一种多规格金属锥状件连续加工设备的制作方法
本发明属于金属加工设备,具体而言,涉及了专门针对金属锥状件连续加工用的一种多规格金属锥状件连续加工设备。
背景技术:
1、金属锥结构属于一类应用范围较广的金属零部件,一般通过车削的方式将金属杆的一端通过适当的走刀工艺形成,其最大的形状特征在于具有一个锥面的端部,简单来说,锥状件的连续加工可通过合理利用车削刀的走刀路径来实现不同锥面和长度的金属锥件的成型、并最终通过车削刀将金属锥件从物料上切断后完成单一零件的加工,不需要额外的机械设备就能完成。
2、而针对于金属件锥面的加工或者连续加工,也有少量的现有技术专门针对上述目的进行针对性设计,例如公开号cn112024908a的一种金属零件锥面加工设备就是一种将工件水平放置的专用加工装置,但简单的锥面金属件应用范围虽然并不像螺丝钉一样用途广泛,但依旧有许多可以应用的场合,例如,小型的锥面金属件可作为一些非全金属材质遮阳伞的地钉结构,又或者是作为某些支架的末端结构来实现支撑或者定位的功能。
3、基于上述理由,由于金属锥件的连续加工目前并非热门方向,导致于目前从事该类加工的生产商通常还是采用一般车床完成批量化的金属锥件的加工,然而一般车床在需要连续进行加工的时候,每消耗完一根物料都需要完整地走一次从料堆取料再装载于车床夹具的流程步骤,较为繁琐,并且,如果加工过程中如果需要快速切换不同规格的物料,也依旧不够灵活。
4、显然,现有技术中,能找得到的大多数特型加工设备或者是一般车床,均不能很好满足针对于金属锥件的多规格、连续加工的特殊需求,同时,一般的特型加工设备的兼用性亦有所打折,换句话说,该类特型加工设备通常只能在加工特殊零部件的场合保持良好的操作性和加工效率,而一旦加工其它零部件则适用性较差,反而不如一般车床,不利于这类特型加工设备在日常生产当中实现合理化利用。
5、有鉴于此,原则上是允许生产商自行根据实际需要设置一款制造成本相对可控、能够更好应付金属锥件加工需要的专用加工设备,满足不同规格物料灵活切换、以及能一次装载连续加工的需求。
6、此外,值得一提的是,目前的加工工艺当中,若金属锥件如果通过车削成型而得,其锥面表面粗糙度通常较高,还需要砂纸额外进行打磨,但现有的车削打磨方式为人手抓持砂纸去接触高速旋转的工件,存在一定的致伤风险,因此具备存在的附带改进的可能。
技术实现思路
1、针对背景技术中存在的技术缺陷,本发明提出一种多规格金属锥状件连续加工设备,解决了上述技术问题以及满足了实际需求,具体的技术方案如下所示:
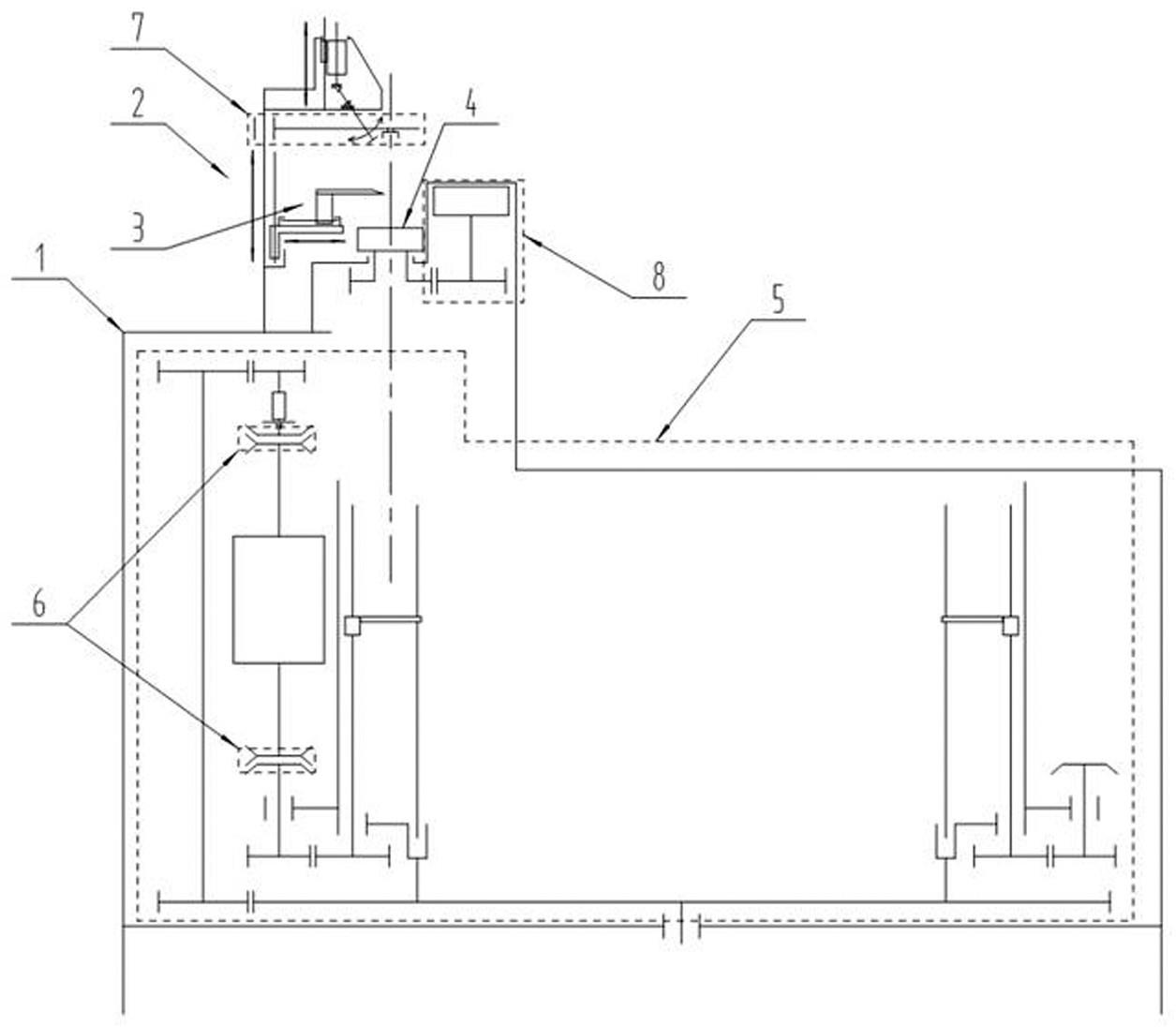
2、一种多规格金属锥状件连续加工设备,包括机架,所述机架的上部竖直设置有车刀安装柱,所述车刀安装柱在自身顶端以下的区域设置有至少一组车刀架,所述车刀架连接有的整体朝向水平或趋向水平的车刀,所述机架在车刀安装柱的下方设置夹具座,所述夹具座与固定在机架中的主轴箱连接;
