一种外齿轮公法线测量用跨齿数的求值方法与流程
本发明涉及一种齿轮公法线测量时的跨齿数的求值方法,具体涉及一种外齿轮公法线测量用跨齿数的求值方法。
背景技术:
1、齿轮广泛应用于汽车、工程机械等各个行业中,现今齿轮加工方法有滚齿、剃齿、珩齿工艺或者有滚齿、磨齿工艺等。齿轮在各种加工方法的过程中有产品在机床上直接测量这种质量监控方式,如深圳智泰精密仪器有限公司申请的申请号为cn200710075802.9、名称为“齿轮公法线长度、法节及法节偏差测量方法和系统”的发明专利申请,就是一种检测齿轮质量的方法。跨齿数是衡量齿轮的公法线长度变动量的重要参数,原来的跨齿数计算值范围较宽,很难找到齿面上最佳的测量点、甚至由于跨齿数不理想造成接触点在齿顶外或齿根过渡曲线上产生误测量而报废都时有发生。因此,在对外齿轮公法线进行测量时需要先准确确定跨齿数,才能保证测量结果的准确,而目前并没有如何快速确定跨齿数的方式。
技术实现思路
1、本发明针对当前外齿轮公法线测量时没有很好地计算跨齿数的方法,提出了一种外齿轮公法线测量用跨齿数的求值方法,能够快速算出跨齿数,进而找到齿轮的测量位置,保证产品加工过程和最终质量的监控。
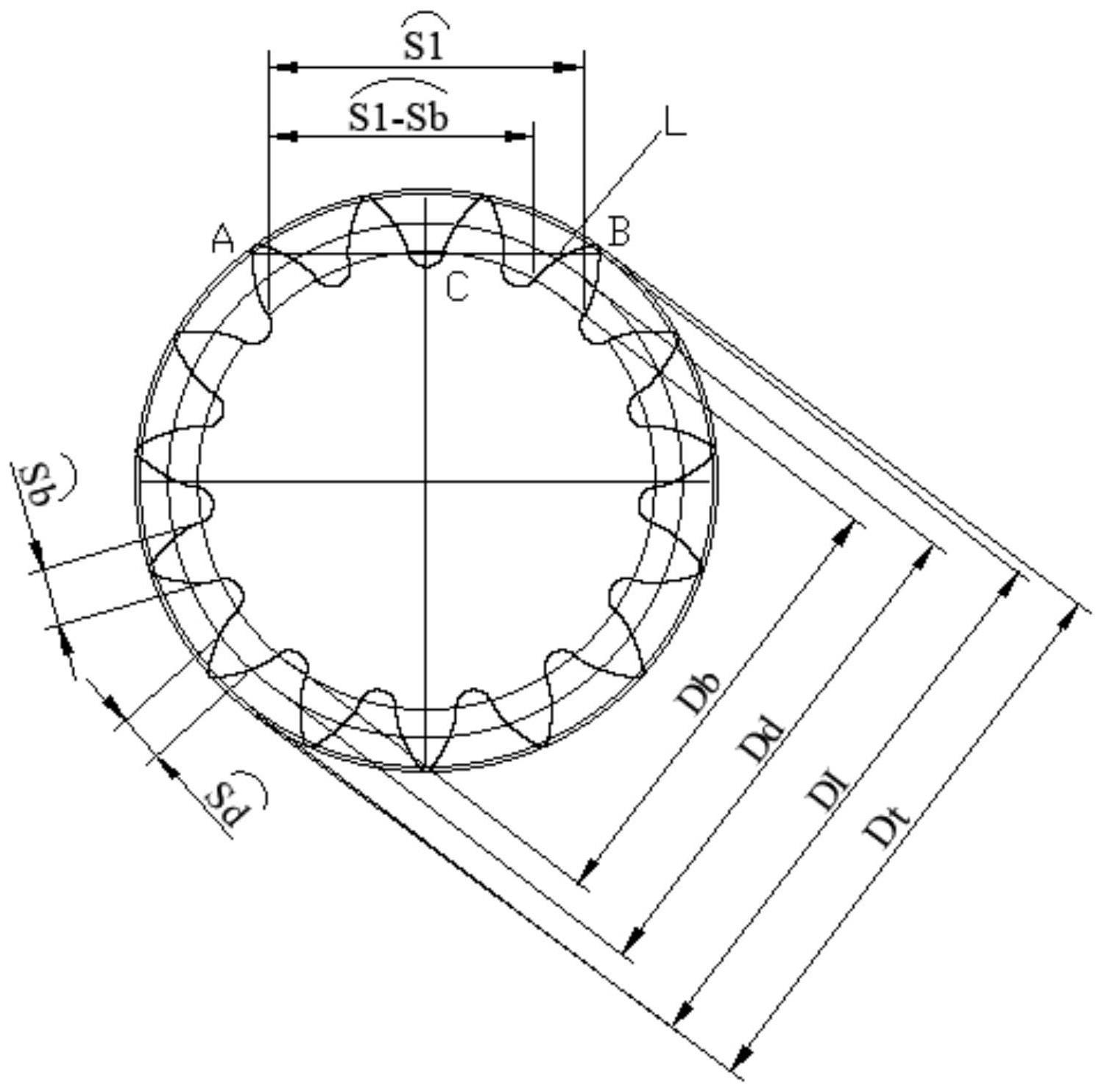
2、本发明为解决上述问题所提出的技术手段为:一种外齿轮公法线测量用跨齿数的求值方法,用公法线测量点处过齿轮中心的直径di来判断跨齿数的选取是否合适,具体过程如下:取跨齿数kz初始值为:kz=z/4+1,其中:z为齿轮齿数;
3、s1=db*π/z*(kz-1)+sb……式(1),其中:s1为跨齿数kz个齿所对应的基圆弧长,db为基圆直径,sb为基圆齿厚;
4、di2=db2+(2ρ)2=db 2+s12……式(2),其中:ρ为公法线测量点处的曲率半径;
5、如果di>dt+2e,则将kz=kz-1代入式(1)和式(2)循环计算,直至di≤dt+2e,其中:dt为齿顶圆直径,e为修缘长度。
6、进一步地,基圆直径db=m*z*cosαt/cosβ,其中:m为模数,αt为端面压力角,β为螺旋角。
7、进一步地,端面压力角αt=arctan(tanα/cosβ),其中:α为压力角。
8、进一步地,基圆齿厚sb=db*(sd/cosβ/dd+(invαt)),其中:sd为分度圆齿厚,dd为分度圆直径,invαt为渐开线函数。
