一种钢结构自动焊接生产线的制作方法
本发明涉及钢结构生产设备,具体涉及一种钢结构自动焊接生产线。
背景技术:
1、钢结构常用的连接方法有:焊缝连接,螺栓连接,铆接。其中螺栓连接作为链接里较强的连接方式被广泛应用;在螺栓连接中起到关键作用的钢结构节点连接件一般为钢材焊接件,必须保证其焊接质量;现有的钢结构节点连接件均为定制化、人工焊接生产的产物,所以无法工业化、标准化生产。
2、根据申请号为cn202110970314.4的专利文件提供的一种钢结构件自动焊接机及焊接方法,一种钢结构件自动焊接机包括跨在待焊的钢结构件上的可沿钢结构件纵向移动的龙门架和设置在龙门架内的焊接臂,所述焊接臂包括机械臂、固定设置在机械臂上端的安装板、设置在龙门架顶部用于带动安装板横向移动的横移装置、固定设置在机械臂下端的连接板、固定设置在连接板上的焊枪以及设置在焊枪一旁且与连接板固定连接的三维成像装置。
3、但是上述专利只是针对钢结构型材在生产过程中的自动走焊、翻转的步骤实现自动化,但是对于钢结构节点连接件结构较为复杂的焊接步骤无法自动化完成。
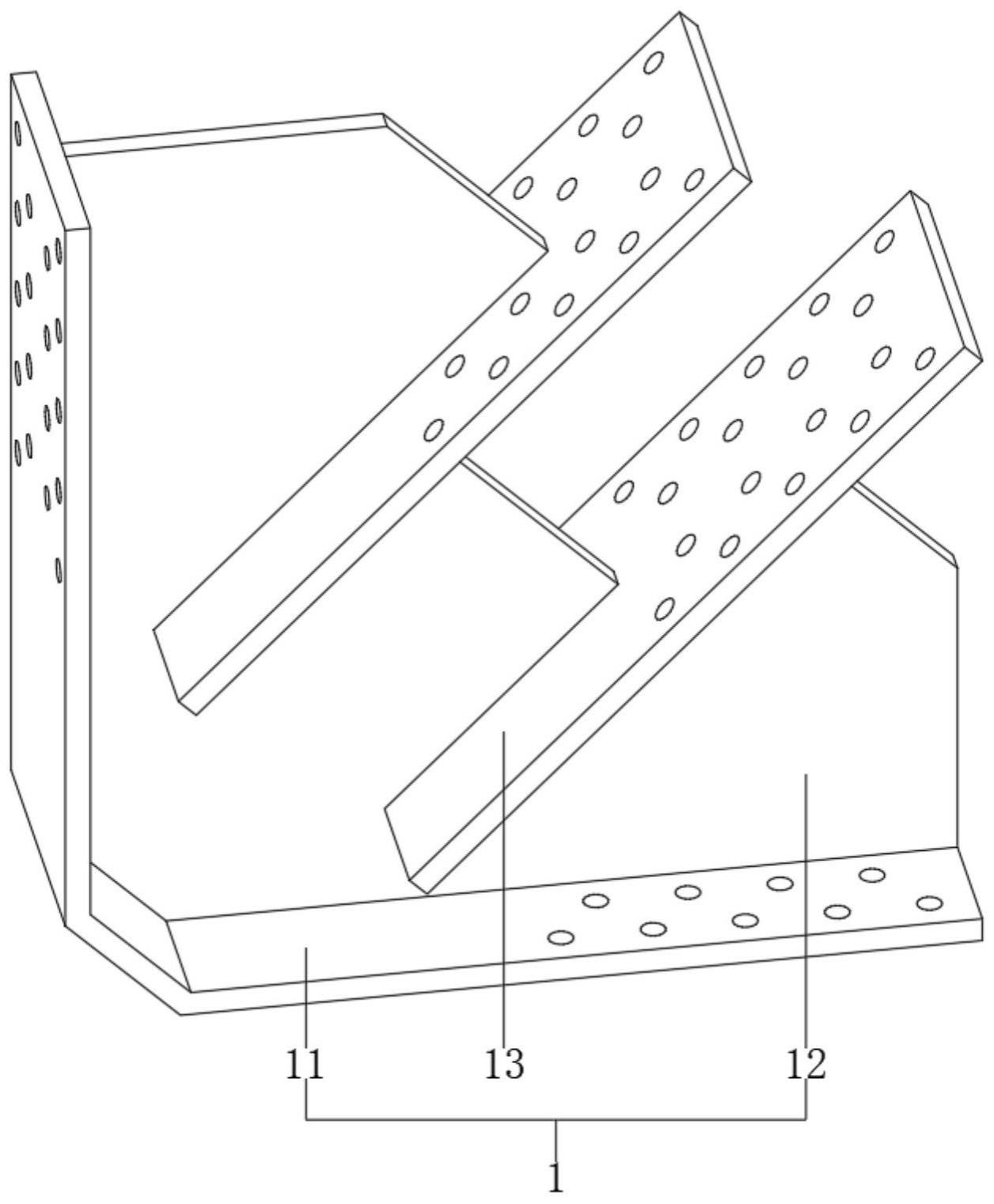
4、各种钢结构节点中,n形节点连接件1最为常用;其形状结构请着重参考附图1,包括直角弯板11,所述直角弯板11的内侧设有肋板12,所述肋板12的中部设有两个斜向连接板13;其他k形或tk形节点都可以通过多个n形节点连接件组合或者通过n形节点连接件于其他零件组合得到,但现有技术无法自动化批量焊接生产n形节点连接件,无法满足生产需求。
技术实现思路
1、针对上述问题本发明提供了一种钢结构自动焊接生产线,目的是为了解决上述背景技术中提出的钢结构节点连接件无法自动化焊接生产的技术问题。
2、为实现上述目的,本发明提供如下技术方案:一种钢结构自动焊接生产线,包括滑槽底座,所述滑槽底座的顶面中部设有推送机构,所述推送机构的中部滑动连接多个定位工装,多个所述定位工装的中部均设有n形节点连接件,所述推送机构的两侧对称依序设有第一五轴焊接机械臂、第二五轴焊接机械臂和焊渣清理机构,多个所述第一五轴焊接机械臂、多个所述第二五轴焊接机械臂和多个所述焊渣清理机构分别通过可调节固定支架设于所述滑槽底座的中部。
3、进一步的,所述推送机构包括推送基座,所述推送基座的中部转动连接多个推送丝杆,多个所述推送丝杆咬合连接多个所述定位工装的底面,多个所述推送丝杆的一端分别同轴连接推送蜗轮,多个所述推送蜗轮分别咬合连接推送蜗杆,多个所述推送蜗杆的一端分别同轴连接从动锥齿轮,多个所述从动锥齿轮分别咬合连接驱动锥齿轮,多个所述驱动锥齿轮均同轴连接推送驱动轴的中部,所述推送驱动轴同轴连接于推送电机的输出端。
4、进一步的,所述推送基座的中部开设有推送滑道,所述推送滑道的内部滑动连接多个所述定位工装的底部,所述推送滑道的一端开设有上料槽,其另一端开设有下料槽,所述推送滑道的底面低于多个所述推送丝杆的最高点。
