一种低温高强埋弧焊丝及其应用的制作方法
本发明属于低温高强配套焊接材料领域,尤其是一种低温高强埋弧焊丝及其应用。
背景技术:
1、随着我国工业的高速发展,钢铁材料的强度级别逐渐向高强度高韧性的方向发展。海工领域船用低温储罐已逐步使用屈服强度级别为690mpa的q690e/f钢板,针对这种高强低温要求高的钢板其配套焊接材料的研发还处于滞后状态,现有焊丝即使达到等强匹配的要求,低温韧性却达不到要求,要么就是满足强度和低温韧性要求,但生产效率较低,大大提高了焊丝的成本,因此开发高强低温韧性且焊接效率高的埋弧实心焊丝非常迫切。
技术实现思路
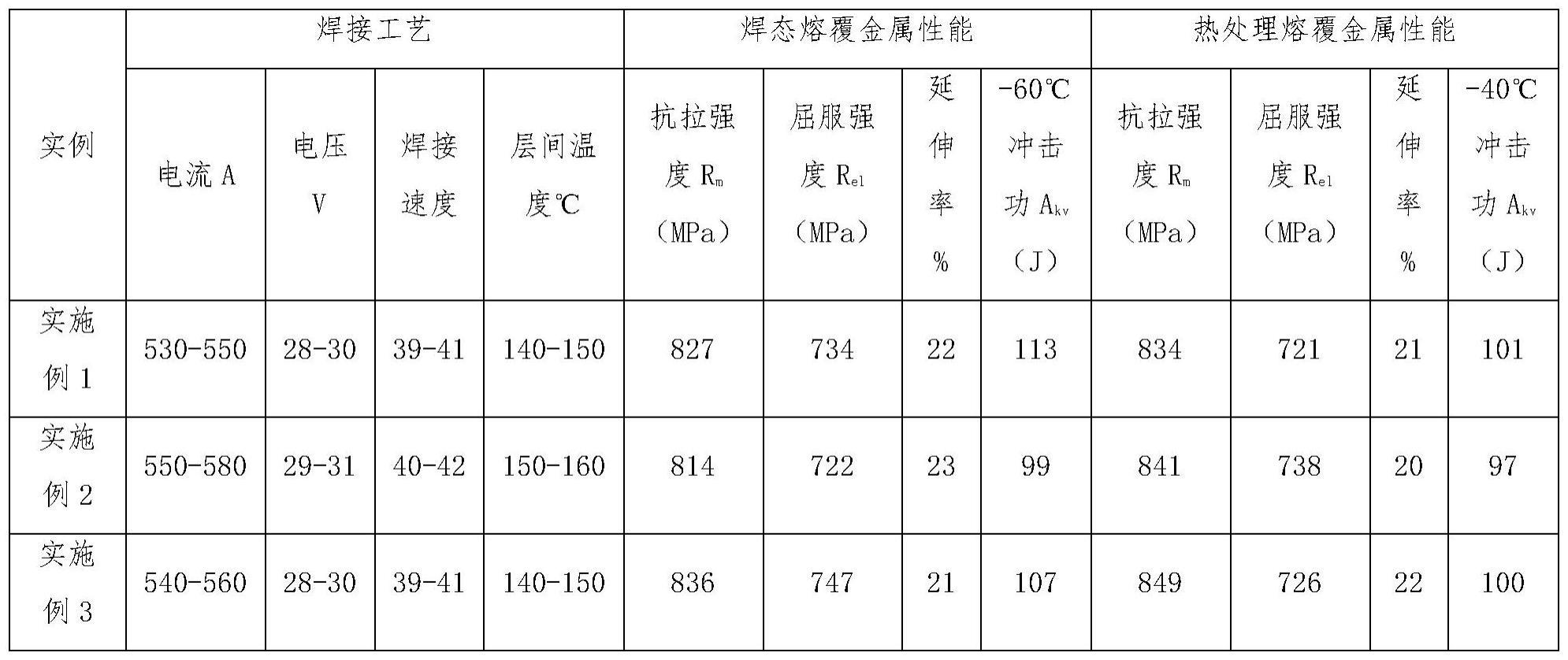
1、针对现有技术中存在不足,本发明提供了一种适用于焊屈服强度≥690mpa级别焊态下-60℃冲击≥69j且热处理后-40℃冲击≥47j的高强度、高韧性、低成本的埋弧焊材。
2、本发明是通过以下技术手段实现上述技术目的的。
3、一种低温高强埋弧焊丝,化学成份按重量百分比计为:c 0.06-0.10;si 0.15-0.25;mn 1.40-1.60;p≤0.012;s≤0.008;cr 0.30-0.40;ni 2.80-3.00;cu≤0.30;mo0.40-0.60;ti0.04-0.08,余量为fe和不可避免的杂质。
4、kgf-80hg烧结焊剂的成分按重量百分比计为:sio2+tio2:10-20%,cao+mgo:30-40%,al2o3+mno:15-25%;caf2:20-30%,p≤0.040%,s≤0.035%;
5、采用本发明的焊丝与焊剂焊接后,熔覆金属的化学成分按重量百分比计为:c0.03-0.06;si 0.20-0.30;mn 1.50-1.80;p≤0.015;s≤0.015;cr 0.30-0.40;ni≥2.50;mo≥0.45;cu≤0.35,ti≤0.10,余量为fe和不可避免的杂质。
6、1)本发明焊丝强度和低温韧性要求较高,因此在成分设计上,采用低碳和mn-ni-cr-mo成分体系的设计思路,碳控制在0.10%以下,从而达到低焊缝金属的冷裂敏感性和高低温韧性的目的。另外通过添加mn、cr、ni、mo等元素来提高焊丝强度。本焊丝的特点之一提升ni含量,降低cr和mo元素的含量,以达到提高低温韧性的目的。另外通过添加ti微合金元素,同时限制s、p等元素的含量,进一步提高焊缝金属的强韧性。
7、2)碳是焊缝中主要的强化元素,对焊缝金属的强度和硬度影响最为明显,直接决定了焊缝组织的类型,对凝固裂纹的产生有较大的影响。因此碳在焊缝中要保证较低的含量,所以本发明研制的焊丝碳含量确定在0.06-0.10%之间。
