一种圆形盖帽内扣成型工艺的制作方法
本发明涉及圆形盖帽成型的,特别是一种圆形盖帽内扣成型工艺。
背景技术:
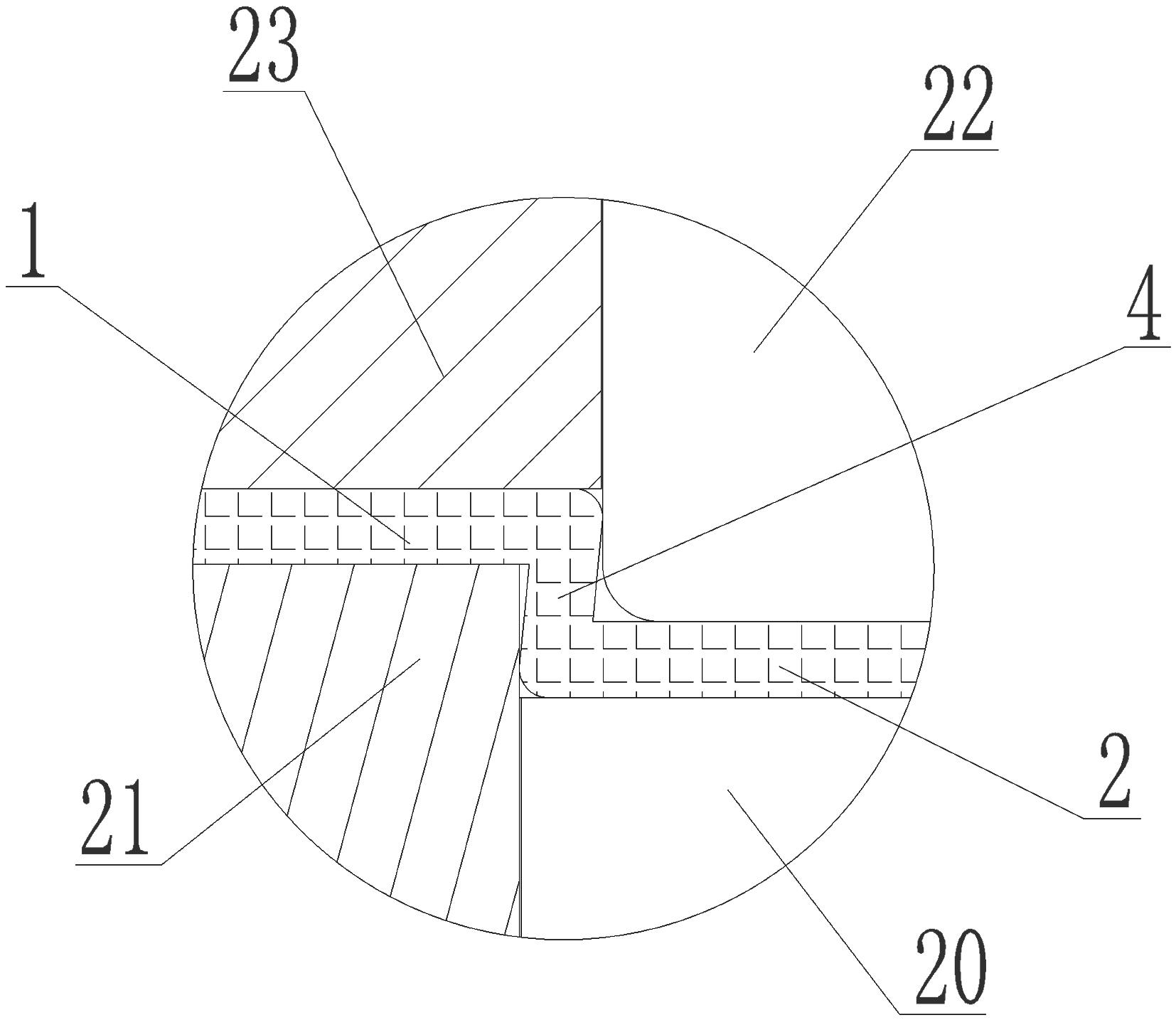
1、某圆形盖帽用于安装在新能源电池上,其结构如图1~图2所示,它包括凸包1,凸包1的外边缘上设置有翻边2,凸包1顶壁的外边缘上设置有外倒角i3,凸包1的侧壁4相对于翻边2向外偏移,以在凸包1内壁的外边缘上形成有锐角5。车间内采用如图3所示的毛坯来生产这种圆形盖帽,毛坯包括凸包1,凸包1的外边缘上设置有翻边2,凸包1顶壁的外边缘上设置有外倒角ii6,凸包1内壁的外边缘上设置有内倒角ii7,外倒角ii6和内倒角ii7的半径均为1mm。
2、车间内采用车削的工艺将毛坯的内倒角ii7车削成锐角5,以得到圆形盖帽。然而,车削工艺虽然能够生产出圆形盖帽,但是存在以下技术问题:i、在车削工序中,由于毛坯的整体尺寸小,卡盘需配合专用夹具才能夹持住毛坯,操作起来繁琐,此外专用夹具很容易夹伤毛坯,从而降低了成型出的圆形盖帽的加工质量。
3、ii、在车削过程中,产生大量热量,毛坯很容易烧毁,进而导致生产出的圆形盖帽的尺寸变形,进一步的降低了圆形盖帽的加工质量。因此,亟需一种极大提高圆形盖帽加工质量的内扣成型工艺。
技术实现思路
1、本发明的目的在于克服现有技术的缺点,提供一种极大提高圆形盖帽加工质量的圆形盖帽内扣成型工艺。
2、本发明的目的通过以下技术方案来实现:一种圆形盖帽内扣成型工艺,它包括以下步骤:
3、s1、半成品a的成型,其具体操作步骤为:
4、s11、取用一个毛坯,将毛坯的翻边支撑在第一副成型模具的下模的第一卸料块的顶表面上,且将毛坯的凸包套设在下模的第一整形下凸模的顶端部,第一整形下凸模顶端部边缘上的倒角为0.2mm;
5、s12、控制第一副成型模具上模的第一压料凸模向下运动,第一压料凸模将毛坯的翻边压紧在第一卸料块上;
6、s13、控制第一副成型模具上模的第一整形上凸模向下运动,第一整形上凸模向下压毛坯的凸包,当闭模后,成型出半成品a,半成品a的内倒角为0.2mm;
7、s2、半成品b的成型,其具体操作步骤为:
8、s21、将半成品a的翻边支撑在第二副成型模具的下模的第二卸料块的顶表面上,并且将半成品a的凸包套设在下模的第二整形下凸模的顶端部,第二整形下凸模顶端部的外边缘为直角;
9、s22、控制第二副成型模具上模的第二压料凸模向下运动,第二压料凸模将半成品a的翻边压紧在第二卸料块上;
