直铜管冲孔弯管一体机的制作方法
本发明涉及管件加工设备领域,尤其是涉及直铜管冲孔弯管一体机。
背景技术:
1、目前的长管件在加工时,需要对其进行切割分段,随后对切割后的每段管件进行分别加工,而在长管件切割以及后续加工时,由于长管件的最末段往往长度不足以贯穿夹模、切割部件以及加工部件,使得最末段需要人工进行定位或直接丢弃,造成长管件加工效率降低、人工成本增加等问题。
技术实现思路
1、本发明的目的在于提供一种解决上述技术问题的直铜管冲孔弯管一体机。
2、为解决上述技术问题,本发明提供了一种直铜管冲孔弯管一体机,包括用于直铜管上料的管件上料装置、用于对直铜管末段定位的管件送料定位装置,管件送料定位装置上还布设有切割部件以及前管端部件,以使直铜管经切割部件进行切割分段、前管端部件进行前管端加工,且管件送料定位装置一侧依次布设有用于后管端加工的后管端部件、拔孔部件、冲孔弯管部件;其中,管件送料定位装置包括可移动设置的送料底座、置于送料底座上的送料夹模、设于送料底座移动方向上的定位靠山,当送料夹模夹持后一直铜管时,由送料底座推动后一直铜管,以使后一直铜管的前端顶动前一直铜管的后端进行移动。
3、进一步的,管件送料定位装置还包括定位座,定位靠山可移动的设于定位座上,且定位靠山未使用时移动避让送料底座的移动方向。
4、进一步的,送料底座上可移动的设有调节座,送料夹模置于调节座上,且送料底座上连接有顶料气缸,顶料气缸靠近调节座的一侧设有顶料块,以使顶料气缸通过顶料块推动调节座沿送料底座进行移动。
5、进一步的,顶料气缸的输出端与顶料块之间连接有伸缩杆,且伸缩杆外部套设有弹性件。
6、进一步的,送料底座一侧连接有传感器,传感器用于检测前一直铜管的后端与后一直铜管的前端位置。
7、进一步的,管件上料装置包括放料平台、转动设置于放料平台一侧的若干链条,链条外周间隔布设有若干上料块,以使上料块随链条进行转动时,托举直铜管上升至上平台位置。
8、进一步的,上平台由若干间隔布设的支撑杆形成,且上平台呈倾斜设置,上平台高度低的一端朝向上料位,上料位与上平台之间设有挡料杆,当直铜管沿上平台向上料位滚落时,直铜管受挡料杆进行阻挡。
9、进一步的,挡料杆背离上料位的一侧可升降的设有顶料杆,顶料杆一侧设有朝向上料位倾斜设置的引导块,以使顶料杆上升时托举直铜管上升,并使直铜管沿引导块滚落至上料位处。
10、进一步的,上料位内置有若干滚轮,滚轮可相对于上料位进行转动,且滚轮沿外周设有环槽,以使直铜管滚落至上料位时,直铜管置于若干滚轮的环槽中。
