一种管路连接套管的焊接工艺的制作方法
本发明涉及管路连接套管的焊接,尤其是一种管路连接套管的焊接工艺。
背景技术:
1、在船舶行业中,管路连接套管是一个非常重要的技术,可以连接不同材料、不同直径、不同厚度的管道或管件,具有连接牢固、密封性好、安装方便等优点。在船舶行业中,管路连接套管被广泛应用于船舶的各种管道系统中,如给排水系统、油水分离系统、空调系统、消防系统等。由于船舶环境的特殊性,管路连接套管的质量和可靠性对船舶的安全运行至关重要。因此,在船舶行业中,管路连接套管的制造和安装需要严格按照相关标准和规范进行,以确保其质量和可靠性。
2、带连接套管在焊接时,常规是套管外和套管内都需要焊接,这种连接套管的焊接工艺会增多焊材的使用、打磨的工作量、管路制作时间成本,提高了造船成本。
3、为此,我们提出一种管路连接套管的焊接工艺解决上述问题。
技术实现思路
1、本发明的目的在于提供一种管路连接套管的焊接工艺,以解决上述背景技术中提出的常规是套管外和套管内都需要焊接,这种连接套管的焊接工艺会增多焊材的使用、打磨的工作量、管路制作时间成本,提高了造船成本。
2、为实现上述目的,本发明提供如下技术方案:
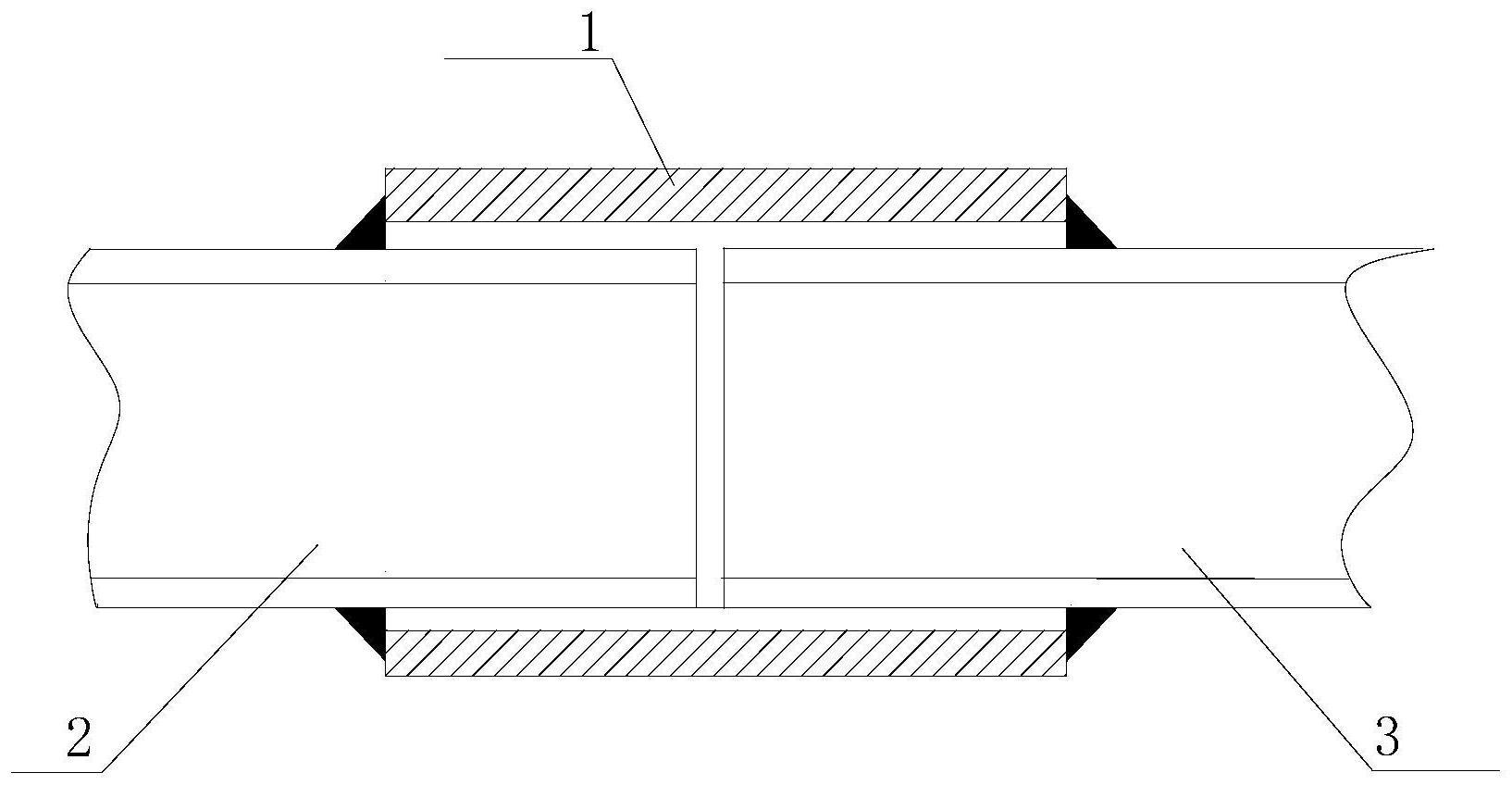
3、一种管路连接套管的焊接工艺,包括连接管套、管子和连接管,所述连接管套套接在管子和连接管表面,焊接工艺由以下步骤组成:
4、s1.准备工作:将需要连接的连接管套、管子、和连接管进行清洗和打磨,确保表面光洁无油污和氧化物。
5、s2.焊接预热:在进行焊接前,对连接管套、管子、和连接管进行预热,使其达到适宜的焊接温度。预热温度和时间根据管道和套管的材质和壁厚而调整。
6、s3.焊接方式:采用tig焊接方式进行连接。
7、s4.过程控制:控制焊接电流、电压、焊接速度和焊接角度等参数,确保焊接质量
8、s5.焊接完成:焊接完成后,对焊缝进行清理和打磨,去除焊渣和毛刺,使其表面光滑。
9、在进一步的实施例中,焊接时焊缝坡口面和坡口两侧各宽20mm范围(角焊缝在焊接面两侧各宽20mm范围内)作清理,焊接部位要清洁干净,不能有油漆、油、锈、氧化皮或其他对焊接质量有害的附着物,坡口加工残留毛刺应除去。
10、在进一步的实施例中,根据焊缝的尺寸要求和连接管套壁厚,选择不同直径焊条和焊接电流(见表2),所使用焊接材料的强度应不低于母材强度的下限。
11、在进一步的实施例中,焊接工作时,车间内作业,避免受到雨、强风等环境因素的影响。
12、在进一步的实施例中,连接管套焊脚尺寸应随管径大小及壁厚不同有所不同,连接管套与管子安装间隙应均匀对称(见表1)。
13、在进一步的实施例中,咬边深度不得大于0、5mm。咬边总长不超过焊缝全长20%。超过深度应焊补、磨平、修正。
14、在进一步的实施例中,当连接管套焊接结束后须进行密性试验检查的焊缝如有渗漏,则必须停止密性试验,找出渗漏部位,用砂轮或机械的方法,去除渗漏的焊缝,重新焊接,并再次进行密性试验直至渗漏消失。
