一种滚轮内圈非标件的车削工艺的制作方法
本发明涉及轴承内圈加工,具体涉及一种滚轮内圈非标件的车削工艺。
背景技术:
1、滚动轴承按其所能承受的载荷方向或公称接触角的不同分为向心轴承和推力轴承。其中径向接触轴承为公称接触角为0的向心轴承,向心角接触轴承为公称接触角大于0到45的向心轴承。轴向接触轴承为公称接触角为90的推力轴承,推力角接触轴承为公称接触角大于45但小于90的推力轴承。
2、现有技术中,如中国专利号为:cn107052912a的一种汽车轮毂轴承内圈和芯轴磨加工工艺,包括如下步骤,a.将内圈双端面进行研磨,内圈内径进行精磨;b.将芯轴精车车加工,将用于安装内圈的外径、轴肩和沟道进行粗磨;c.将完成步骤(a)的内圈压到完成步骤(b)的芯轴外径上,利用砂轮同时磨削内圈外径、芯轴上压密封圈外径和内圈、芯轴的沟道;磨加工完成后一起超精内圈、芯轴的沟道,即完成内圈和芯轴的磨加工。本发明对内圈和芯轴同时进行磨加工,有效地解决了现有内圈和芯轴过盈配合后的变形问题、两列沟道平行差问题和两列沟道不同轴问题,减少了产品返工,提高了生产效率,同时提高了产品的寿命和安装在汽车上后的驾乘舒适性。
3、但现有技术中,虽然上述专利具有如上的技术优势,但是劣势在于,在轴承行业,传统的车削加工技术是使用专用车床,采用集中工序法完成成型加工。但由于该方法所用设备调整难度大、加工节拍长、材料利用率低。目前市场订单的起伏大,在订单高峰期时所需要占用的设备资源非常大,有时也不能够及时满足客户交付;
4、本专利可以解决加工节拍长的问题,提升设备利用率。
技术实现思路
1、针对现有技术的不足,本发明解决其技术问题所采用的技术方案是:一种滚轮内圈非标件的车削工艺,包括以下步骤:
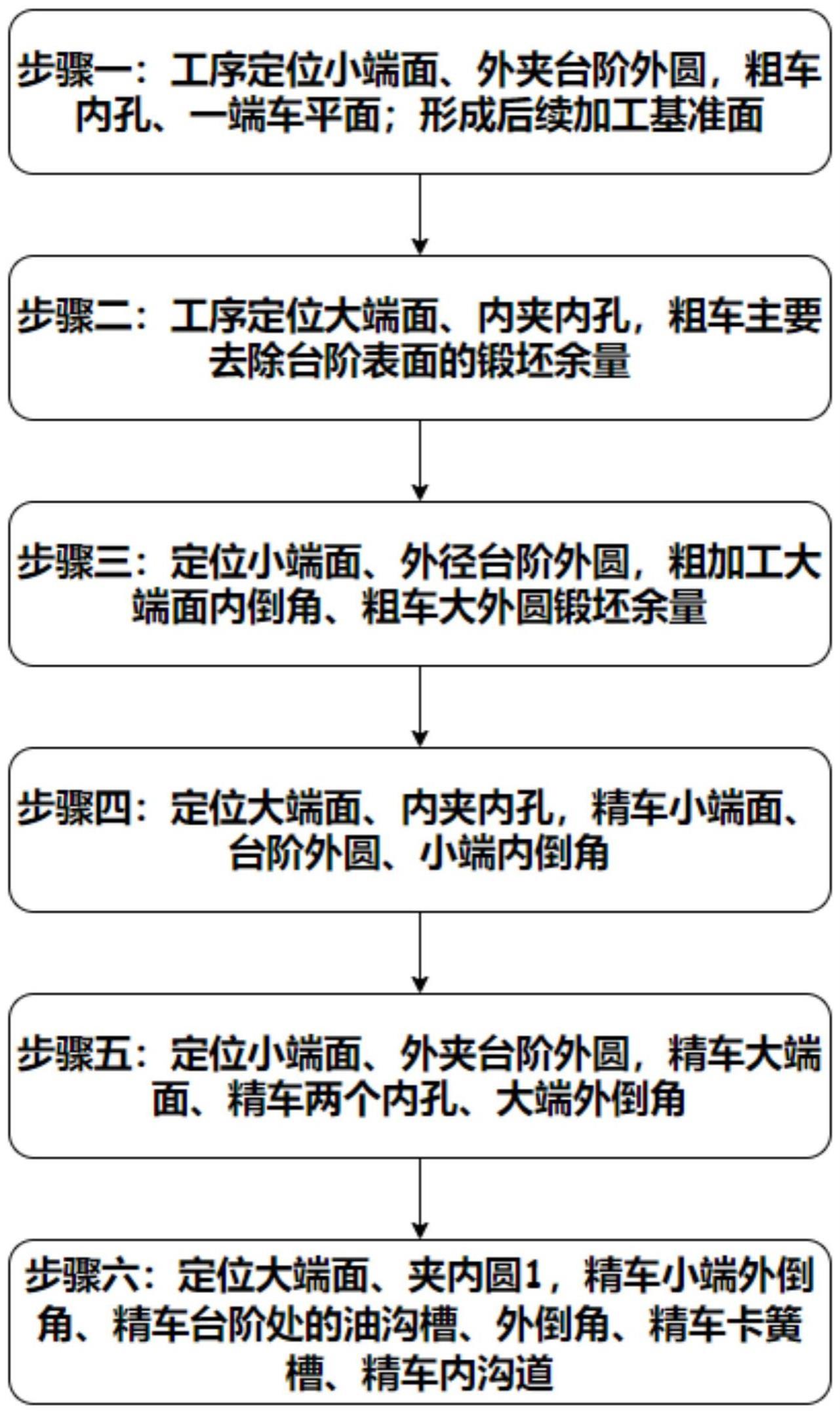
2、步骤一:工序定位小端面、外夹台阶外圆,粗车内孔、一端车平面;形成后续加工基准面。
3、步骤二:工序定位大端面、内夹内孔,粗车去除台阶表面的锻坯余量。
4、步骤三:定位小端面、外径台阶外圆,粗加工大端面内倒角、粗车大外圆锻坯余量。
5、步骤四:定位大端面、内夹内孔,精车小端面、台阶外圆、小端内倒角。
6、步骤五:定位小端面、外夹台阶外圆,精车大端面、精车两个内孔、大端外倒角。
7、步骤六:定位大端面、夹内圆1,精车小端外倒角、精车台阶处的油沟槽、外倒角、精车卡簧槽、精车内沟道。
8、作为一种优选的实施方式,所述步骤一中,工序采用程控液压机粗车,形成初始基准面。
9、作为一种优选的实施方式,所述步骤二中,工序采用程控液压机粗加工主要去除锻坯余量。
10、作为一种优选的实施方式,所述步骤三中,工序采用程控液压机对大外圆的粗加工同时建立精车削装夹的倒角。
