一种串列式轧机钢坯线速度与辊道线速度自动同步控制方法与流程
本发明涉及自动化控制,尤其涉及一种串列式轧机钢坯线速度与辊道线速度自动同步控制方法。
背景技术:
1、串列式轧机前后分布着大量工作辊道和延伸辊道,用于轧件咬入和运送钢坯的功能。
2、理论上,钢坯在轧制过程中,钢坯的运动速度和辊道的线速度应该是同步的(钢坯速度v1=辊道速度v2),而在实际生产过程中,因为各种因素影响会造成钢坯实际速度与辊道速度不同步(钢坯速度v1≠辊道速度v2)。
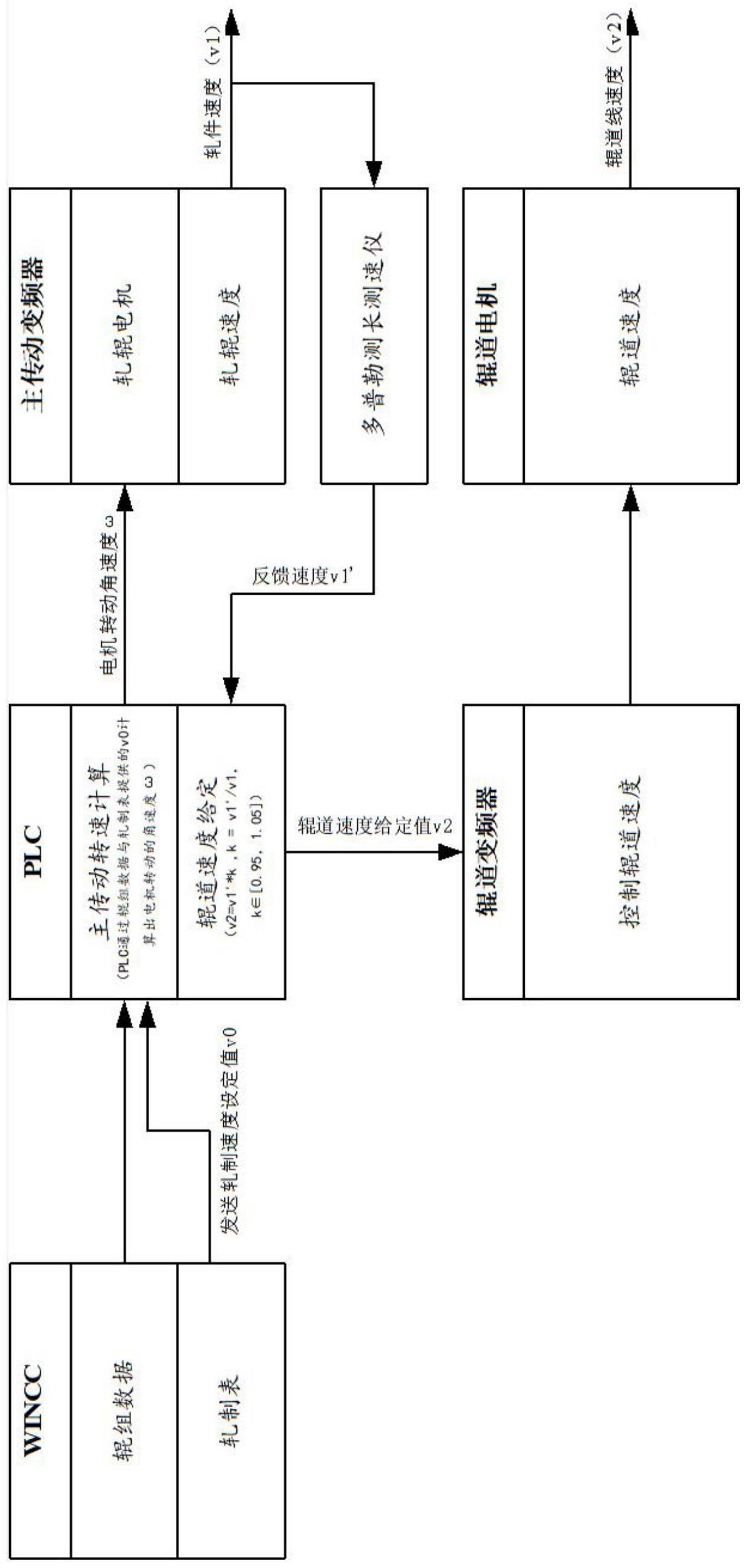
3、程序中速度计算如图1所示。
4、辊道的速度是跟随主传动的速度的。
5、主传动线速度v1(m/s)=d×π×n/(m/60)
6、d---轧机工作辊直径
7、n---轧辊角速度
8、v2辊道线速度(m/s)=d×π×n/1000(m/60)
9、d---辊道直径
10、n---辊道角速度
11、从以上两个公式可以看出:主传动的线速度是根据轧辊直径算出来的,而在实际生产中,工艺人员为了调整微张力,校准等等原因,轧制表中的轧辊工作辊直径往往不是非常准确,而辊道的速度给定是按照轧制表中的轧制速度算出来的,这样就会造成辊道速度和实际钢坯的速度不能够完全匹配。
12、钢坯实际速度与辊道速度不同步有以下影响:
13、靠近轧机前后的辊道上经常发生挂蜡、结瘤现象,造成刮伤等质量事故,为了不影响产品质量,检修工人需要经常人工打磨辊道表面,既浪费了大量的人力和生产有效时间又降低了辊道的寿命。辊道和轧制钢坯不同步会影响钢轨行走面宽度,型钢出轧机后走位的方向,直接影响轧钢企业生产的产品质量。
14、对比其他控制方法的优略性:
15、手持式测速仪,测量钢坯速度,通过测量数据人工计算辊道速度系数k。
16、缺点:手持式测速仪速度不精准,只能作为参考速度,效果不好,无法满足现场需求。
17、通过钢坯经过物料跟踪器的时间计算速度,如图2所示:
18、通过计算钢坯经过1号物料跟踪器与2号物料跟踪器的时间计算钢坯运动速度(v=s÷t)。
19、缺点:
20、钢坯速度变化较大:钢坯经过咬入速度、轧制速度、出口速度之间切换的,这样计算出来的速度只是这三个速度的平均值
21、计算出的钢坯速度精度不够:速度计算的精度取决于时间测量的精度与和传感器之间的距离。当时间和距离的测量误差增加时,速度计算的精度也会受到影响。
22、依赖于传感器以及cpu处理速度:传感器出现故障或安装不当,以及cpu扫面时间的不确定都很容易导致速度计算错误。
23、容易受到外界干扰:环境因素,如温度、湿度、水蒸气等可能对速度计算产生影响,从而导致速度计算不准确。
技术实现思路
1、为了提升产品质量,提高品牌价值,同时降低辊道磨损,减少备件采购费用,降低生产成本,本发明的目的是提供一种串列式轧机钢坯线速度与辊道线速度自动同步控制方法,通过同步钢坯线速度与辊道线速度,减少钢坯与辊道因速度不同产生的大量摩擦,降低了工人磨辊的频率以及检修时间,提高了生产效率与产品质量。
2、为解决上述技术问题,本发明采用如下技术方案:
3、本发明一种串列式轧机钢坯线速度与辊道线速度自动同步控制方法,包括:
4、(1)在轧机入、出口安装高精度的多普勒测速测长仪;
5、(2)多普勒测速测长仪通过反馈标准ab脉冲信号到一级plc安装的fm450高速计数器模板中,针对该仪器编制专用的测速函数功能块,在一级控制程序中调用并配置多普勒测长仪相关参数;
6、(3)通过将反馈速度v1’和原辊道设定速度v1作比,计算结果为系数k;再通过系数k乘以原辊道设定速度v1就可以求得辊道实际应该设定的速度值;若计算结果k发生超出预定范围,则程序将系数k自动赋值为“1”,即控制系统设定辊道运行速度为轧制表中的速度。
7、进一步的,多普勒测速测长仪测量精度为每毫米10个脉冲数所述。
8、进一步的,所述多普勒测速仪内编制反馈及自动同步控制程。
9、与现有技术相比,本发明的有益技术效果:
10、(1)非接触式测量以及较高的测量精度,能精准地实现对于钢坯速度测量,实时反馈到一级控制系统参与控制,极大程度地提高了产品的质量。通过采用激光多普勒测速仪等高精度的测量设备,实现轧件和辊道速度的匹配,可以有效地避免轧件在轧制过程中的产品走形面磨损超国家标准、辊道结瘤影响产品等问题,保证产品的质量和尺寸精度。
11、(2)实现轧件和运送辊道的速度匹配还可以提高设备使用寿命和降低备件采购成本。轧件和运送辊道的速度不匹配,辊道使用周期短,需要定期更换,增加了生产成本。而如果实现了速度匹配,可以很好地提高生产效率和产品质量,从而降低生产成本。
12、(3)效益分析:
13、①质量提升方面:重轨产品合格率由过去的92.25%,提高到92.53%。包钢轨梁厂每年生产重轨产品60万吨,可以多生产合格的重轨产品1008吨,经济效益50.4万元。
14、②降低设备采购成本方面:辊道消耗每年90万元,降为每年消耗65万元,产生经济效益25万元。
15、两项合计经济效益:75.4万元。
技术特征:
1.一种串列式轧机钢坯线速度与辊道线速度自动同步控制方法,其特征在于,包括:
2.根据权利要求1所述的串列式轧机钢坯线速度与辊道线速度自动同步控制方法,其特征在于,多普勒测速测长仪测量精度为每毫米10个脉冲数所述。
3.根据权利要求1所述的串列式轧机钢坯线速度与辊道线速度自动同步控制方法,其特征在于,所述多普勒测速仪内编制反馈及自动同步控制程。
技术总结
本发明公开了一种串列式轧机钢坯线速度与辊道线速度自动同步控制方法,包括:在轧机入、出口安装高精度的多普勒测速测长仪;多普勒测速测长仪通过反馈标准AB脉冲信号到一级PLC安装的FM450高速计数器模板中,针对该仪器编制专用的测速函数功能块,在一级控制程序中调用并配置多普勒测长仪相关参数;通过将反馈速度v1’和原辊道设定速度v1作比,计算结果为系数K;再通过系数K乘以原辊道设定速度v1就可以求得辊道实际应该设定的速度值。本发明通过同步钢坯线速度与辊道线速度,减少钢坯与辊道因速度不同产生的大量摩擦,降低了工人磨辊的频率以及检修时间,提高了生产效率与产品质量。
技术研发人员:彭波,杜佳乐,何鑫,王旭,邬早波,白凯,董晓飞
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!