15、现有技术相比,本发明的有益效果是:
16、焊接时焊缝坡口面和坡口两侧各宽20mm范围(角焊缝在焊接面两侧各宽20mm范围内)作清理,焊接部位要清洁干净,不能有油漆、油、锈、氧化皮或其他对焊接质量有害的附着物,坡口加工残留毛刺应除去,确保表面光洁无油污和氧化物,焊接完成后,对焊缝进行清理和打磨,去除焊渣和毛刺,使其表面光滑,在连接套管的管子在焊接时,常规是套管外和套管内都需要焊接,在保证性能不变的前提下,对管路连接套管焊接工艺进行改进,取消连接套管内的焊接,减少焊材的使用、打磨的工作量、管路制作时间成本,从而降低造船成本。
技术特征:
1.一种管路连接套管的焊接工艺,包括连接管套(1)、管子(2)和连接管(3),其特征在于,所述连接管套(1)套接在管子(2)和连接管(3)表面,焊接工艺由以下步骤组成:
2.根据权利要求1所述的一种管路连接套管的焊接工艺,其特征在于:焊接时焊缝坡口面和坡口两侧各宽20mm范围(角焊缝在焊接面两侧各宽20mm范围内)作清理,焊接部位要清洁干净,不能有油漆、油、锈、氧化皮或其他对焊接质量有害的附着物,坡口加工残留毛刺应除去。
3.根据权利要求1所述的一种管路连接套管的焊接工艺,其特征在于:根据焊缝的尺寸要求和连接管套(1)壁厚,选择不同直径焊条和焊接电流(见表2),所使用焊接材料的强度应不低于母材强度的下限。
4.根据权利要求1所述的一种管路连接套管的焊接工艺,其特征在于:焊接工作时,车间内作业,避免受到雨、强风等环境因素的影响。
5.根据权利要求1所述的一种管路连接套管的焊接工艺,其特征在于:连接管套(1)焊脚尺寸应随管径大小及壁厚不同有所不同,连接管套(1)与管子(2)安装间隙应均匀对称(见表1)。
6.根据权利要求1所述的一种管路连接套管的焊接工艺,其特征在于:咬边深度不得大于0、5mm。咬边总长不超过焊缝全长20%。超过深度应焊补、磨平、修正。
7.根据权利要求1所述的一种管路连接套管的焊接工艺,其特征在于:当连接管套(1)焊接结束后须进行密性试验检查的焊缝如有渗漏,则必须停止密性试验,找出渗漏部位,用砂轮或机械的方法,去除渗漏的焊缝,重新焊接,并再次进行密性试验直至渗漏消失。
技术总结
本发明公开了一种管路连接套管的焊接工艺,包括连接管套管子和连接管,所述连接管套套接在管子和连接管表面,在连接套管的管子在焊接时,常规是套管外和套管内都需要焊接,在保证性能不变的前提下,对管路连接套管焊接工艺进行改进,取消连接套管内的焊接,减少焊材的使用、打磨的工作量、管路制作时间成本,从而降低造船成本。
技术研发人员:孙玉龙,齐伟,谢小伟,朱璐,王益全
受保护的技术使用者:江苏大洋海洋装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!