5、进一步的,所述定位工装包括定位基座,所述定位基座的中部设有所述n形节点连接件,所述定位基座的两端顶面设于定位滑架的下部两端,所述定位滑架的中部设有定位夹紧组件,所述定位夹紧组件设于所述n形节点连接件的上方。
6、进一步的,所述定位基座的顶面中部开设有直角定位槽,所述n形节点连接件的直角两侧设于所述直角定位槽的内部,所述定位基座的底面设有推送滑条,所述推送滑条滑动连接于所述推送机构的内部,所述推送滑条的底面设有推送螺纹槽,所述推送螺纹槽螺纹连接所述推送机构的中部。
7、进一步的,所述定位滑架包括滑架横杆,所述滑架横杆的底面两端对称设有滑架立柱,多个所述滑架立柱的下端分别设于所述定位基座的顶面两端,多个所述滑架立柱的中部分别滑动连接于所述定位夹紧组件的两端,所述滑架横杆的中部转动连接夹紧驱动蜗轮,所述夹紧驱动蜗轮的内部螺纹连接于所述定位夹紧组件的上部,所述夹紧驱动蜗轮的一侧咬合连接夹紧驱动蜗杆,所述夹紧驱动蜗杆转动连接于所述滑架横杆的内部,所述夹紧驱动蜗杆的一端开设有内六角槽。
8、进一步的,所述定位夹紧组件包括夹紧螺纹柱,所述夹紧螺纹柱的中部螺纹连接于所述夹紧驱动蜗轮的内部,所述夹紧螺纹柱的下端设于夹紧块的顶面中部,所述夹紧块的两端分别滑动连接于多个所述滑架立柱的中部,所述夹紧块的底面中部开设有多个连接板定位槽,所述夹紧块的底面、多个所述连接板定位槽的两侧对称开设有肋板定位槽。
9、进一步的,所述焊渣清理机构包括清理基座,所述清理基座的中部设有多个伸缩缸,多个所述伸缩缸的执行端均设于伸缩板的一侧,所述伸缩板的另一侧设有直角焊缝清理组件,所述伸缩板的另一侧、所述直角焊缝清理组件的上方设有竖向焊缝清理组件。
10、进一步的,所述直角焊缝清理组件包括直角刷架,所述直角刷架的一侧设有直角钢刷,所述直角刷架的另一侧滑动连接于多个水平导杆的中部,多个所述水平导杆的两端分别套设有水平弹簧,多个所述水平导杆的两端分别设于水平支架的一侧,多个所述水平支架设于所述伸缩板的另一侧,所述直角刷架的内部嵌设有水平振动马达。
11、进一步的,所述竖向焊缝清理组件包括竖缝刷架,所述竖缝刷架的一侧设有多个竖缝钢刷,所述竖缝刷架的另一侧滑动连接于多个垂直导杆的中部,多个所述垂直导杆的两端分别套设有垂直弹簧,多个所述垂直导杆的两端分别设于垂直支架的一侧,多个所述垂直支架设于所述伸缩板的另一侧,所述竖缝刷架的内部嵌设有垂直振动马达。
12、与现有技术相比,本发明的有益效果是:
13、通过定位工装将要焊接的n形节点连接件夹紧固定;通过推送机构将定位工装依次推送经过多个焊接机械臂;通过两侧对称设置的焊接机械臂同时对称焊接两侧焊缝,从而使单侧焊接产生的应力抵消,避免焊接应力导致产品变形;通过焊渣清理机构对产品进行焊渣清理;实现了钢结构连接件的标准化批量生产。
技术特征:
1.一种钢结构自动焊接生产线,包括滑槽底座(2),其特征在于:所述滑槽底座(2)的顶面中部设有推送机构(3),所述推送机构(3)的中部滑动连接多个定位工装(4),多个所述定位工装(4)的中部均设有n形节点连接件(1),所述推送机构(3)的两侧对称依序设有第一五轴焊接机械臂(5)、第二五轴焊接机械臂(6)和焊渣清理机构(7),多个所述第一五轴焊接机械臂(5)、多个所述第二五轴焊接机械臂(6)和多个所述焊渣清理机构(7)分别通过可调节固定支架(8)设于所述滑槽底座(2)的中部。