8、3)硅在焊缝金属氧反应起到脱氧的作用,且作为合金元素起到固溶强化的作用,在增加焊缝金属的强度的同时降低焊缝金属的韧性,一般认为,焊缝中硅含量保持0.25%~0.35%时,对焊缝的韧性有利。由于焊剂中含有一定量的si,因此本发明研制的焊丝硅含量确定在0.15-0.25%之间。
9、4)锰是奥氏体稳定化元素,焊丝中的mn还可以起到脱氧的作用,而且能够与硫反应生成稳定的mns,有利于提高焊缝金属的抗热裂纹及层状撕裂的能力,焊缝中的锰与焊缝金属的屈服强度和拉伸强度呈正向线性关系。但锰含量并不是越高越好,锰含量的增高,会降低焊缝的塑性及焊接性能。因此本发明焊丝将mn确定在1.40-1.60%之间。
10、5)钼是缩小奥氏体相区的元素,其主要作用是推迟先共析铁素体转变而有利于形成贝氏体组织。钼在能提高焊缝的强度、硬度,细化晶粒,防止回火脆性和过热倾向,钼含量小于0.60%时,可以提高塑性,减少产生裂纹的倾向,提高冲击韧性。本发明焊丝将钼确定在0.40-0.60%之间。
11、6)铬是扩大奥氏体相区的元素,对焊缝强度的影响与锰相似,但弱于锰,随着cr含量的增加焊缝金属强度增大,铬含量超过0.5%时,随cr含量的增加,生成带第二相的侧板条铁素体,使焊缝的韧性恶化,本发明焊丝将铬确定在0.30-0.40%之间。
12、7)镍是奥氏体稳定化元素,在焊缝金属中也起固溶强化作用,能增加针状铁素体析出,细化组织,是弱强化合金元素。在焊缝金属中含有mn时,有利于针状铁素体的形成,从而提高焊缝金属韧性。本发明焊丝将镍确定在2.80-3.00%之间。
13、8)钛是缩小奥氏体相区的元素,在焊缝金属中加入与n亲和力极高的ti,生成的ti(c,n)、tio夹杂物颗粒,这些高熔点化合物质点可以作为结晶核心,促使奥氏体晶内针状铁素体的形核,细化焊缝晶粒。钛含量小于0.03%时,针状铁素体数量与钛含量成正比关系。但当ti含量大于0.03%时,针状铁素体数量随着ti含量增加而减小,从而影响焊缝的韧性。考虑到焊接中的烧损,本发明焊丝将钛确定在0.04-0.08%之间。
14、9)s、p元素降低焊缝金属的低温冲击韧性,应严格限制他们在焊丝中的含量,以保证焊缝金属中s、p控制在较低的水平。
15、本发明的有益效果为:
16、本焊丝通过焊丝和焊剂成分的优化设计,在保持高强度的同时,还具有优良的低温韧性,可实现屈服强度≥690mpa以及焊态下-60℃冲击≥69j且热处理后-40℃冲击≥47j的焊接性能。
17、本发明涉及的埋弧焊丝可替代现有的同级别焊条,大大提到生产效率,节约生产成本。
技术特征:
1.一种低温高强埋弧焊丝,其特征在于,化学成份按重量百分比计为:c0.06-0.10;si0.15-0.25;mn 1.40-1.60;p≤0.012;s≤0.008;cr 0.30-0.40;ni2.80-3.00;cu≤0.30;mo0.40-0.60;ti 0.04-0.08,余量为fe和不可避免的杂质。
