堆焊方法与流程
本公开涉及一种堆焊方法。
背景技术:
1、作为进行钢材的表面硬化处理的方法,存在进行使用了硬质材料的堆焊的方法。
2、在专利文献1中,公开了一种阀装置,该阀装置具备轴承,该轴承具有与阀棒的滑动面,所述阀装置的特征在于,所述轴承在与所述阀棒的滑动面形成有由耐热钴基合金构成的等离子粉体堆焊焊接层,该焊接层具备:第一焊接层,形成于所述轴承的表面,稀释率为5%~25%;以及第二焊接层,形成于所述第一焊接层上,稀释率为所述第一焊接层的稀释率的50%以下。
3、在专利文献2中,公开了一种硬化堆焊层的形成方法,其特征在于,在规定长度的金属制的中空管内填充硬质粒子,封闭该中空管的两端,将上述中空管横向载置于金属制的母材上,使焊接用焊炬靠近上述中空管的上方,使焊接用焊炬的电极与上述中空管之间产生电弧,通过该电弧对上述中空管和上述母材的表面进行熔融而形成熔池,通过上述中空管的熔融使未熔融的上述硬质粒子从上述中空管的内部流出至上述熔池内,使上述焊接用焊炬沿着上述中空管移动,由此在上述母材的表面中,形成沿着上述焊接用焊炬的移动轨迹的硬化堆焊层。
4、现有技术文献
5、专利文献
6、专利文献1:国际公开第2008/111150号
7、专利文献2:日本特开2018-1172号公报
技术实现思路
1、发明要解决的问题
2、通过对蒸汽轮机等的主要阀内置品的滑动面、接触面堆焊作为更硬的材质的钴基合金(司太立(stellite)等)来谋求耐磨耗性的提高。为了抑制由时效硬化引起的裂纹,堆焊部需要管理稀释率(表示母材的成分以哪种程度熔入了焊接金属的参数)。稀释率管理也适用于堆焊部的修补焊接,但堆焊部为钴基合金,钴基合金熔融而母材不熔融。因此,在堆焊部的修补中,没有与母材的稀释,难以将稀释率设为规定的范围。专利文献1和2的堆焊方法公开了一种向被焊接的原材料(母材)进行焊接的方法,母材直接熔融。但是,在对由钴基合金构成的焊接层进行修补焊接的情况下,不直接熔融母材(钢材),因此,修补焊接部的稀释率可能会降低,可能无法抑制修补焊接部的裂纹。
3、本公开是为了解决上述技术问题而完成的,其目的在于提供一种堆焊方法,能将在通过由钴基合金构成的焊接层的修补焊接而形成的修补焊接部中不足的成分(例如fe)添加至焊接材料,抑制稀释率的降低。
4、技术方案
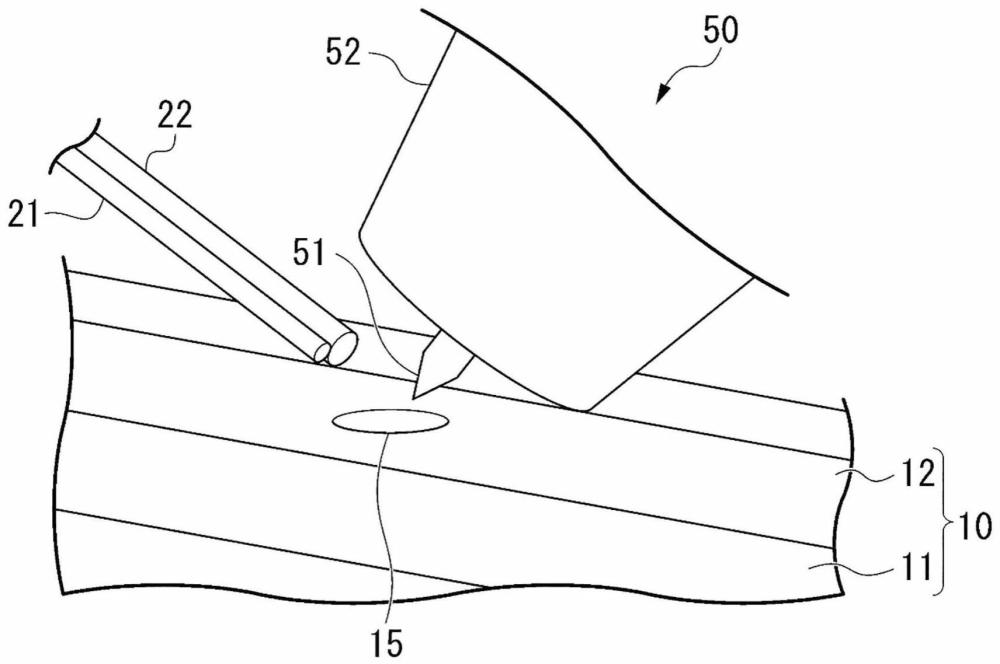
5、在本公开的对具备钢材和形成于所述钢材上的由钴基合金构成的堆焊部的构件进行堆焊的方法中,使焊接用焊炬与所述堆焊部之间产生电弧,通过所述电弧对所述堆焊部的表面进行熔融而形成熔池,使所述钢材的共金系焊接材料和由钴基合金构成的钴基合金焊接材料同时插入所述熔池。
6、有益效果
7、根据本公开的堆焊方法,能抑制通过钴基合金的修补焊接而形成的修补焊接部的稀释率的降低。
技术特征:
1.一种堆焊方法,所述堆焊方法是对具备钢材和形成于所述钢材上的由钴基合金构成的堆焊部的构件进行堆焊的方法,其中,
2.根据权利要求1所述的堆焊方法,其中,
3.根据权利要求2所述的堆焊方法,其中,
4.根据权利要求1所述的堆焊方法,其中,
5.根据权利要求4所述的堆焊方法,其中,
6.根据权利要求1所述的堆焊方法,其中,
7.根据权利要求6所述的堆焊方法,其中,
8.根据权利要求1所述的堆焊方法,其中,
9.根据权利要求1所述的堆焊方法,其中,
技术总结
本公开提供一种能抑制通过由钴基合金构成的焊接层的修补焊接而形成的修补焊接部的稀释率的降低的堆焊方法。一种对具备钢材和形成于钢材上的由钴基合金构成的堆焊部的构件进行堆焊的方法,其中,使焊接用焊炬与堆焊部之间产生电弧,通过电弧对堆焊部的表面进行熔融而形成熔池,使钢材的共金系焊接材料和由钴基合金构成的钴基合金焊接材料同时插入熔池。
技术研发人员:益山大智,鸭和彦,石原干久,熊谷俊秀,榊原纪幸
受保护的技术使用者:三菱重工业株式会社
技术研发日:
技术公布日:2024/2/25
- 还没有人留言评论。精彩留言会获得点赞!