太阳能电池串焊设备的制作方法
本发明涉及太阳能电池生产制造领域,尤其涉及一种太阳能电池串焊设备。
背景技术:
1、太阳能电池串焊设备是一种用于生产太阳能电池串的机械设备,通常包括用于搬送电池片与焊带的传输机构,以及用于将对应位置处的电池片与焊带相互焊接的焊接结构,焊接后的电池片与焊带依次交叠连接。现有的串焊设备,通常采用皮带式传输机构输送焊接前后的电池串,并采用加热平台或热风管对传输至焊接工位处的电池片与焊带进行加热焊接。其中,加热平台采用接触式焊接,加热效率较低,还需要传输机构在焊接工位处停留等待,耗时较长,焊接效率低下。热风管吹出高温气体对电池串进行焊接,电池串容易受热不均匀,且高速气流容易导致电池片与焊带抖动偏移,导致焊接精度降低。此外,为了提高产品良率,防止电池片快速升温受损,一些设备还在焊接机构前设有预热机构,预热机构的设置进一步增加了设备建造成本。
技术实现思路
1、本发明的目的是针对现有技术存在的问题,提供一种焊接效率更高、热量传递更均匀的太阳能电池串焊设备。
2、为达到上述目的,本发明采用的技术方案是:
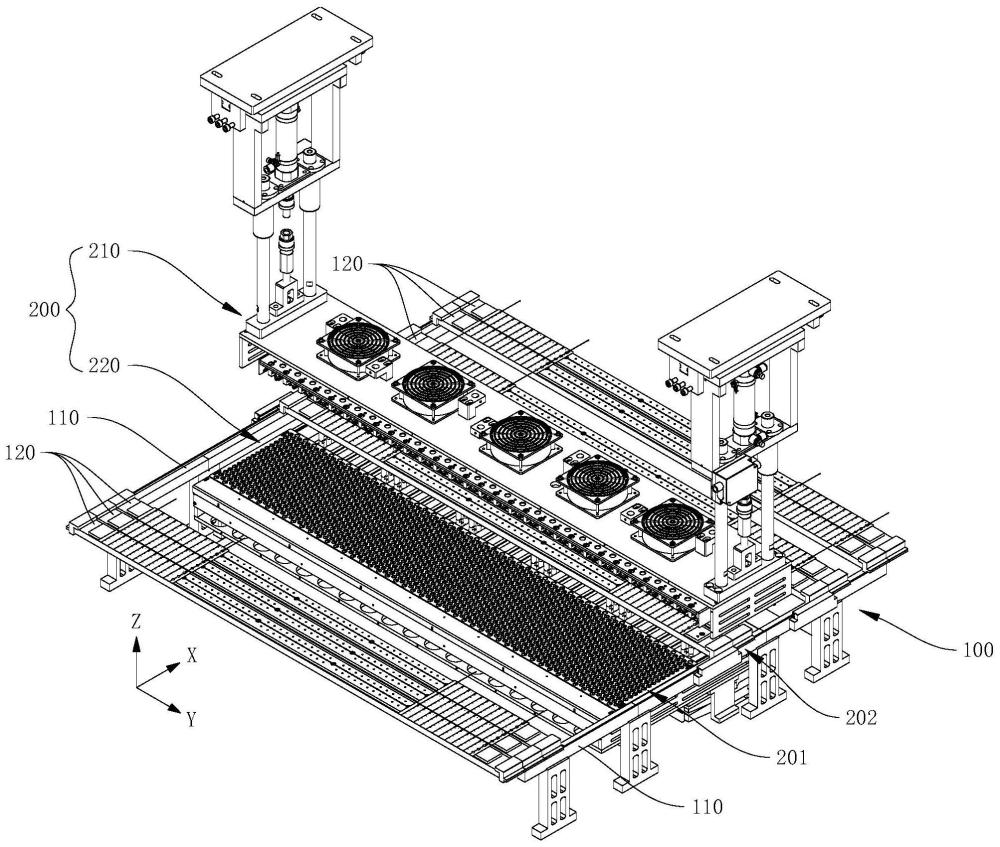
3、一种太阳能电池串焊设备,所述串焊设备包括传输机构与焊接机构,所述传输机构用于传输待生产的电池串,所述电池串包括交替排列的电池片与焊带,沿所述电池串的传输方向,所述传输机构具有焊接工位,所述焊接机构用于将传输至所述焊接工位处的所述电池片与所述焊带加热焊接,所述焊接机构包括上焊接模组与下焊接模组,所述上焊接模组设于所述焊接工位的上方,所述下焊接模组设于所述焊接工位的下方,所述上焊接模组与所述下焊接模组分别通过热辐射对所述焊接工位处的电池片与焊带进行加热。
4、在一些实施方式中,沿所述电池串的传输方向,所述传输机构还具有预热工位,所述预热工位位于所述焊接工位的上游;所述下焊接模组具有第一加热区与第二加热区,沿所述电池串的传输方向,所述第一加热区位于所述第二加热区的上游,所述第一加热区设于所述预热工位的下方,所述第二加热区设于所述焊接工位的下方,所述第一加热区向上辐射的热量低于所述第二加热区向上辐射的热量。
5、在一些实施方式中,所述第一加热区设有第一热源,以及用于减少所述第一热源的辐射热量的遮挡件,沿上下方向,所述遮挡件设于所述第一热源与所述预热工位之间。
6、在一些实施方式中,所述遮挡件为挡板,所述挡板开设有多个通孔。
7、在一些实施方式中,所述第一热源同时位于所述第一加热区与所述第二加热区。
8、在一些实施方式中,所述第二加热区设有第二热源,所述第二热源与所述第一热源的热辐射功率相同。
9、在一些实施方式中,所述第一加热区设有第一热源,所述第二加热区设有第二热源,所述第一热源的热辐射功率低于所述第二热源的热辐射功率。
10、在一些实施方式中,所述上焊接模组包括上红外灯管,所述上红外灯管用于向下辐射热量。
11、在一些实施方式中,所述下焊接模组包括下红外灯管,所述下红外灯管用于向上辐射热量。
12、在一些实施方式中,垂直于所述传输方向的水平方向为第二方向,所述上红外灯管具有沿所述第二方向间隔排列的多个。
13、在一些实施方式中,所述下红外灯管具有沿所述第二方向间隔排列的多个。
14、在一些实施方式中,所述传输机构包括载具,所述载具用于沿所述传输方向传输所述电池串,所述载具具有用于承载所述电池片与焊带的承载面,所述承载面具有透光结构,所述下焊接模组辐射的热量能够穿过所述透光结构传递至所述承载面上的电池片与焊带。
15、在一些实施方式中,所述透光结构为开设在所述承载面上的穿孔,所述承载面上间隔开设有多个穿孔。
16、在一些实施方式中,至少部分所述承载面由透明材料制成。