9、进一步地,分度圆直径dd=m*z/cosβ。
10、本发明的有益效果是:
11、本发明可以快速精确求出测量齿轮公法线的跨齿数值,改善了原来的跨齿数计算值范围较宽,很难找到齿面上最佳的测量点、甚至由于跨齿数不理想造成接触点在齿顶外或齿根过渡曲线上产生误测量而报废的情况。
技术特征:
1.一种外齿轮公法线测量用跨齿数的求值方法,其特征在于:用公法线测量点处过齿轮中心的直径di来判断跨齿数的选取是否合适,具体过程如下:取跨齿数kz初始值为:kz=z/4+1,其中:z为齿轮齿数;
2.如权利要求1所示的外齿轮公法线测量用跨齿数的求值方法,其特征在于:基圆直径db=m*z*cosαt/cosβ,其中:m为模数,αt为端面压力角,β为螺旋角。
3.如权利要求2所示的外齿轮公法线测量用跨齿数的求值方法,其特征在于:端面压力角αt=arctan(tanα/cosβ),其中:α为压力角。
4.如权利要求3所示的外齿轮公法线测量用跨齿数的求值方法,其特征在于:基圆齿厚sb=db*(sd/cosβ/dd+(invαt)),其中:sd为分度圆齿厚,dd为分度圆直径,invαt为渐开线函数。
5.如权利要求4所示的外齿轮公法线测量用跨齿数的求值方法,其特征在于:分度圆直径dd=m*z/cosβ。
技术总结
一种外齿轮公法线测量用跨齿数的求值方法,用公法线测量点处过齿轮中心的直径DI来判断跨齿数的选取是否合适,具体过程如下:取跨齿数KZ初始值为:KZ=Z/4+1,其中:Z为齿轮齿数;S1=Db*π/Z*(KZ‑1)+Sb……式(1),其中:S1为跨齿数KZ个齿所对应的基圆弧长,Db为基圆直径,Sb为基圆齿厚;DI<supgt;2</supgt;=Db<supgt;2</supgt;+(2ρ)<supgt;2</supgt;=Db <supgt;2</supgt;+S1<supgt;2</supgt;……式(2),其中:ρ为公法线测量点处的曲率半径;如果DI>Dt+2E,则将KZ=KZ‑1代入式(1)和式(2)循环计算,直至DI≤Dt+2E,其中:Dt为齿顶圆直径,E为修缘长度。本发明能够快速算出跨齿数,进而找到齿轮的测量位置,保证产品加工过程和最终质量的监控。
技术研发人员:文贵华,杨文睿
受保护的技术使用者:株洲齿轮有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!