11、进一步的,上料块一侧开设有凹口,且凹口朝向链条的转动方向。
12、本发明的有益效果在于:
13、1、管件送料定位装置可自动对管件最末段进行定位,无需人工、丢弃等,增加长管件加工的效率和自动化程度;
14、2、顶料块与顶料气缸之间的伸缩杆、弹性件设置,可有效避免前一管件抵住定位靠山时,后一管件继续推动而导致的管件端部受损的情况;
15、3、上料块与链条的配合,可有效的增加管件上料过程中的便捷性,并可控制上料速度;
16、4、挡料杆与顶料杆的配合可避免大量管件直接滚落至上料位而导致上料位堵塞的情况,增加上料稳定。
技术特征:
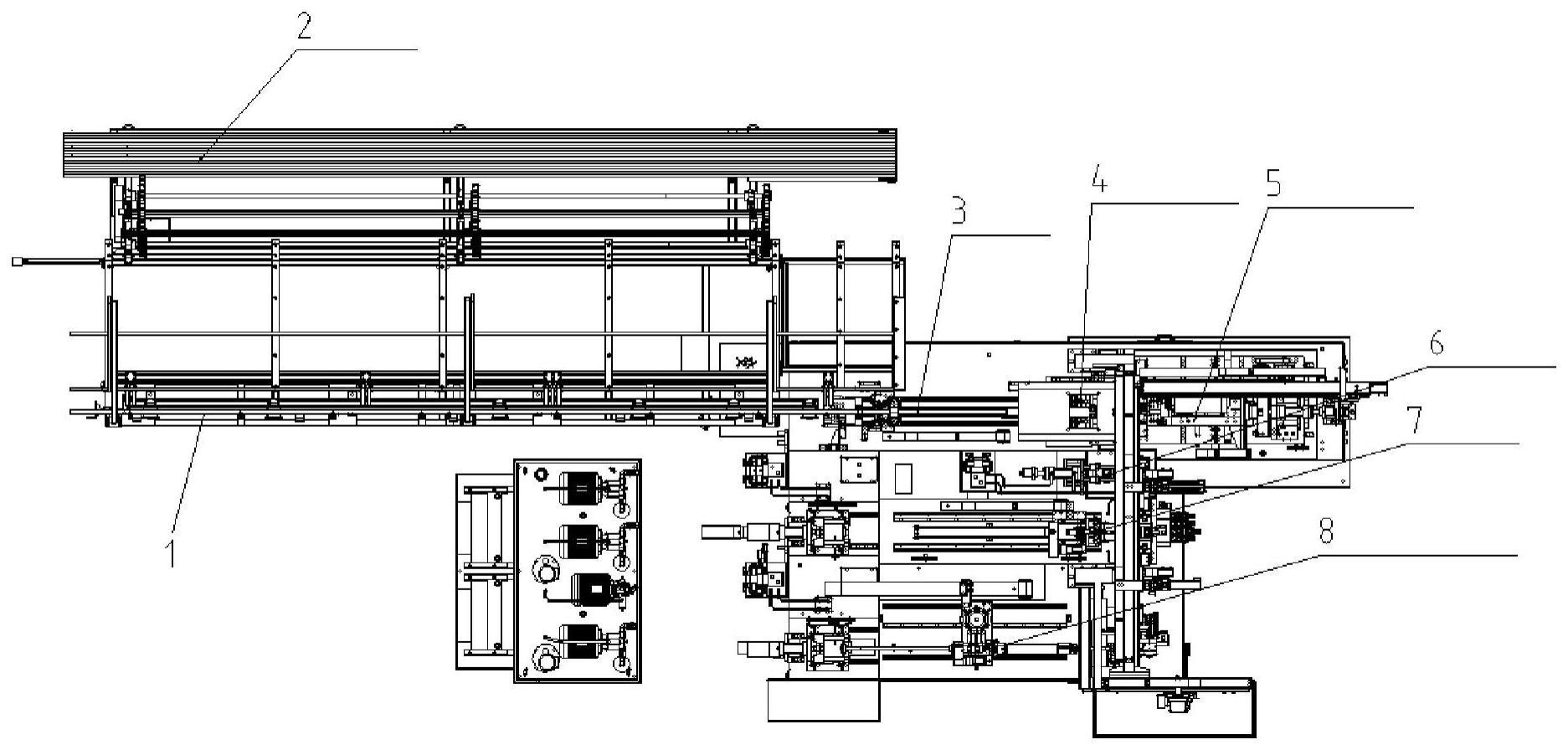
1.一种直铜管冲孔弯管一体机,其特征在于:包括用于直铜管(1)上料的管件上料装置(2)、用于对直铜管末段定位的管件送料定位装置(3),管件送料定位装置(3)上还布设有切割部件(4)以及前管端部件(5),以使直铜管(1)经切割部件(4)进行切割分段、前管端部件(5)进行前管端加工,且管件送料定位装置(3)一侧依次布设有用于后管端加工的后管端部件(6)、拔孔部件(7)、冲孔弯管部件(8);其中,管件送料定位装置(3)包括可移动设置的送料底座(31)、置于送料底座(31)上的送料夹模(32)、设于送料底座(31)移动方向上的定位靠山(33),当送料夹模(32)夹持后一直铜管(1)时,由送料底座(31)推动后一直铜管(1),以使后一直铜管(1)的前端顶动前一直铜管(1)的后端进行移动。
2.根据权利要求1所述的直铜管冲孔弯管一体机,其特征在于:管件送料定位装置(3)还包括定位座(34),定位靠山(33)可移动的设于定位座(34)上,且定位靠山(33)未使用时移动避让送料底座(31)的移动方向。
3.根据权利要求1所述的直铜管冲孔弯管一体机,其特征在于:送料底座(31)上可移动的设有调节座(35),送料夹模(32)置于调节座(35)上,且送料底座(31)上连接有顶料气缸(36),顶料气缸(36)靠近调节座(35)的一侧设有顶料块(37),以使顶料气缸(36)通过顶料块(37)推动调节座(35)沿送料底座(31)进行移动。
4.根据权利要求3所述的直铜管冲孔弯管一体机,其特征在于:顶料气缸(36)的输出端与顶料块之(37)间连接有伸缩杆(38),且伸缩杆(38)外部套设有弹性件(39)。