17、由于上述技术方案的运用,本发明提供的太阳能电池串焊设备,在焊接工位的上下两侧分别设有上焊接模组与下焊接模组,上焊接模组与下焊接模组分别采用热辐射加热,焊接机构与载具或电池串均没有直接接触,其热传递效率更高,电池串受热更均匀。本发明中,电池串可以在连续传输过程中接受热辐射加热,传输机构无需在焊接工位长时间停留,显著提升了该串焊设备的焊接效率和焊接质量。
技术特征:
1.一种太阳能电池串焊设备,所述串焊设备包括传输机构与焊接机构,所述传输机构用于传输待生产的电池串,所述电池串包括交替排列的电池片与焊带,沿所述电池串的传输方向,所述传输机构具有焊接工位,所述焊接机构能够将传输至所述焊接工位处的所述电池片与焊带加热焊接,其特征在于:所述焊接机构包括上焊接模组与下焊接模组,所述上焊接模组设于所述焊接工位的上方,所述下焊接模组设于所述焊接工位的下方,所述上焊接模组与所述下焊接模组分别通过热辐射对所述焊接工位处的电池片与焊带进行加热。
2.根据权利要求1所述的太阳能电池串焊设备,其特征在于:沿所述电池串的传输方向,所述传输机构还具有预热工位,所述预热工位位于所述焊接工位的上游;所述下焊接模组具有第一加热区与第二加热区,沿所述电池串的传输方向,所述第一加热区位于所述第二加热区的上游,所述第一加热区设于所述预热工位的下方,所述第二加热区设于所述焊接工位的下方,所述第一加热区向上辐射的热量低于所述第二加热区向上辐射的热量。
3.根据权利要求2所述的太阳能电池串焊设备,其特征在于:所述第一加热区设有第一热源,以及用于减少所述第一热源的辐射热量的遮挡件,沿上下方向,所述遮挡件设于所述第一热源与所述预热工位之间。
4.根据权利要求3所述的太阳能电池串焊设备,其特征在于:所述遮挡件为挡板,所述挡板开设有多个通孔。
5.根据权利要求3所述的太阳能电池串焊设备,其特征在于:所述第一热源同时位于所述第一加热区与所述第二加热区,或,所述第二加热区设有第二热源,所述第二热源与所述第一热源的热辐射功率相同。
6.根据权利要求2所述的太阳能电池串焊设备,其特征在于:所述第一加热区设有第一热源,所述第二加热区设有第二热源,所述第一热源的热辐射功率低于所述第二热源的热辐射功率。
7.根据权利要求1所述的太阳能电池串焊设备,其特征在于:所述上焊接模组包括上红外灯管,所述上红外灯管用于向下辐射热量;和/或,所述下焊接模组包括下红外灯管,所述下红外灯管用于向上辐射热量。
8.根据权利要求7所述的太阳能电池串焊设备,其特征在于:垂直于所述传输方向的水平方向为第二方向,所述上红外灯管具有沿所述第二方向间隔排列的多个;和/或,所述下红外灯管具有沿所述第二方向间隔排列的多个。
9.根据权利要求1至8任一项所述的太阳能电池串焊设备,其特征在于:所述传输机构包括载具,所述载具用于沿所述传输方向传输所述电池串,所述载具具有用于承载所述电池片与焊带的承载面,所述承载面具有透光结构,所述下焊接模组辐射的热量能够穿过所述透光结构传递至所述承载面上的电池片与焊带。
10.根据权利要求9所述的太阳能电池串焊设备,其特征在于:所述透光结构为开设在所述承载面上的穿孔,所述承载面上间隔开设有多个穿孔,和/或,至少部分所述承载面由透明材料制成。
技术总结
本发明公开了一种太阳能电池串焊设备,串焊设备包括传输机构与焊接机构,传输机构用于传输待生产的电池串,电池串包括交替排列的电池片与焊带,沿电池串的传输方向,传输机构具有焊接工位,焊接机构用于将传输至焊接工位处的电池片与焊带加热焊接,焊接机构包括上焊接模组与下焊接模组,上焊接模组设于焊接工位的上方,下焊接模组设于焊接工位的下方,上焊接模组与下焊接模组分别通过热辐射对焊接工位处的电池片与焊带加热。本发明提供的太阳能电池串焊设备,上焊接模组与下焊接模组分别采用热辐射加热,焊接机构与载具或电池串均没有直接接触,其热传递效率更高,电池串受热更均匀。
技术研发人员:李永康,孙细汉,陈城,晏俊
受保护的技术使用者:卓汇新能源(苏州)有限公司
技术研发日:
技术公布日:2024/4/8
- 还没有人留言评论。精彩留言会获得点赞!