10、s23、控制第二副成型模具上模的第二整形上凸模向下运动,第二整形上凸模向下压半成品a的凸包,当闭模后,成型出半成品b,半成品b内倒角为直角;
11、s3、半成品c的成型,其具体操作步骤为:
12、s31、将半成品b的翻边支撑在第三副成型模具的下模的第三卸料块的顶表面上,并且将半成品b的凸包套设在下模的第三整形下凸模的顶端部;
13、s32、控制第三副成型模具上模的第三压料块向下运动,第三压料块将半成品b的翻边压紧在第三卸料块上;所述第三压料块的内径与第三整形下凸模的外径之间的间距与半成品b的侧壁厚度相等;
14、s33、控制第三副成型模具的上模的第三整形上凸模向下运动,第三整形上凸模向下压半成品b的凸包,以降低半成品b的凸包的高度,当闭模后,成型出半成品c;
15、s4、圆形盖帽的成型,其具体操作步骤为:
16、s41、将半成品c的翻边支撑在第四副成型模具下模的第四卸料块的顶表面上,并且将半成品c的凸包套设在下模的第四整形下凸模的顶端部,第四整形下凸模上端部的外轮廓与半成品c的凸包内腔相配合;
17、s42、控制第四副成型模具上模的第四压料块向下运动,第四压料块将半成品c的翻边压紧在第四卸料块上;所述第四压料块的内径与第四整形下凸模的外径之间的间距与半成品c的侧壁厚度相等;
18、s43、控制第四副成型模具上模的第四整形上凸模向下运动,第四整形上凸模向下压半成品c的凸包,半成品c两侧壁朝外偏移,当闭模后,最终成型出圆形盖帽。
19、本发明具有以下优点:极大提高圆形盖帽加工质量。
技术特征:
1.一种圆形盖帽内扣成型工艺,其特征在于:它包括以下步骤:
技术总结
本发明公开了一种圆形盖帽内扣成型工艺,本发明涉及圆形盖帽成型的技术领域,将半成品C的翻边支撑在第四副成型模具下模的第四卸料块的顶表面上,并且将半成品C的凸包套设在下模的第四整形下凸模的顶端部,第四整形下凸模上端部的外轮廓与半成品C的凸包内腔相配合;控制第四副成型模具上模的第四压料块向下运动,第四压料块将半成品C的翻边压紧在第四卸料块上;控制第四副成型模具上模的第四整形上凸模向下运动,第四整形上凸模向下压半成品C的凸包,半成品C两侧壁朝外偏移,当闭模后,最终成型出圆形盖帽。本发明的有益效果是:极大提高圆形盖帽加工质量。
技术研发人员:李建,庄严,游健,王希亮,刘磊,侯毅,胡定强,刘念
受保护的技术使用者:成都宏明双新科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!