一种矩形法兰生产装置的制作方法
本发明涉及矩形法兰生产,具体涉及一种矩形法兰生产装置。
背景技术:
1、目前国内核电在矩形法兰预制上基本还停留在人工手工操作,虽有部分设备采用半自动化,但仍处于单设备作战阶段。
2、具体的,一般是通过人工手动定长裁切两种规格的四根角钢,然后使用打孔机对角钢进行打孔,之后使用除锈装置对角钢的两端进行除锈,再由人工摆放角钢并进行组焊。
3、这种生产模式的自动化程度低,生产模式效率低。
技术实现思路
1、(一)本发明所要解决的问题是:目前通过人工手动定长裁切两种规格的四根角钢,然后使用打孔机对角钢进行打孔,之后使用除锈装置对角钢的两端进行除锈,再由人工摆放角钢并进行组焊的生产模式的生产模式效率低。
2、(二)技术方案
3、一种矩形法兰生产装置,包括依次设置的预制组件、除锈组件、上料机器人和组焊组件;
4、所述预制组件和除锈组件之间安装有第三输送机构,所述除锈组件和组焊组件之间安装有第四输送机构;
5、所述预制组件包括预制平台、夹持移动机构和切割打孔机构,所述夹持移动机构和所述切割打孔机构依次安装在所述预制平台上,所述夹持移动机构用于夹持角钢并带动角钢朝所述切割打孔机构方向移动,所述切割打孔机构用于对所述角钢进行打孔和切割;
6、所述上料机器人用于将经过除锈后的角钢摆放到组焊组件上,所述组焊组件用于对角钢进行组焊。
7、根据本发明的一个实施例,所述预制平台的上表面沿着所述预制平台的长度方向开设有凹槽,所述凹槽内安装有驱动轨,所述夹持移动机构安装在所述驱动轨上。
8、根据本发明的一个实施例,所述切割打孔机构包括块体、第一钻孔机、第二钻孔机和冲切机;
9、所述块体上开设有供所述角钢穿过的腔体,所述块体具有相对的进口和出口,所述第一钻孔机朝向所述块体的侧面,所述第二钻孔机朝向所述块体的上表面,在所述块体的侧面上开设有供所述第一钻孔机穿过的第一圆孔,在所述块体的上表面上开设有供所述第二钻孔机穿过的第二圆孔;
10、所述冲切机靠近所述块体的出口,所述冲切机上安装有冲切刀具,所述块体上开设有与所述冲切刀具相适配的冲切槽孔,所述冲切槽孔与所述块体上的腔体相连通。
11、根据本发明的一个实施例,所述预制平台上安装有外壳体,所述外壳体上开设有通孔,所述第一钻孔机、所述第二钻孔机和所述冲切机均安装于所述通孔的内壁上,所述通孔的内壁上安装有激光在线测量仪,所述激光在线测量仪用于测量所述角钢的长度。
12、根据本发明的一个实施例,所述除锈组件包括机体、第二输送机构、转盘、激光除锈头和旋转夹持工装;
13、所述机体上开设有加工腔,所述第二输送机构设置于所述加工腔内,所述转盘设置于所述第二输送机构的一侧,且所述转盘的轴线方向与所述第二输送机构的长度方向相垂直,所述激光除锈头安装在所述转盘的边缘处。
14、根据本发明的一个实施例,所述旋转夹持工装包括第一移动导轨、第二移动导轨、旋转件和夹持件,所述第一移动导轨竖直安装在所述加工腔内,所述第二移动导轨安装在所述第一移动导轨上,且所述第二移动导轨的长度方向与所述第二输送机构的宽度方向相平行,所述旋转件安装在所述第二移动导轨上,所述夹持件安装在所述旋转件的上表面。
