可减少焊接变形的焊接设备的制作方法
本发明涉及一种焊接设备领域,尤其涉及可减少焊接变形的焊接设备及其焊接反变形装置。
背景技术:
1、焊接变形是指在焊接过程中,被焊工件受到不均匀温度场的作用而产生的形状、尺寸变化。例如,钢板在焊接过后会出现中间凹陷,两端部翘起的现象。
2、为了减小被焊工件产生焊接变形,可采用反变形法来减小变形。其中反变形法是指根据生产中发生变形的规律,预先把被焊工件,人为的制成一个变形,使得这个人为制成的变形与焊后发生的变形方向相反,即利用反变形法将钢板预先制弯成中间鼓起,两端下沉的形状,以此减小焊接后的形变量。
3、而目前市面上出现的反变形装置仅能对单一宽度的工件进行反变形,不同宽度的工件需要使用不同尺寸的反变形装置进行制弯,因此现有的反变形装置具有较大的局限性,使用起来多有不便。
技术实现思路
1、本发明的一个优势在于提供可减少焊接变形的焊接设备,其包括焊接反变形装置,所述焊接反变形装置能够对不同宽度的被焊工件进行制弯。
2、本发明的一个优势在于可减少焊接变形的焊接设备,所述焊接反变形装置能够对不同宽度的被焊工件进行制弯,还能对具有不同长度的被焊工件进行制弯,使得本申请能够对不同尺寸的工件进行制弯。
3、为达到本发明以上至少一个优势,本发明提供焊接反变形装置,能够对至少一被焊工件进行反变形,其中所述被焊工件具有一中部和两边部,所述中部的两端分别延伸形成两个所述边部,其特征在于,所述焊接反变形装置包括:
4、一支撑组件,所述支撑组件包括一支撑主体和至少一侧支撑件,其中所述支撑主体形成一安装面,所述侧支撑件被安装于所述支撑主体形成的所述安装面,并且每个所述侧支撑件具有一弧面,所述侧支撑件形成的所述弧面设置能够接触所述被焊工件的下底面,所述侧支撑件具有一高端部和低于所述高端部的两低端部,所述高端部的两端分别延伸形成两所述低端部;
5、至少一组制弯构件,一组所述制弯构件设置有两个,并且一组所述制弯构件分别可滑动地安装于所述支撑主体,一组所述制弯构件分别设置于两所述低端部,每个所述制弯构件包括:
6、一压紧组件,所述压紧组件包括一安装部件和一可动压紧件,所述安装部件被安装于所述支撑主体,所述可动压紧件具有一压件部;
7、一驱动件,所述驱动件安装于所述可动压紧件和所述安装部件之间,所述驱动件用以带动所述可动压紧件形成的所述压件部靠近或远离位于所述低端部上方的所述边部上表面;
8、至少一组带移组件,所述安装部件被可驱动地连接于所述带移组件,用以驱动所述制弯构件沿所述被焊工件的宽度方向移动。
9、根据本发明一实施例,所述驱动件驱动所述可动压紧件沿垂直于所述安装面方向移动。
