基于锻压机的环形工件锻造装置的制作方法
本发明涉及环形工件锻造装置,具体涉及基于锻压机的环形工件锻造装置。
背景技术:
1、在通过锻压机对工件进行锻造时,传统的方式是通过锻造装置在工件进行锻造时进行翻转和移动工件,并将工件放置在模具上进行锻压成型。但在实际使用时,为了减少夹持臂所受到锻造时的工件振力,会对通过夹持臂松开对工件的夹持,但这样会导致锻造后的工件整体形状较差,因此只能保持对工件的夹持,但通过经常检修和定期更换锻造装置的配件,以保证锻压装置能够正常工作。
2、在对柱状工件进行旋转锻压时,需要该锻压装置对工件进行边旋转边锻造,而传统对工件旋转的方式是通过夹持臂夹住工件的边缘,并将向上抬起夹持臂,在将工件夹起后,适当放松夹持臂,使得工件沿着与夹持臂的接触点进行旋转,实现工件的旋转。但通过这种旋转方式,向上提上的高度难以把控,并且适当放松夹持臂的距离难以把控,往往会出现旋转的角度偏差较大的问题,而旋转角度较差,在最开始旋转锻造时则无任何影响,但在最后一圈旋转锻造时,则工件需要较高的圆润度,减少后续进行车屑时,刀具的进给量较大而造成时间上的浪费。并且圆润度越好,则锻造时所用到的钢料也可以减少,有利于在生产时节省材料和时间的成本。而对于该圆润度可以有较小的凸凹厚度,但传统的夹持旋转凸凹厚度较大,不便于后续加工。
3、因此,有必要设计基于锻压机的环形工件锻造装置,能够减少锻造时的振动传导给夹持臂,并且能够提升工件旋转的精度,使得锻造后的工件整体圆润度较好。
技术实现思路
1、针对上述存在的技术不足,本发明的目的是提供基于锻压机的环形工件锻造装置,能够减少锻造时的振动传导给夹持臂,并且能够提升工件旋转的精度,使得锻造后的工件整体圆润度较好。
2、为了实现上述目的,本发明采用如下技术方案:本发明提供基于锻压机的环形工件锻造装置,包括用于放置工件的基台和用于对工件进行翻转和移动的夹持臂,其特征在于,包括分别安装于两个夹持臂上的两个弹性夹持臂和两个弹臂翻转机构,弹臂翻转机构固定安装于夹持臂上,弹臂翻转机构用于带动弹性夹持臂旋转,弹性夹持臂固定安装于弹臂翻转机构上,弹性夹持臂用于对工件夹持,弹性夹持臂包括两个球头、两个弹性推杆和两个阻尼器,两个弹性推杆均固定安装于弹臂翻转机构的旋转座,两个球头分别固定安装于两个弹性推杆的端部,通过两个球头与工件抵触,工件将卡在两个球头之间,且两个弹性推杆向内侧倾斜,弹臂翻转机构的旋转座上固定设置有错位推开机构,错位推开机构上设置有长推杆和短推杆,长推杆和短推杆用于分别推动两个弹性推杆收缩。
3、优选地,弹臂翻转机构包括翻转座、旋转拉动机构、转座一和转座二,转座一和转座二均固定安装于夹持臂,翻转座与转座一转动连接,旋转拉动机构与转座二转动连接,旋转拉动机构的拉动端与翻转座的顶部铰接,弹性推杆、错位推开机构和阻尼器均安装于翻转座。