2.根据权利要求1所述的一种钢结构自动焊接生产线,其特征在于:所述推送机构(3)包括推送基座(31),所述推送基座(31)的中部转动连接多个推送丝杆(32),多个所述推送丝杆(32)咬合连接多个所述定位工装(4)的底面,多个所述推送丝杆(32)的一端分别同轴连接推送蜗轮(33),多个所述推送蜗轮(33)分别咬合连接推送蜗杆(34),多个所述推送蜗杆(34)的一端分别同轴连接从动锥齿轮(35),多个所述从动锥齿轮(35)分别咬合连接驱动锥齿轮(36),多个所述驱动锥齿轮(36)均同轴连接推送驱动轴(37)的中部,所述推送驱动轴(37)同轴连接于推送电机(38)的输出端。
3.根据权利要求2所述的一种钢结构自动焊接生产线,其特征在于:所述推送基座(31)的中部开设有推送滑道(311),所述推送滑道(311)的内部滑动连接多个所述定位工装(4)的底部,所述推送滑道(311)的一端开设有上料槽(312),其另一端开设有下料槽(313),所述推送滑道(311)的底面低于多个所述推送丝杆(32)的最高点。
4.根据权利要求1所述的一种钢结构自动焊接生产线,其特征在于:所述定位工装(4)包括定位基座(41),所述定位基座(41)的中部设有所述n形节点连接件(1),所述定位基座(41)的两端顶面设于定位滑架(42)的下部两端,所述定位滑架(42)的中部设有定位夹紧组件(43),所述定位夹紧组件(43)设于所述n形节点连接件(1)的上方。
5.根据权利要求4所述的一种钢结构自动焊接生产线,其特征在于:所述定位基座(41)的顶面中部开设有直角定位槽(411),所述n形节点连接件(1)的直角两侧设于所述直角定位槽(411)的内部,所述定位基座(41)的底面设有推送滑条(412),所述推送滑条(412)滑动连接于所述推送机构(3)的内部,所述推送滑条(412)的底面设有推送螺纹槽(413),所述推送螺纹槽(413)螺纹连接所述推送机构(3)的中部。
6.根据权利要求4所述的一种钢结构自动焊接生产线,其特征在于:所述定位滑架(42)包括滑架横杆(421),所述滑架横杆(421)的底面两端对称设有滑架立柱(422),多个所述滑架立柱(422)的下端分别设于所述定位基座(41)的顶面两端,多个所述滑架立柱(422)的中部分别滑动连接于所述定位夹紧组件(43)的两端,所述滑架横杆(421)的中部转动连接夹紧驱动蜗轮(423),所述夹紧驱动蜗轮(423)的内部螺纹连接于所述定位夹紧组件(43)的上部,所述夹紧驱动蜗轮(423)的一侧咬合连接夹紧驱动蜗杆(424),所述夹紧驱动蜗杆(424)转动连接于所述滑架横杆(421)的内部,所述夹紧驱动蜗杆(424)的一端开设有内六角槽(425)。
