实际使用过程中根据不同弯曲形状的铜管,配合按压式下压不同位置的活动杆,实现不同位置的负压吸附定位,实际使用范围大大增加,同时底面负压吸附固定的同时减小定位时对铜管上方的阻碍,为后续焊接提高了便捷性。
技术研发人员:唐鹏
受保护的技术使用者:江苏捷士通射频系统有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!