3、所述机架在夹具座的下方连接有旋转式多工位抬升物料架,具体地,所述旋转式多工位抬升物料架包括与机架固定连接且转子轴向垂直于地面的切换电机,分别设置在切换电机内并且沿着切换电机的转子两个相反轴向分别延伸还一体相连的上单向轴和下单向轴,设于靠近上单向轴一端依次传动连接的工位切换驱动轴以及工位切换盘座,设置在工位切换盘座上、至少一组的抬升支座,至少一组的、设置于抬升支座上的丝杠式抬升物料托具,至少一组的、与丝杠式抬升物料托具的动力输入端传动连接、并且活动连接于抬升支座上的抬升驱动轴;
4、所述上单向轴外侧套设有与抬升支座固定连接的限位环,所述限位环内套设有通过单向自锁结构与上单向轴相连的转换轴,该转换轴与工位切换驱动轴传动相连,该转换轴与上单向轴非自锁连接时与限位环发生抵接,所述下单向轴同样通过单向自锁结构与抬升驱动轴相连,所述上单向轴的自锁方向与下单向轴的自锁方向相反。
5、此外,作为本发明的改进技术方案,所述车刀安装柱的顶端设置磨具座,所述磨具座设置有输出端竖直向下的打磨电机,该打磨电机的转子的轴心内嵌套有可沿转子轴向直线活动的调整轴,该调整轴连接有被限位在一调节轴承内的万向传动轴,所述调节轴承铰接于磨具座内,该万向传动轴的端部可分离地连接有旋转打磨片。
6、作为上述改进技术方案的延伸,所述万向传动轴的轴身设有一段直径小于轴身其它位置的限位段,所述限位段嵌套在调节轴承之中,所述调节轴承的外壁通过铰接件与磨具座相互铰接,且限位段的轴向长度大于调节轴承的轴向长度。
7、作为上述改进技术方案的延伸,所述万向传动轴与旋转打磨片为以下2种连接方式中的任意1种,所述万向传动轴的端部固定连接有轴座,所述旋转打磨片连接有与轴座配合的打磨轴,或者,所述万向传动轴的端部与旋转打磨片通过螺纹连接。
8、本发明具有的有益效果在于:
9、该设备通过单一的切换电机就能实现多个不同规格物料或者是同一规格物料的切换以及合理走料,使其能够配合车削刀具完成金属件锥面的成型以及分切,其中,单一切换电机的单向自锁结构,是在尽可能简化物料切换结构复杂度基础之上尽可能保证部件之间传动关系稳定可靠的保证,使得本发明所述设备的整体建造成本相对可控的基础之上,较好地提高了生产制造商针对金属锥件的加工效率,较为切实地满足了综合生产制造商在小领域的零件方面的实际生产需求。
10、同时,本发明还合理设置了机械打磨结构,通过合理设置的联动方式,避免人手仅通过打磨砂纸与金属工件直接接触的问题,有效降低了加工人员打磨高速旋转的金属锥面零件的碰伤风险。
技术特征:
1.一种多规格金属锥状件连续加工设备,包括机架,所述机架的上部竖直设置有车刀安装柱,所述车刀安装柱在自身顶端以下的区域设置有至少一组车刀架,所述车刀架连接有的整体朝向水平或趋向水平的车刀,所述机架在车刀安装柱的下方设置夹具座,所述夹具座与固定在机架中的主轴箱连接,其特征在于:
2.根据权利要求1所述的多规格金属锥状件连续加工设备,其特征在于:所述丝杠式抬升物料托具包括固定连接在抬升支座且竖直向上延伸的丝杠导轨,与抬升支座活动连接的丝杠、与丝杠导轨卡接并套设在丝杠上的托具,以及与设置于丝杠一端同时与抬升驱动轴之间通过齿轮副连接的从动轮。
3.根据权利要求2所述的多规格金属锥状件连续加工设备,其特征在于:所述工位切换驱动轴与工位切换盘座的外缘之间通过传动比小于1的齿轮副相互啮合,所述抬升驱动轴与从动轮之间通过传动比小于1的齿轮副相互啮合。
