一种狭小空间精密同轴孔加工装置及方法与流程
本发明涉及一种狭小空间精密同轴孔加工方法及装置,具体涉及利用高精度孔加工装置实现高精度同轴通孔和同轴盲孔的加工,属于机械加工领域。
背景技术:
1、随着高精尖产品不断小型化,现在机械加工中经常遇到狭小空间孔系加工,该类型孔系通常位于两侧对称且为盲孔,两侧加工空间受限。目前常用加工孔系方法有三种,一是加长刀具加工,二是角度弯头加工,三是电火花加工。
2、加长刀具加工适用于同轴通孔加工,对于较高同轴度要求的孔系需要用加长刀具从一侧一次性加工到位,但局限于不能完成两侧受限的盲孔特征加工。角度弯头可实现同轴通孔和盲孔加工,但对于狭小空间,角度弯头加工装置具有两点局限性:一是空间狭小,角度弯头会与工件产生干涉,加工时两者会发生碰撞;二是空间越狭小,角度弯头外形越小,导致角度弯头刚性越差。因此对于难加工材料狭小空间盲孔的加工,以上两种方法均无法实现。电火花通过设计专用和小型电极进行腐蚀加工,可实现狭小空间同轴通孔和盲孔的加工,其缺点在于加工效率低,尤其是对于盲孔加工,由于电腐蚀的材料无法及时排出,容易产生积碳,需要人工频繁清理积碳,导致孔越深、加工时间越长,同时电极消耗快,加工成本高。
3、因此,有必要设计高精高效的同轴孔加工装置,针对两侧受限的位置,设计加工装置和对称刀具,创新同轴孔加工工艺方法,以实现狭小空间同轴孔的低成本、高效率加工。
技术实现思路
1、本发明提供了一种高精度同轴通孔和盲孔加工装置及方法,以克服难加工材料狭小空间精密同轴孔加工困难、加工成本高的问题。
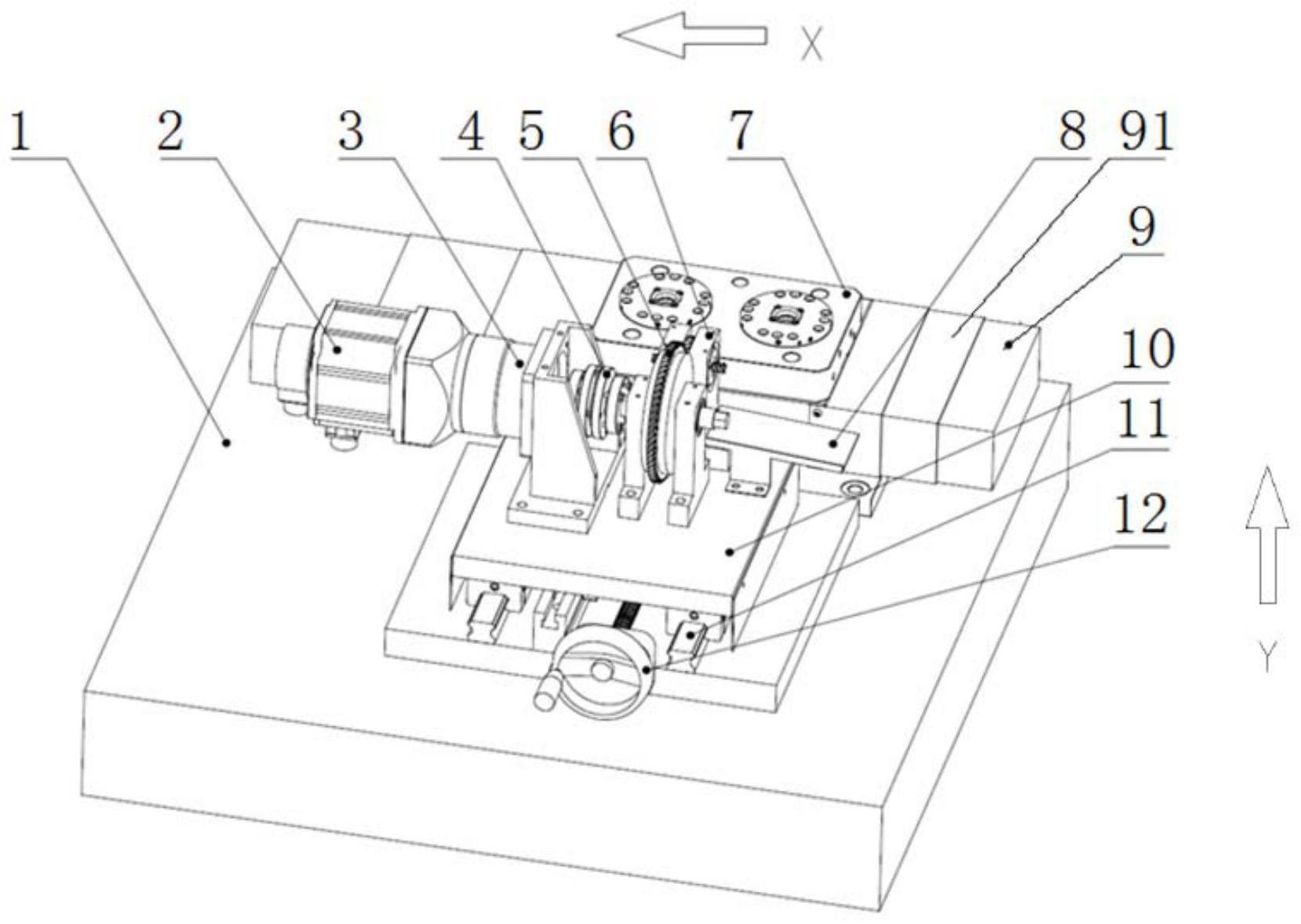
2、一种狭小空间精密同轴孔加工装置,包括伺服电机2、减速器3、联轴器4、斜齿轮副5和切削系统6,其中,伺服电机2、减速器3、联轴器4、斜齿轮副5和切削系统6依次连接在一起,其特征于,伸向前后方向的滑轨11上固定安装在基板1上,移动平板10安装在滑轨11上,移动平板10能够在滑轨11前后运动;伺服电机2、减速器3、联轴器4、斜齿轮副5和切削系统6固定安装在移动平板10上;在滑轨11的后面的基板1上,还设有滑动系统9,滑动系统9上的滑动平台91滑动的方向滑轨11垂直;
3、在滑动平台91上安装有装夹装置,装夹装置包括零点快换工装7和固定工装23,其中固定工装23为“u”型板,中间的缺口是切削系统6工作时的位置,零点快换工装7通过螺钉固定在滑动平台91上,零点快换工装7上表面有多个安装孔,固定工装23下表面有相应的安装柱用于插入零点快换工装7上表面有多个安装孔中,固定工装23又通过拉钉与零点快换工装7固定连接在一起,用于工件的快速装夹定位;
