一种焊接衬垫、系统及使用方法与流程
本发明涉及一种焊接衬垫、系统及使用方法,属于不锈钢焊接。
背景技术:
1、对于常用的碳钢,由于合金元素含量较低,因此焊接时只需要采用正面气体保护即可保证焊缝的质量。但是,对于不锈钢等合金元素含量较高的材料,背面气体保护可以有效避免材料中关键合金元素的烧损,从而保证焊缝的整体质量。焊接衬垫是单面焊双面成形的常用辅助焊接装置,它的存在可以有效支撑熔池,避免熔融金属坠落,在焊接时,需要将保护气体传输至焊接处,现有的保护气体传输结果比较复杂。
技术实现思路
1、本发明提供了一种焊接衬垫、系统及使用方法,解决了背景技术中披露的问题。
2、为了解决上述技术问题,本发明所采用的技术方案是:
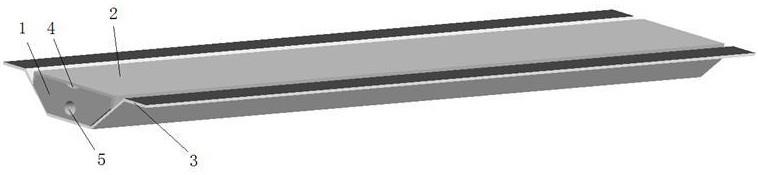
3、一种焊接衬垫,包括相对设置的覆盖层和粘接层,覆盖层和粘接层之间设置有若干依次排列的衬垫块;
4、覆盖有覆盖层的衬垫块面上设有第一凹槽,衬垫块的一端端面上设有第二凹槽,第二凹槽与第一凹槽连通,衬垫块内设有与第一凹槽平行且与第二凹槽连通的通气通孔;
5、所有衬垫块的第一凹槽拼接成一个承托焊缝的整槽;相邻两个衬垫块中,一个衬垫块的设有第二凹槽的端面与另一个衬垫块的不设有第二凹槽的端面贴靠,一个衬垫块的通气通孔通过对应的第二凹槽与整槽连通、与相对的另一衬垫块通气通孔连通。
6、若所有衬垫块的通气通孔均为一条,通气通孔位于第一凹槽的正下方。
7、若所有衬垫块的通气通孔均为两条,两条通气通孔平行、且位于第一凹槽的两侧,两个第二凹槽之间的衬垫块体的厚度小于第一凹槽开口的宽度,衬垫块体和第一凹槽的对称中心面为同一平面,两个第二凹槽之间的衬垫块体上设置有连通第一凹槽的第三凹槽,相邻两个衬垫块的第一凹槽通过第三凹槽连通。
8、覆盖层远离衬垫块的一侧设置有标记整槽的标记线。
9、覆盖层为低熔点覆盖层。
10、覆盖层为低熔点无机覆盖层或者低熔点金属箔。
11、一种焊接衬垫系统,包括气瓶、气体控制装置和焊接衬垫;
12、气体控制装置包括控制器、第一进气口、第二进气口、出气口和排气口,气瓶的出气口连接第一进气口,第一进气口连接出气口,出气口和第二进气口分别连接焊接衬垫两侧衬垫块的通气通孔,出气口和第二进气口连通,排气口连接第二进气口,第二进气口设置有检测气体纯度的纯度检测计和检测气体压力的压力计;
13、出气口和第二进气口之间的通气通道、焊接衬垫内的通气通道、以及气体控制装置和焊接衬垫之间的通气通道构成循环回路,循环回路上设有气体泵送装置;
14、控制器根据检测的气体纯度和压力,控制出气口和第二进气口的通断、第一进气口与出气口的通断、排气口与第二进气口的通断、以及泵送装置。
15、第一进气口通过进气阀连接出气口,第二进气口、出气口和排气口之间通过三通阀连接,出气口和三通阀之间设置气体泵送装置。一种焊接衬垫系统的使用方法,,包括:
16、1)将焊接衬垫两侧贴膜,安装焊接衬垫系统;
17、2)打开气瓶,控制器根据检测的气体纯度和压力,控制出气口和第二进气口的通断、第一进气口与出气口的通断、排气口与第二进气口的通断、以及泵送装置。
18、打开气瓶,控制器根据检测的气体纯度和压力,控制出气口和第二进气口的通断、第一进气口与循环回路的的通断、排气口与第二进气口的通断、以及泵送装置,包括:
19、21)打开气瓶,控制器打开气瓶与出气口之间的通气通道、关闭出气口和第二进气口之间的通气通道、打开第二进气口和排气口之间的通气通道;