11、作为一种优选的实施方式,所述步骤四中,工序采用程控伺服机床编程走刀精车削台阶外圆表面及小端内倒角。
12、作为一种优选的实施方式,所述步骤五中,采用程控伺服机编程走刀精车削大端面及内径、成形刀车削大内倒角。
13、作为一种优选的实施方式,所述步骤六中,采用程控伺服机编程走刀精车油沟槽、小端外倒角,成形刀精车卡簧槽、内沟道。
14、本发明的有益效果如下:
15、本发明将集中工序法加工的方式改为分散加工法的方式。将全数控加工设备改为程控液压机+程控伺服机,降低设备的操作调整难度、节省设备投资成本,加工路径优化,从数控加工a/b面2台设备分解到6台设备加工,加工使用的刀具优化,从全数控车刀分解为数控车刀+成形车刀组合使用,各种车刀仅需加工一遍即可完成该工序,提升产品生产效率。
技术特征:
1.一种滚轮内圈非标件的车削工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种滚轮内圈非标件的车削工艺,其特征在于:所述步骤一中,工序采用程控液压机粗车,形成初始基准面。
3.根据权利要求1所述的一种滚轮内圈非标件的车削工艺,其特征在于:所述步骤二中,工序采用程控液压机粗加工主要去除锻坯余量。
4.根据权利要求1所述的一种滚轮内圈非标件的车削工艺,其特征在于:所述步骤三中,工序采用程控液压机对大外圆的粗加工同时建立精车削装夹的倒角。
5.根据权利要求1所述的一种滚轮内圈非标件的车削工艺,其特征在于:所述步骤四中,工序采用程控伺服机床编程走刀精车削台阶外圆表面及小端内倒角。
6.根据权利要求1所述的一种滚轮内圈非标件的车削工艺,其特征在于:所述步骤五中,采用程控伺服机编程走刀精车削大端面及内径、成形刀车削大内倒角。
7.根据权利要求1所述的一种滚轮内圈非标件的车削工艺,其特征在于:所述步骤六中,采用程控伺服机编程走刀精车油沟槽、小端外倒角,成形刀精车卡簧槽、内沟道。
技术总结
本发明公开了一种滚轮内圈非标件的车削工艺,本发明涉及轴承内圈加工技术领域,本发明将集中工序法加工的方式改为分散加工法的方式。将全数控加工设备改为程控液压机+程控伺服机,降低设备的操作调整难度、节省设备投资成本,加工路径优化,从数控加工A/B面2台设备分解到6台设备加工,加工使用的刀具优化,从全数控车刀分解为数控车刀+成形车刀组合使用,各种车刀仅需加工一遍即可完成该工序,提升产品生产效率。
技术研发人员:周德楷
受保护的技术使用者:浙江辛子精工机械有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!