5.根据权利要求3所述的直铜管冲孔弯管一体机,其特征在于:送料底座(31)一侧连接有传感器(310),传感器(310)用于检测前一直铜管(1)的后端与后一直铜管(1)的前端位置。
6.根据权利要求1所述的直铜管冲孔弯管一体机,其特征在于:管件上料装置(2)包括放料平台(21)、转动设置于放料平台(21)一侧的若干链条(22),链条(22)外周间隔布设有若干上料块(23),以使上料块(23)随链条(22)进行转动时,托举直铜管(1)上升至上平台位置。
7.根据权利要求6所述的直铜管冲孔弯管一体机,其特征在于:上平台由若干间隔布设的支撑杆(24)形成,且上平台呈倾斜设置,上平台高度低的一端朝向上料位(25),上料位(25)与上平台之间设有挡料杆(26),当直铜管(1)沿上平台向上料位(25)滚落时,直铜管(1)受挡料杆(26)进行阻挡。
8.根据权利要求7所述的直铜管冲孔弯管一体机,其特征在于:挡料杆(26)背离上料位(25)的一侧可升降的设有顶料杆(27),顶料杆(27)一侧设有朝向上料位(25)倾斜设置的引导块(28),以使顶料杆(27)上升时托举直铜管(1)上升,并使直铜管(1)沿引导块(28)滚落至上料位(25)处。
9.根据权利要求7所述的直铜管冲孔弯管一体机,其特征在于:上料位(25)内置有若干滚轮(29),滚轮(29)可相对于上料位(25)进行转动,且滚轮(29)沿外周设有环槽(210),以使直铜管(1)滚落至上料位(25)时,直铜管(1)置于若干滚轮(29)的环槽(210)中。
10.根据权利要求6所述的直铜管冲孔弯管一体机,其特征在于:上料块(23)一侧开设有凹口(211),且凹口(211)朝向链条(22)的转动方向。
技术总结
本发明提供一种直铜管冲孔弯管一体机,包括用于直铜管上料的管件上料装置、用于对直铜管末段定位的管件送料定位装置,管件送料定位装置上还布设有切割部件以及前管端部件,以使直铜管经切割部件进行切割分段、前管端部件进行前管端加工,且管件送料定位装置一侧依次布设有用于后管端加工的后管端部件、拔孔部件、冲孔弯管部件;其中,管件送料定位装置包括可移动设置的送料底座、置于送料底座上的送料夹模、设于送料底座移动方向上的定位靠山,当送料夹模夹持后一直铜管时,由送料底座推动后一直铜管,以使后一直铜管的前端顶动前一直铜管的后端进行移动。
技术研发人员:李良有,席伟江,王元宾,许春涛,吴岳顺,童鑫
受保护的技术使用者:浙江长兴和良智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!