4.根据权利要求1所述的多规格金属锥状件连续加工设备,其特征在于:所述单向自锁结构设置在上单向轴的上端部、转换轴的下端部、下单向轴的下端部以及抬升驱动轴的上端部,所述单向自锁结构包括设于中央的轴心插销或轴心插孔中任意1个,以及不少于2个、环绕所述轴心插销或轴心插孔旋转对称布置的啮合齿,且上单向轴的上端部、转换轴的下端部之间设有相互配合的轴心插销与轴心插孔,下单向轴的下端部以及抬升驱动轴的上端部之间设有相互配合的轴心插销与轴心插孔。
5.根据权利要求4所述的多规格金属锥状件连续加工设备,其特征在于:所述啮合齿的一侧面是与轴的截面之间存在不超过90°的面夹角的咬合面,与咬合面衔接的另一侧面是自啮合齿的齿顶均匀过渡至相邻啮合齿的咬合面根部的过渡面。
6.根据权利要求4所述的多规格金属锥状件连续加工设备,其特征在于:所述啮合齿的一侧面是与轴的截面之间存在90°的面夹角的咬合面,另一侧面由与咬合面衔接、自啮合齿的齿顶平行于轴的截面方向周向延伸的水平扇面,以及与水平扇面衔接后再过渡至相邻啮合齿的咬合面根部的过渡面组成。
7.根据权利要求1所述的多规格金属锥状件连续加工设备,其特征在于:所述车刀安装柱还连接有可绕所述车刀安装柱转动并且朝向车刀架的端部固定具,所述端部固定具通过具有一条竖直向下的自由轴的水平摆臂与所述车刀安装柱相连,该端部固定具为竖直向下的活动夹爪,或者是自身竖直方向的下面具有锥面凹槽的抵接件。
8.根据权利要求1所述的多规格金属锥状件连续加工设备,其特征在于:所述车刀安装柱的顶端设置磨具座,所述磨具座设置有输出端竖直向下的打磨电机,该打磨电机的主体部分与直线运动结构的输出端相连,而直线运动结构的主体相对静止部分与磨具座固定连接,该打磨电机的转子的轴心内嵌设有可沿转子轴向直线活动的调整轴,该调整轴连接有被限位在一调节轴承内的万向传动轴,所述调节轴承铰接于磨具座内,该万向传动轴的端部可分离地连接有旋转打磨片。
9.根据权利要求8所述的多规格金属锥状件连续加工设备,其特征在于:所述万向传动轴的轴身设有一段直径小于轴身其它位置的限位段,所述限位段嵌套在调节轴承之中,所述调节轴承的外壁通过铰接件与磨具座相互铰接,且限位段的轴向长度大于调节轴承的轴向长度。
10.根据权利要求8所述的多规格金属锥状件连续加工设备,其特征在于:所述万向传动轴的端部固定连接有轴座,所述旋转打磨片连接有与轴座配合的打磨轴,或者,所述万向传动轴的端部与旋转打磨片通过螺纹连接。
技术总结
本发明公开了针对具有锥面的金属件的一种多规格金属锥状件连续加工设备,包括机架、设置于机架上的车刀安装柱、设置在车刀安装柱上的车削刀、设置在机架上的夹具座以及设置在上述部件下方的旋转式多工位抬升物料架,更进一步的,还在车刀安装柱上端设置有打磨结构。本发明从满足金属锥状件不同规格或者是相同规格连续、灵活加工的需求出发,用较为合理、紧凑的结构实现所需的技术目的,并且最终获得能够较好地兼顾一般加工需要的新式专用加工设备,提高了生产企业生产金属锥状件的生产效率。
技术研发人员:余锦波
受保护的技术使用者:佛山市南海区居鼎五金制品有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!