15、根据本发明的一个实施例,所述旋转件为电动转盘,所述夹持件包括底座和限位块,所述底座安装在所述电动转盘的上表面,所述限位块设置有两个,两个所述限位块对称安装在所述电动转盘的上表面,两个所述限位块之间形成有用于限位所述角钢的限位腔。
16、根据本发明的一个实施例,所述所述组焊组件包括组焊台、两个驱动导轨和四台焊接机构,所述两个驱动导轨对称安装在所述组焊台的台面上,所述驱动导轨的长度方向与所述组焊台的宽度方向相平行,每个所述驱动导轨上分别滑动安装有两台所述焊接机构,所述焊接机构能够沿着所述驱动导轨滑动。
17、根据本发明的一个实施例,所述焊接机构包括移动件、安装架和焊接枪,所述移动件滑动安装在所述驱动导轨上,所述安装架安装在所述移动件顶部,所述焊接枪可拆卸安装在所述安装架上。
18、根据本发明的一个实施例,所述矩形法兰生产装置还包括上料平台、第一输送机构、转送平台和下料输送机,所述第一输送机构安装在所述上料平台与所述预制组件之间,所述转送平台位于所述组焊组件的正面,所述下料输送机安装在所述转送平台的一侧。
19、本发明的有益效果:
20、本发明提供的一种矩形法兰生产装置,包括依次设置的预制组件、除锈组件、上料机器人和组焊组件;预制组件和除锈组件之间安装有第三输送机构,除锈组件和组焊组件之间安装有第四输送机构;预制组件包括预制平台、夹持移动机构和切割打孔机构,夹持移动机构和切割打孔机构依次安装在预制平台上,夹持移动机构用于夹持角钢并带动角钢朝切割打孔机构方向移动,切割打孔机构用于对角钢进行打孔和切割;上料机器人用于将经过除锈后的角钢摆放到组焊组件上,组焊组件用于对角钢进行组焊。
21、工人将角钢型材放置到预制组件上的预制平台上,预制组件中的夹持移动机构夹住角钢型材并带动角钢朝切割打孔机构方向移动,通过控制夹持移动机构的移动速率调节待切割角钢的长度,而切割打孔机构能对角钢进行打孔,之后按照设定的尺寸切割角钢型材,将角钢型材切割成两种规格的四根角钢,之后角钢被输送到第三输送机构上从而进入到除锈组件中,除锈组件对角钢的两端进行除锈,经过除锈操作后的角钢进入到第四输送机构上,此时上料机器人依次抓取四根角钢并将四根角钢依次摆放到组焊组件上形成矩形法兰状,之后组焊组件进行焊接。
22、这样无需人工切割、打孔、除锈、上料摆放和组焊,自动化程度高,解放了人力,提高了生产效率。
技术特征:
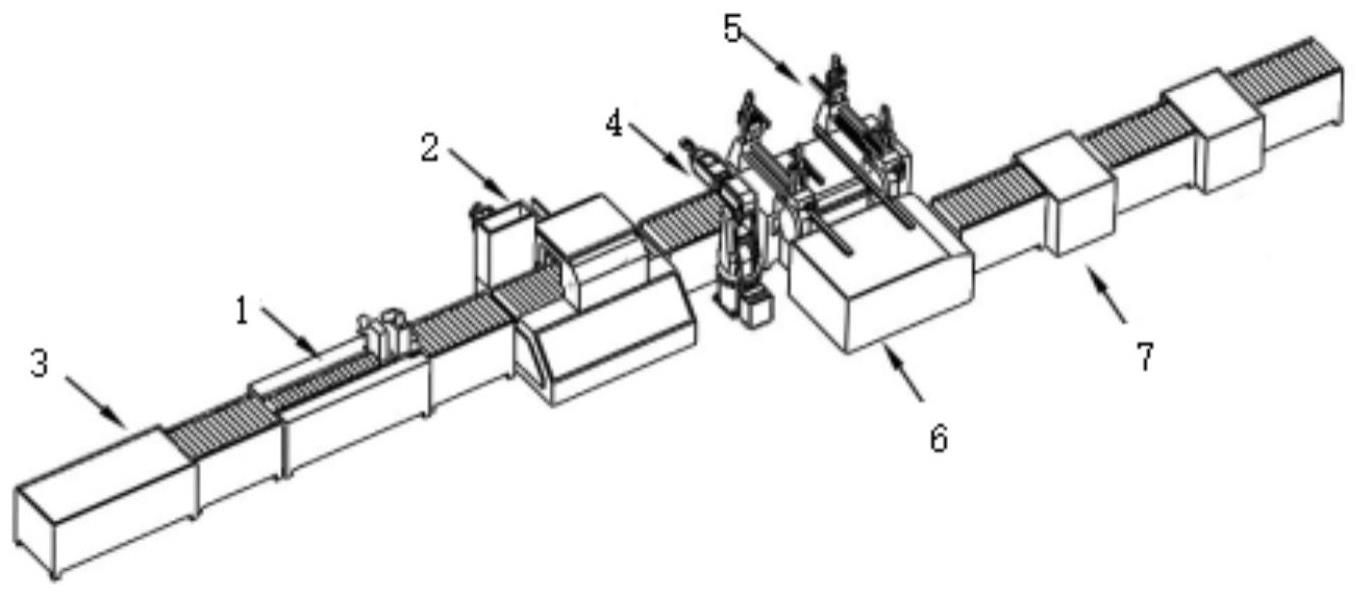
1.一种矩形法兰生产装置,其特征在于,包括依次设置的预制组件(1)、除锈组件(2)、上料机器人(4)和组焊组件(5);
2.根据权利要求1所述的一种矩形法兰生产装置,其特征在于,所述预制平台的上表面沿着所述预制平台的长度方向开设有凹槽,所述凹槽内安装有驱动轨,所述夹持移动机构(8)安装在所述驱动轨上。
3.根据权利要求2所述的一种矩形法兰生产装置,其特征在于,所述切割打孔机构(9)包括块体、第一钻孔机(902)、第二钻孔机(903)和冲切机(901);
4.根据权利要求3所述的一种矩形法兰生产装置,其特征在于,所述预制平台上安装有外壳体,所述外壳体上开设有通孔,所述第一钻孔机(902)、所述第二钻孔机(903)和所述冲切机(901)均安装于所述通孔的内壁上,所述通孔的内壁上安装有激光在线测量仪,所述激光在线测量仪用于测量所述角钢的长度。