4、优选地,每个弹性推杆均包括方形滑柱、抵触弹簧、连接板和限位板,翻转座与方形滑柱滑动连接,翻转座上开设有供方形滑柱滑动的方孔,球头固定安装于方形滑柱的左端,限位板固定安装于方形滑柱的右端,抵触弹簧用于对连接板提供远离翻转座的推力,阻尼器固定安装于翻转座,阻尼器的工作端与连接板固定连接,当长推杆和短推杆推动时将与限位板接触。
5、优选地,还包括弹力调节机构,弹力调节机构固定安装于翻转座,弹力调节机构用于推动抵触弹簧朝向连接板压缩。
6、优选地,弹力调节机构包括抵板和螺钉,螺钉啮合于翻转座,翻转座上开设有与螺钉啮合的螺纹孔,抵板与螺钉滑动连接,方形滑柱的一端与抵板抵触,螺钉与抵板转动连接。
7、优选地,错位推开机构包括电液推杆一和安装板,电液推杆一固定安装于翻转座,安装板与电液推杆一的输出端固定连接,短推杆和长推杆均与安装板固定连接。
8、优选地,旋转拉动机构包括电液推杆二和铰接座,电液推杆二的底部与转座二铰接,铰接座固定安装于电液推杆二的输出端,铰接座与翻转座的背部铰接。
9、优选地,当旋转拉动机构处于初始位置时,翻转座与转座一贴合,翻转座和转座一上设置有彼此贴合的斜面。
10、本发明的有益效果在于:该基于锻压机的环形工件锻造装置,在需要弹性夹持臂对工件进行夹持时,通过弹性夹持臂的工作端运动至夹持臂前侧,更快的与工件接触,再通过弹性夹持臂对工件进行夹持,减少振动传导给夹持臂。
11、并且通过弹性夹持臂运动至图5的状态,再通过两个夹持臂继续向内挤压,使得弹性夹持臂被压缩呈现图6的状态,随后弹性夹持臂向上旋转,将工件抬起,呈现图7的状态,最后通过错位推开机构进行推动,使得两个球头与工件分离,即实现工件先发生转动后分离,最后通过弹臂翻转机构推动弹性夹持臂复位,再重复上述过程,进而不断的对工件进行高精度旋转,在配合上锻压机锻造,使得锻造后的工件整体圆润度较好。
技术特征:
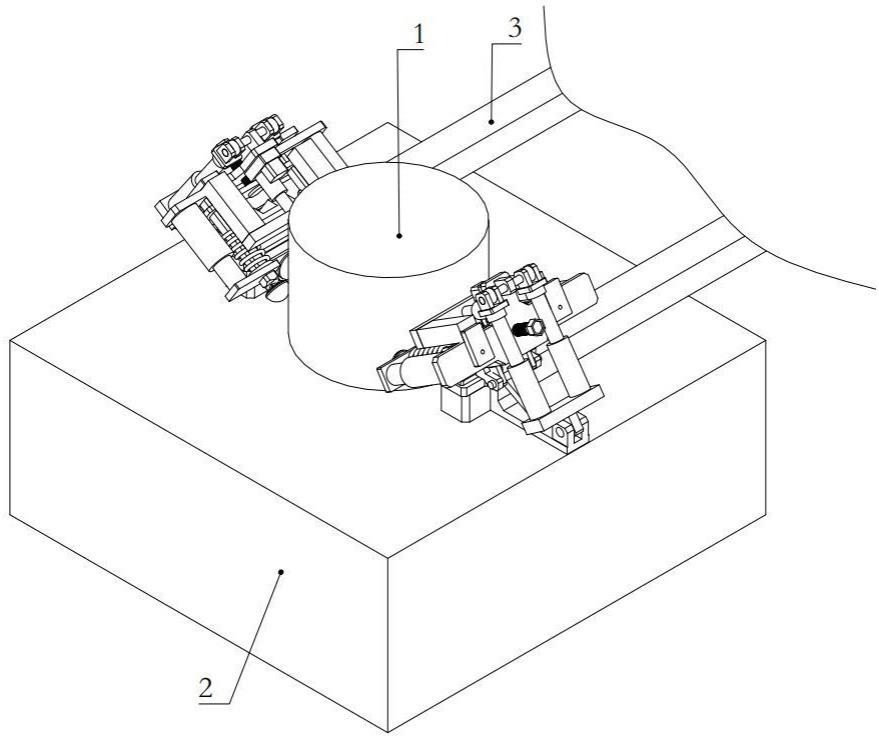
1.基于锻压机的环形工件锻造装置,包括用于放置工件(1)的基台(2)和用于对工件(1)进行翻转和移动的夹持臂(3),其特征在于,包括分别安装于两个夹持臂(3)上的两个弹性夹持臂(4)和两个弹臂翻转机构(5),弹臂翻转机构(5)固定安装于夹持臂(3)上,弹臂翻转机构(5)用于带动弹性夹持臂(4)旋转,弹性夹持臂(4)固定安装于弹臂翻转机构(5)上,弹性夹持臂(4)用于对工件(1)夹持;
2.如权利要求1所述的基于锻压机的环形工件锻造装置,其特征在于,弹臂翻转机构(5)包括翻转座(5a)、旋转拉动机构(5b)、转座一(5c)和转座二(5d),转座一(5c)和转座二(5d)均固定安装于夹持臂(3),翻转座(5a)与转座一(5c)转动连接,旋转拉动机构(5b)与转座二(5d)转动连接,旋转拉动机构(5b)的拉动端与翻转座(5a)的顶部铰接,弹性推杆(4b)、错位推开机构(6)和阻尼器(4c)均安装于翻转座(5a)。
