一种产品折弯无痕加工方法及对应的折弯无痕加工结构与流程
本发明涉及产品折弯的,具体为一种产品折弯无痕加工方法,本发明还提供了一种产品折弯无痕加工结构。
背景技术:
1、金属板材在进行折弯时,通过入图1所示的折弯冲头向平面产品进行冲压,折弯冲头端部和产品折弯位置的接触位置为圆弧形边,随着折弯冲头的下压,产品的下表面逐渐贴合滑块的表面,进而完成折弯,在这个冲压过程中,折弯冲头的端部持续和产品的表面接触,进而使得产品的表面存在折弯痕迹,其使得产品的表面需要进行后续处理才能使得表面合格,为此,急需研发一种产品折弯无痕加工方法。
技术实现思路
1、针对上述问题,本发明提供了一种产品折弯无痕加工方法,其使得产品在折弯后表面光洁,折弯后的产品可直接进行后续操作,降低了后续表面处理的成本。
2、一种产品折弯无痕加工方法,其特征在于,其包括如下步骤:
3、s1、在折弯冲头的下部折弯端头位置插入滚柱;
4、s2、将待折弯板材放置于下模板的对应型腔,且待折弯板材的非折弯部分支承于滑座、滑块组成的整体位置上表面;
5、s3、驱动上模座,带动折弯冲头下压;
6、s4、折弯冲头持续下压,使得滚柱压合待折弯板材的下表面沿着滑块的折痕进行折弯;
7、s5、待折弯板材完成折弯,折弯冲头上升,取走产品。
8、其进一步特征在于:
9、所述滚柱的长度完全覆盖待折弯产品的宽度,确保滚柱下压没有滚柱边和产品有摩擦;
10、所述滚柱内嵌于所述折弯冲头的仿形安装凹槽内;
11、采用滚柱结构后,存在表面痕迹的产品为3%。
12、一种产品折弯无痕加工结构,其特征在于,其包括:
13、下模机构,其包括下垫板、下模板、滑座、滑块;
14、以及上模机构,其包括垫板、夹板、止挡板、脱料板、折弯冲头;
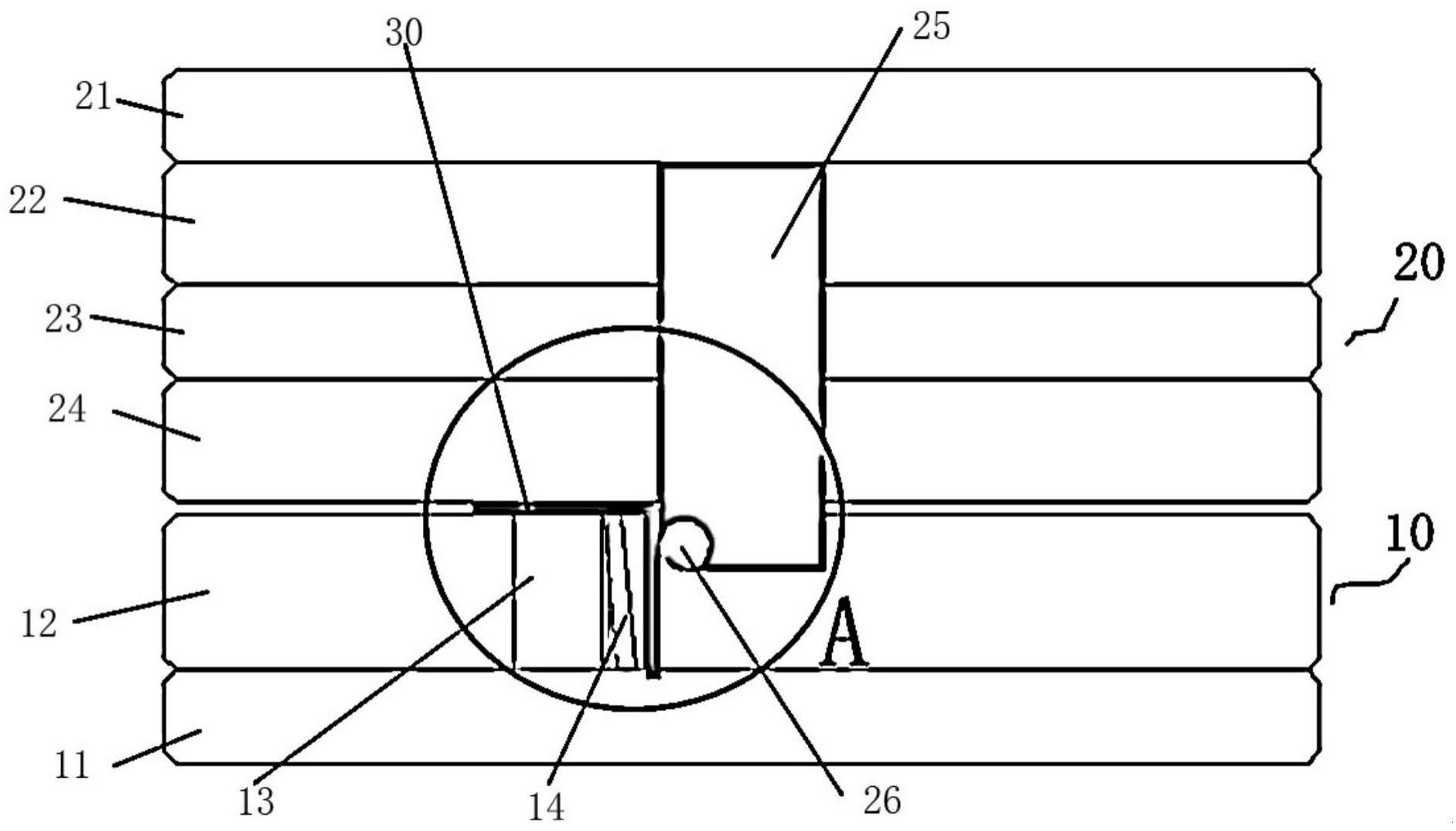
15、所述上模机构外接升降机构,所述上模机构位于所述下模机构的上方位置,所述折弯冲头的上部贯穿所述脱料板、止挡板、垫板后固装于所述垫板、夹板之间的夹持腔,所述折弯冲头的下部下凸于所述脱料板,所述折弯冲头的下部折弯端头位置插装有滚柱,所述滚柱自由滚动布置,所述下模板的型腔布置有滑座、滑块,所述滑座、滑块的上表面用于支承产品的非折弯部分,所述滑块的外露立面形成折弯止挡面。
16、其进一步特征在于:
17、所述滚柱的长度完全覆盖待折弯产品的宽度;
18、所述滚柱的长度方向一端侧凸、使得滚柱方便插拔;