20、22)当循环回路的气体纯度不小于纯度阈值时,控制器打开出气口和第二进气口之间的通气通道、关闭第二进气口和排气口之间的通气通道;
21、23)当循环回路的气体压力不小于压力阈值,控制器关闭气瓶与出气口之间的通气通道;
22、24)控制器启动泵送装置,循环泵送循环回路中的气体;
23、25)当泵送一段时间后,检测到气体压力小于压力阈值,控制器打开气瓶与出气口之间的通气通道,直到循环回路的气体压力不小于压力阈值。
24、本发明所达到的有益效果:1、本发明在衬垫块上设置第二凹槽和通气通孔,采用通气通孔作为气体通道,并通过第二凹槽将通气通孔的气体通入承托焊缝的整槽,以简单的形式实现保护气体的有效传送,降低了工艺难度;2、本发明采用低熔点覆盖层覆盖第一凹槽,只有正在焊接和已经形成焊缝的位置才有气体的存在,其它未焊接的位置不会出现气体外泄,从而有效提升了气体的使用效率,极大地降低了背面气体保护工艺的成本;3、本发明的系统直接将焊接衬垫接入循环回路,同时对循环回路中的气体进行纯度检测,确保将合格的气体应用于焊缝背面的保护,同时通过压力检测和循环泵精准控制保护气体的用量。
技术特征:
1.一种焊接衬垫,其特征在于,包括相对设置的覆盖层和粘接层,覆盖层和粘接层之间设置有若干依次排列的衬垫块;
2.根据权利要求1所述的一种焊接衬垫,其特征在于,若所有衬垫块的通气通孔均为一条,通气通孔位于第一凹槽的正下方。
3.根据权利要求1所述的一种焊接衬垫,其特征在于,若所有衬垫块的通气通孔均为两条,两条通气通孔平行、且位于第一凹槽的两侧,两个第二凹槽之间的衬垫块体的厚度小于第一凹槽开口的宽度,衬垫块体和第一凹槽的对称中心面为同一平面,两个第二凹槽之间的衬垫块体上设置有连通第一凹槽的第三凹槽,相邻两个衬垫块的第一凹槽通过第三凹槽连通。
4.根据权利要求1所述的一种焊接衬垫,其特征在于,覆盖层远离衬垫块的一侧设置有标记整槽的标记线。
5.根据权利要求1所述的一种焊接衬垫,其特征在于,覆盖层为低熔点覆盖层。
6.根据权利要求1所述的一种焊接衬垫,其特征在于,覆盖层为低熔点无机覆盖层或者低熔点金属箔。
7.一种焊接衬垫系统,其特征在于,包括气瓶、气体控制装置和权利要求1~6任一项所述的焊接衬垫;
8.根据权利要求7所述的焊接衬垫系统,其特征在于,第一进气口通过进气阀连接出气口,第二进气口、出气口和排气口之间通过三通阀连接,出气口和三通阀之间设置气体泵送装置。
9.一种焊接衬垫系统的使用方法,其特征在于,包括:
10.根据权利要求9所述的焊接衬垫系统的使用方法,其特征在于,打开气瓶,控制器根据检测的气体纯度和压力,控制出气口和第二进气口的通断、第一进气口与循环回路的的通断、排气口与第二进气口的通断、以及泵送装置,包括:
技术总结
本发明公开了一种焊接衬垫、系统及使用方法,本发明在衬垫块上设置第二凹槽和通气通孔,采用通气通孔作为气体通道,并通过第二凹槽将通气通孔的气体通入承托焊缝的整槽,实现气体有效传送,保证了气体保护效果;并且本发明的系统直接将焊接衬垫接入循环回路,同时对循环回路中的气体进行纯度检测,确保将合格的气体应用于焊缝背面的保护,同时通过压力检测和循环泵精准控制保护气体的用量。
技术研发人员:纪昂,陆智俊,张立平
受保护的技术使用者:江苏徐工工程机械研究院有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!