2.如权利要求1所述的低温高强埋弧焊丝,其特征在于,化学成份按重量百分比计为:c0.06%;si 0.20%;mn 1.50%;p 0.007%;s 0.004%;cr 0.35%;ni 2.85%;cu 0.10%;mo 0.48%;ti 0.06%,余量为fe和不可避免的杂质。
3.如权利要求1所述的低温高强埋弧焊丝,其特征在于,化学成份按重量百分比计为:c0.07%;si 0.18%;mn 1.60%;p 0.005%;s 0.005%;cr 0.32%;ni 2.70%;cu 0.11%;mo 0.45%;ti 0.07%,余量为fe和不可避免的杂质。
4.如权利要求1所述的低温高强埋弧焊丝,其特征在于,化学成份按重量百分比计为:c0.06%;si 0.15%;mn 1.65%;p 0.006%;s 0.005%;cr 0.37%;ni 2.80%;cu 0.10%;mo 0.47%;ti 0.06%,余量为fe和不可避免的杂质。
5.一种低温高强埋弧焊丝的使用方法,其特征在于,采用kgf-80hg烧结焊剂进行焊接。
6.如权利要求5所述的使用方法,其特征在于,kgf-80hg烧结焊剂的成分按重量百分比计为:sio2+tio2:10-20%,cao+mgo:30-40%,al2o3+mno:15-25%;caf2:20-30%,p≤0.040%,s≤0.035%。
7.如权利要求5所述的使用方法,其特征在于,采用权利要求1~4任一项的焊丝与kgf-80hg烧结焊剂焊接后,熔覆金属的化学成分按重量百分比计为:c 0.03-0.06;si 0.20-0.30;mn 1.50-1.80;p≤0.015;s≤0.015;cr 0.30-0.40;ni≥2.50;mo≥0.45;cu≤0.35,ti≤0.10,余量为fe和不可避免的杂质。
技术总结
本发明属于低温高强配套焊接材料领域,公开了一种低温高强埋弧焊丝及其应用,化学成份按重量百分比计为:C 0.06‑0.10;Si 0.15‑0.25;Mn 1.40‑1.60;P≤0.012;S≤0.008;Cr 0.30‑0.40;Ni 2.80‑3.00;Cu≤0.30;Mo 0.40‑0.60;Ti 0.04‑0.08,余量为Fe和不可避免的杂质,并配套专用焊剂。本发明采用低碳和Mn‑Ni‑Cr‑Mo成分体系的设计思路,碳控制在0.10%以下,从而达到低焊缝金属的冷裂敏感性和高低温韧性的目的。另外通过添加Mn、Cr、Ni、Mo等元素来提高焊丝强度。本焊丝的特点之一提升Ni含量,降低Cr和Mo元素的含量,以达到提高低温韧性的目的。另外通过添加Ti微合金元素,同时限制S、P等元素的含量,进一步提高焊缝金属的强韧性。
技术研发人员:贾军,刘一龙,赵伟
受保护的技术使用者:苏州骐骥焊接材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!