10、根据本发明一实施例,所述安装部件包括一连接轴和一安装件,所述连接轴安装于所述安装件和所述可动压紧件之间,所述可动压紧件通过所述连接轴可枢转地安装于所述安装件。
11、根据本发明一实施例,所述支撑主体形成至少一组限位槽,一组所述限位槽设置有两个,所述安装件可滑动地安装于所述限位槽,所述限位槽用以限定所述制弯构件的移动方向。
12、根据本发明一实施例,所述支撑组件设置多个所述侧支撑件,多个所述侧支撑件并排设置于所述安装面,所述焊接反变形装置设置多组所述制弯构件,并且多组所述制弯构件被间隔分布于多个所述侧支撑件之间,所述限位槽设置的组数与所述制弯构件设置的组数相同。
13、根据本发明一实施例,多个所述侧支撑件等距的并排设置于所述安装面,并且多组所述制弯构件被均匀地间隔分布于多个所述侧支撑件之间。
14、根据本发明一实施例,一组所述带移组件设置有两个,每个所述制弯构件连接所述带移组件,以使一组中的两个所述制弯构件之间能够相互靠近或远离。
15、根据本发明一实施例,所述带移组件被实施为包括气缸,所述安装件被可驱动地连接于所述带移组件。
16、根据本发明一实施例,每个所述带移组件包括一驱转件和一转动轴,其中所述转动轴被可驱动地连接于所述驱转件,所述安装件形成一螺纹孔,所述转动轴可转动地安装于所述螺纹孔。
17、根据本发明一实施例,所述焊接反变形装置还包括多个滚动件,所述滚动件被可转动地安装于所述安装件的两端部,所述滚动件形成一滑槽,所述支撑主体形成所述限位槽的部分插接于所述滑槽。
18、根据本发明的另一个方面,本发明提供一种可减少焊接变形的焊接设备,其特征在于,所述可减少焊接变形的焊接设备包括:
19、如上任一所述焊接反变形装置;
20、一焊接装置;以及
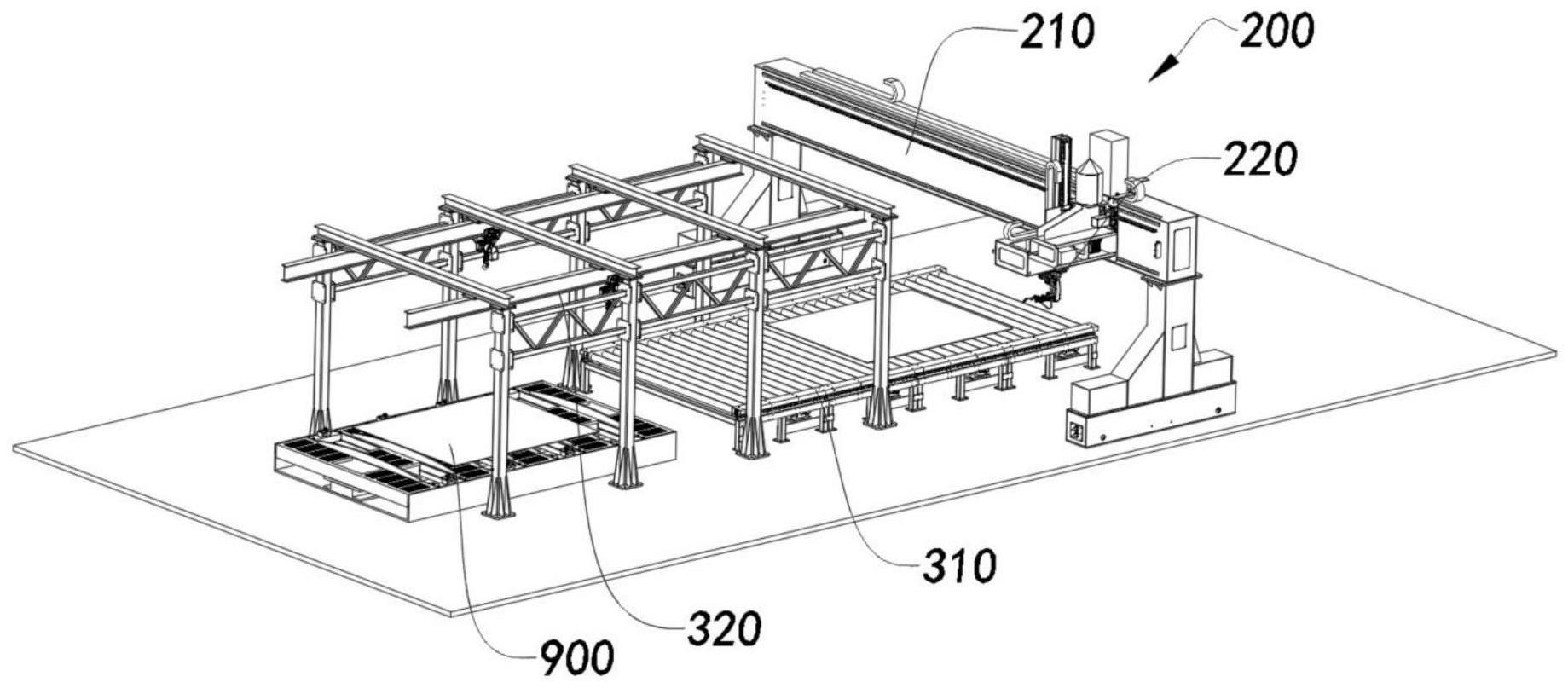
21、一运输设备,所述焊接装置包括一龙门架以及一焊接机器人,其中所述焊接机器人可沿着由所述龙门夹形成的与所述被焊工件的移动路径垂直导轨滑动。所述运输设备包括一底部运输装置以及一起吊装置,所述底部运输装置被设置延伸在所述焊接反变形装置以及所述焊接装置之间,所述起吊装置包括行架以及起吊器,其中所述起吊器被可滑动地设置于所述行架,其中所述行架沿着与所述被焊工件的移动路径垂直方向滑动,其中所述起吊器能够将经过所述焊接反变形装置处理后的所述被焊工件起吊,并经由所述行架将所述被焊工件移动至所述底部运输装置,并随后通过所述底部运输装置运输至所述焊接装置焊接。
技术特征:
1.焊接反变形装置,能够对至少一被焊工件进行反变形,其中所述被焊工件具有一中部和两边部,所述中部的两端分别延伸形成两个所述边部,其特征在于,所述焊接反变形装置包括:
2.根据权利要求1所述焊接反变形装置,其特征在于,所述驱动件驱动所述可动压紧件沿垂直于所述安装面的竖直方向移动。
3.根据权利要求1所述焊接反变形装置,其特征在于,所述安装部件包括一连接轴和一安装件,所述连接轴安装于所述安装件和所述可动压紧件之间,所述可动压紧件通过所述连接轴可枢转地安装于所述安装件。
4.根据权利要求3所述焊接反变形装置,其特征在于,所述支撑主体形成至少一组限位槽,一组所述限位槽设置有两个,所述安装件可滑动地安装于所述限位槽,所述限位槽用以限定所述制弯构件的移动方向。
5.根据权利要求4所述焊接反变形装置,其特征在于,所述支撑组件设置多个所述侧支撑件,多个所述侧支撑件并排设置于所述安装面,所述焊接反变形装置设置多组所述制弯构件,并且多组所述制弯构件被间隔分布于多个所述侧支撑件之间,所述限位槽设置的组数与所述制弯构件设置的组数相同。
6.根据权利要求5所述焊接反变形装置,其特征在于,多个所述侧支撑件等距的并排设置于所述安装面,并且多组所述制弯构件被均匀地间隔分布于多个所述侧支撑件之间。
7.根据权利要求6所述焊接反变形装置,其特征在于,一组所述带移组件设置有两个,每个所述制弯构件连接所述带移组件,以使一组中的两个所述制弯构件之间能够相互靠近或远离。
8.根据权利要求7所述焊接反变形装置,其特征在于,所述带移组件被实施为包括气缸,所述安装件被可驱动地连接于所述带移组件。
9.根据权利要求7所述焊接反变形装置,其特征在于,每个所述带移组件包括一驱转件和一转动轴,其中所述转动轴被可驱动地连接于所述驱转件,所述安装件形成一螺纹孔,所述转动轴可转动地安装于所述螺纹孔。
10.可减少焊接变形的焊接设备,其特征在于,所述可减少焊接变形的焊接设备包括:
技术总结
本申请公开可减少焊接变形的焊接设备,其包括焊接反变形装置能够对至少一被焊工件进行反变形,其中被焊工件具有一中部和两边部,焊接反变形装置包括一支撑组件、至少一组制弯构件和至少一组带移组件,支撑组件包括一支撑主体和至少一侧支撑件,每个侧支撑件具有一弧面,侧支撑件形成的弧面设置能够接触被焊工件的下底面,侧支撑件具有一高端部和低于高端部的两低端部,一组制弯构件设置有两个,并且两个制弯构件分别可滑动地安装于支撑主体,每个制弯构件包括一压紧组件和一驱动件,压紧组件包括一安装部件和一可动压紧件,可动压紧件具有一压件部,驱动件用以带动可动压紧件形成的压件部靠近或远离位于低端部上方的边部上表面。
技术研发人员:王铭秋
受保护的技术使用者:上海中巽科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!