4、工作时,将待加工工件25先固定在固定工装23,然后将再将固定工装23与连接在零点快换工装7上,移动滑动平台91,使零点快换工装7与滑动平台91垂直的中心线与滑轨11两轨之间的中线重合,即零点快换工装7在零点的位置;再移动移动平板10靠近滑动平台91,使切削系统6进入固定工装23的缺口处,用于对固定工装23上的“u”型待加工工件25的进行加工。
5、固定工装23为“u”型板,在固定工装23至少有四个“l”型压板22,每个压板22上设有一个螺钉26,工作时,先用两个螺纹定位销24对待加工工件25在固定工装23上完成定位,待加工工件25四角用压板22压住,四个螺钉26分别贯穿于四个压板22,压紧待加工工件25,并固定于固定工装23上。
6、利用权利要求1所述的一种狭小空间精密同轴孔加工装置进行小空间精密同轴孔加工的方法,包括下列步骤,
7、步骤一、将待加工工件25夹在固定工装23上,再将固定工装23固定在零点快换工装7上,调整零点快换工装7在零点位置;将两个粗加工刀具——钻头安装在切削系统6的转动芯轴上;
8、步骤二、将滑动平台91位置,使零点快换工装7从零点平移至某一固定位置,保证切削系统6两侧的刀具能进入零点快换工装7缺口的狭小空间,避免加工时刀具与工件产生干涉;
9、步骤三、通过转动手轮12,将刀具移至待加工工件25缺口处,调整切削系统6的位置,使切削系统6上的刀具中心与待加工工件25设定的孔的中心线重合;
10、步骤四、分别根据两侧刀具切削深度,计算滑动平台91移动位移的距离,启动切削系统6,开始粗加工一侧孔,加工完后反向移动滑动平台91,粗加工另一侧孔;
11、步骤五、转动手轮12,将切削系统6移出,更换半精加工刀具或精加工刀具,重复步骤三和步骤四,对孔进行半精和精加工;
12、步骤六、完成精加工后,待加工工件25加工完成。
13、本发明的有益效果:本发明设计了一种难加工材料狭小空间高精度同轴孔低成本、高效率加工方法及装置,通过一次装夹两个刀具,刀具只做旋转切削运动,工件做水平往复移动,从而实现高精度同轴不同直径盲直孔和盲锥孔的加工,通过零点快换工装实现工件的快速装夹定位,利用顶丝和钢球实现刀具的快速更换和装夹。