19、所述滚柱为轴承,所述轴承的外圈旋转进而不会和产品表面产生硬性摩擦;
20、所述滚柱内嵌于所述折弯冲头的仿形安装凹槽内;
21、所述滑块的外露立面为硬性柔立面,确保不会对产品产生磨损。
22、采用本发明后,折弯冲头增加滚柱后可显著改善折弯痕迹,折弯痕迹异常下降97%,其使得产品在折弯后表面光洁,折弯后的产品可直接进行后续操作,降低了后续表面处理的成本。
技术特征:
1.一种产品折弯无痕加工方法,其特征在于,其包括如下步骤:
2.如权利要求1所述的一种产品折弯无痕加工方法,其特征在于:所述滚柱的长度完全覆盖待折弯产品的宽度,确保滚柱下压没有滚柱边和产品有摩擦。
3.如权利要求1所述的一种产品折弯无痕加工方法,其特征在于:所述滚柱内嵌于所述折弯冲头的仿形安装凹槽内。
4.如权利要求1所述的一种产品折弯无痕加工方法,其特征在于:采用滚柱结构后,存在表面痕迹的产品为3%。
5.一种产品折弯无痕加工结构,其特征在于,其包括:
6.如权利要求5所述的一种产品折弯无痕加工结构,其特征在于:所述滚柱的长度完全覆盖待折弯产品的宽度。
7.如权利要求6所述的一种产品折弯无痕加工结构,其特征在于:所述滚柱的长度方向一端侧凸、使得滚柱方便插拔。
8.如权利要求5所述的一种产品折弯无痕加工结构,其特征在于:所述滚柱为轴承,所述轴承的外圈旋转进而不会和产品表面产生硬性摩擦。
9.如权利要求5所述的一种产品折弯无痕加工结构,其特征在于:所述滚柱内嵌于所述折弯冲头的仿形安装凹槽内。
10.如权利要求5所述的一种产品折弯无痕加工结构,其特征在于:所述滑块的外露立面为硬性柔立面,确保不会对产品产生磨损。
技术总结
本发明提供了一种产品折弯无痕加工方法,其使得产品在折弯后表面光洁,折弯后的产品可直接进行后续操作,降低了后续表面处理的成本。其包括如下步骤:S1、在折弯冲头的下部折弯端头位置插入滚柱;S2、将待折弯板材放置于下模板的对应型腔,且待折弯板材的非折弯部分支承于滑座、滑块组成的整体位置上表面;S3、驱动上模座,带动折弯冲头下压;S4、折弯冲头持续下压,使得滚柱压合待折弯板材的下表面沿着滑块的折痕进行折弯;S5、待折弯板材完成折弯,折弯冲头上升,取走产品。
技术研发人员:王春生,金民,侯昊慜
受保护的技术使用者:苏州安洁科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!