5.根据权利要求1所述的一种矩形法兰生产装置,其特征在于,所述除锈组件(2)包括机体、第二输送机构(201)、转盘(202)、激光除锈头(204)和旋转夹持工装(203);
6.根据权利要求5所述的一种矩形法兰生产装置,其特征在于,所述旋转夹持工装(203)包括第一移动导轨、第二移动导轨、旋转件和夹持件,所述第一移动导轨竖直安装在所述加工腔内,所述第二移动导轨安装在所述第一移动导轨上,且所述第二移动导轨的长度方向与所述第二输送机构(201)的宽度方向相平行,所述旋转件安装在所述第二移动导轨上,所述夹持件安装在所述旋转件的上表面。
7.根据权利要求6所述的一种矩形法兰生产装置,其特征在于,所述旋转件为电动转盘,所述夹持件包括底座和限位块,所述底座安装在所述电动转盘的上表面,所述限位块设置有两个,两个所述限位块对称安装在所述电动转盘的上表面,两个所述限位块之间形成有用于限位所述角钢的限位腔。
8.根据权利要求1所述的一种矩形法兰生产装置,其特征在于,所述组焊组件(5)包括组焊台、两个驱动导轨(503)和四台焊接机构(501),所述两个驱动导轨(503)对称安装在所述组焊台的台面上,所述驱动导轨(503)的长度方向与所述组焊台的宽度方向相平行,每个所述驱动导轨(503)上分别滑动安装有两台所述焊接机构(501),所述焊接机构(501)能够沿着所述驱动导轨(503)滑动。
9.根据权利要求8所述的一种矩形法兰生产装置,其特征在于,所述焊接机构(501)包括移动件、安装架和焊接枪(502),所述移动件滑动安装在所述驱动导轨(503)上,所述安装架安装在所述移动件顶部,所述焊接枪(502)可拆卸安装在所述安装架上。
10.根据权利要求1所述的一种矩形法兰生产装置,其特征在于,所述矩形法兰生产装置还包括上料平台(3)、第一输送机构、转送平台(6)和下料输送机(7),所述第一输送机构安装在所述上料平台(3)与所述预制组件(1)之间,所述转送平台(6)位于所述组焊组件(5)的正面,所述下料输送机(7)安装在所述转送平台(6)的一侧。
技术总结
本发明涉及矩形法兰生产技术领域,具体涉及一种矩形法兰生产装置。本发明提供的一种矩形法兰生产装置,包括依次设置的预制组件、除锈组件、上料机器人和组焊组件;所述预制组件和除锈组件之间安装有第三输送机构,所述除锈组件和组焊组件之间安装有第四输送机构;所述预制组件包括预制平台、夹持移动机构和切割打孔机构,所述夹持移动机构和所述切割打孔机构依次安装在所述预制平台上,所述夹持移动机构用于夹持角钢并带动角钢朝所述切割打孔机构方向移动,所述切割打孔机构用于对所述角钢进行打孔和切割。无需人工切割、打孔、除锈、上料摆放和组焊,自动化程度高,解放了人力,提高了生产效率。
技术研发人员:杨泽宇,唐维锋,潘石磊,黄澎涛,张爱军,毛乃剑,罗敏春
受保护的技术使用者:中国核工业二三建设有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!