7.根据权利要求6所述的一种钢结构自动焊接生产线,其特征在于:所述定位夹紧组件(43)包括夹紧螺纹柱(431),所述夹紧螺纹柱(431)的中部螺纹连接于所述夹紧驱动蜗轮(423)的内部,所述夹紧螺纹柱(431)的下端设于夹紧块(432)的顶面中部,所述夹紧块(432)的两端分别滑动连接于多个所述滑架立柱(422)的中部,所述夹紧块(432)的底面中部开设有多个连接板定位槽(433),所述夹紧块(432)的底面、多个所述连接板定位槽(433)的两侧对称开设有肋板定位槽(434)。
8.根据权利要求1所述的一种钢结构自动焊接生产线,其特征在于:所述焊渣清理机构(7)包括清理基座(71),所述清理基座(71)的中部设有多个伸缩缸(72),多个所述伸缩缸(72)的执行端均设于伸缩板(73)的一侧,所述伸缩板(73)的另一侧设有直角焊缝清理组件(74),所述伸缩板(73)的另一侧、所述直角焊缝清理组件(74)的上方设有竖向焊缝清理组件(75)。
9.根据权利要求8所述的一种钢结构自动焊接生产线,其特征在于:所述直角焊缝清理组件(74)包括直角刷架(741),所述直角刷架(741)的一侧设有直角钢刷(742),所述直角刷架(741)的另一侧滑动连接于多个水平导杆(743)的中部,多个所述水平导杆(743)的两端分别套设有水平弹簧(744),多个所述水平导杆(743)的两端分别设于水平支架(745)的一侧,多个所述水平支架(745)设于所述伸缩板(73)的另一侧,所述直角刷架(741)的内部嵌设有水平振动马达(746)。
10.根据权利要求8所述的一种钢结构自动焊接生产线,其特征在于:所述竖向焊缝清理组件(75)包括竖缝刷架(751),所述竖缝刷架(751)的一侧设有多个竖缝钢刷(752),所述竖缝刷架(751)的另一侧滑动连接于多个垂直导杆(753)的中部,多个所述垂直导杆(753)的两端分别套设有垂直弹簧(754),多个所述垂直导杆(753)的两端分别设于垂直支架(755)的一侧,多个所述垂直支架(755)设于所述伸缩板(73)的另一侧,所述竖缝刷架(751)的内部嵌设有垂直振动马达(756)。
技术总结
本发明提供了一种钢结构自动焊接生产线,包括滑槽底座,滑槽底座的顶面中部设有推送机构,推送机构的中部滑动连接多个定位工装,多个定位工装的中部均设有N形节点连接件,推送机构的两侧对称依序设有第一五轴焊接机械臂、第二五轴焊接机械臂和焊渣清理机构,多个第一五轴焊接机械臂、多个第二五轴焊接机械臂和多个焊渣清理机构分别通过可调节固定支架设于滑槽底座的中部,该发明通过定位工装将要焊接的N形节点连接件夹紧固定;通过推送机构将定位工装依次推送经过多个焊接机械臂;通过焊接机械臂同时对称焊接两侧焊缝,使应力抵消,避免焊接应力导致产品变形;通过焊渣清理机构对产品进行焊渣清理;实现了钢结构连接件的标准化批量生产。
技术研发人员:洪浩,兰子良,黄国根
受保护的技术使用者:漳州市军立工贸有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!