14、针对此类零件特征,原加工方法存在长刀具加工方法只能加工该类型零件的通孔特征,弯头配合刀具加工方法为避免干涉加工区域要求较大,电火花加工方法效率较低等问题。本装置可完成两侧同轴盲孔加工,解决了加工区域狭小受限的情况,提高加工效率。
15、本装置可代替数控机床,节约设备购置费用,从而降低了加工成本。该装置可配合工业机器人,组建自动化加工单元,实现工件的连续自动加工。
技术特征:
1.一种狭小空间精密同轴孔加工装置,包括伺服电机(2)、减速器(3)、联轴器(4)、斜齿轮副(5)和切削系统(6),其中,伺服电机(2)、减速器(3)、联轴器(4)、斜齿轮副(5)和切削系统(6)依次连接在一起,其特征于,伸向前后方向的滑轨(11)上固定安装在基板(1)上,移动平板(10)安装在滑轨(11)上,移动平板(10)能够在滑轨(11)前后运动;伺服电机(2)、减速器(3)、联轴器(4)、斜齿轮副(5)和切削系统(6)固定安装在移动平板(10)上;在滑轨(11)的后面的基板(1)上,还设有滑动系统(9),滑动系统(9)上的滑动平台(91)滑动的方向滑轨(11)垂直;
2.根据权利要求1所述的一种狭小空间精密同轴孔加工装置,其特征在于,固定工装(23)为“u”型板,在固定工装(23)至少有四个“l”型压板(22),每个压板(22)上设有一个螺钉(26),工作时,先用两个螺纹定位销(24)对待加工工件(25)在固定工装(23)上完成定位,待加工工件(25)四角用压板(22)压住,四个螺钉(26)分别贯穿于四个压板(22),压紧待加工工件(25),并固定于固定工装(23)上。
3.利用权利要求1所述的一种狭小空间精密同轴孔加工装置进行小空间精密同轴孔加工的方法,包括下列步骤,
技术总结
本发明是一种狭小空间精密同轴孔加工装置及方法,包括伺服电机(2)、减速器(3)、联轴器(4)、斜齿轮副(5)和切削系统(6),其中,伺服电机(2)、减速器(3)、联轴器(4)、斜齿轮副(5)和切削系统(6)依次连接在一起,其特征于,伸向前后方向的滑轨(11)上固定安装在基板(1)上,移动平板(10)安装在滑轨(11)上,移动平板(10)能够在滑轨(11)前后运动;伺服电机(2)、减速器(3)、联轴器(4)、斜齿轮副(5)和切削系统(6)固定安装在移动平板(10)上;本装置可代替数控机床,节约设备购置费用,从而降低了加工成本。
技术研发人员:何海龙,王攀,张泽贤,张正岩
受保护的技术使用者:北京新风航天装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!