3.如权利要求2所述的基于锻压机的环形工件锻造装置,其特征在于,每个弹性推杆(4b)均包括方形滑柱(4b1)、抵触弹簧(4b2)、连接板(4b3)和限位板(4b4),翻转座(5a)与方形滑柱(4b1)滑动连接,翻转座(5a)上开设有供方形滑柱(4b1)滑动的方孔,球头(4a)固定安装于方形滑柱(4b1)的左端,限位板(4b4)固定安装于方形滑柱(4b1)的右端,抵触弹簧(4b2)用于对连接板(4b3)提供远离翻转座(5a)的推力,阻尼器(4c)固定安装于翻转座(5a),阻尼器(4c)的工作端与连接板(4b3)固定连接,当长推杆(6a)和短推杆(6b)推动时将与限位板(4b4)接触。
4.如权利要求3所述的基于锻压机的环形工件锻造装置,其特征在于,还包括弹力调节机构(8),弹力调节机构(8)固定安装于翻转座(5a),弹力调节机构(8)用于推动抵触弹簧(4b2)朝向连接板(4b3)压缩。
5.如权利要求4所述的基于锻压机的环形工件锻造装置,其特征在于,弹力调节机构(8)包括抵板(8a)和螺钉(8b),螺钉(8b)啮合于翻转座(5a),翻转座(5a)上开设有与螺钉(8b)啮合的螺纹孔,抵板(8a)与螺钉(8b)1滑动连接,方形滑柱(4b1)的一端与抵板(8a)抵触,螺钉(8b)与抵板(8a)转动连接。
6.如权利要求3所述的基于锻压机的环形工件锻造装置,其特征在于,错位推开机构(6)包括电液推杆一(6c)和安装板(6d),电液推杆一(6c)固定安装于翻转座(5a),安装板(6d)与电液推杆一(6c)的输出端固定连接,短推杆(6b)和长推杆(6a)均与安装板(6d)固定连接。
7.如权利要求2所述的基于锻压机的环形工件锻造装置,其特征在于,旋转拉动机构(5b)包括电液推杆二(5b1)和铰接座(5b2),电液推杆二(5b1)的底部与转座二(5d)铰接,铰接座(5b2)固定安装于电液推杆二(5b1)的输出端,铰接座(5b2)与翻转座(5a)的背部铰接。
8.如权利要求2所述的基于锻压机的环形工件锻造装置,其特征在于,当旋转拉动机构(5b)处于初始位置时,翻转座(5a)与转座一(5c)贴合,翻转座(5a)和转座一(5c)上设置有彼此贴合的斜面。
技术总结
本发明涉及环形工件锻造装置技术领域,具体涉及基于锻压机的环形工件锻造装置,包括用于放置工件的基台和用于对工件进行翻转和移动的夹持臂,还包括分别安装于两个夹持臂上的两个弹性夹持臂和两个弹臂翻转机构,弹臂翻转机构固定安装于夹持臂上,弹臂翻转机构用于带动弹性夹持臂旋转,该基于锻压机的环形工件锻造装置,在需要弹性夹持臂对工件进行夹持时,通过弹性夹持臂的工作端运动至夹持臂前侧,更快的与工件接触,再通过弹性夹持臂对工件进行夹持,减少振动传导给夹持臂,工件先发生转动后分离,最后通过弹臂翻转机构推动弹性夹持臂复位,进而不断的对工件进行高精度旋转,在配合上锻压机锻造,使得锻造后的工件整体圆润度较好。
技术研发人员:李奇峰
受保护的技术使用者:江苏钜丰成型科技有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!