一种薄板型工件表面通孔凸台加工方法、设备、刀具与流程
本申请属于机械加工领域,具体为一种薄板型工件表面通孔凸台加工方法、设备、刀具。
背景技术:
1、在一些特制产品制作中,需要在薄板型工件上加工凸台,之后再在凸台上轴向加工通孔,而传统的技术在制作这种通孔凸台的方法是将一块厚度大于或等于通孔凸台的高度与薄板型工件厚度之和的材料板放在铣床上,然后通过铣刀将材料板上预留通孔凸台位置外的部分全部铣掉,之后凸台便显示出来了,然后再在凸台上加工通孔,这样的方式能够很好地保证了薄板型工件的平面度,但是铣刀在铣材料板的过程中耗时很长,即使使用粗刀先铣一边再更换细刀去铣材料板,耗时也很长,如果一直使用细刀,耗时更长,因为细刀清铣工件的深度很浅,所以,需要设计一种能够提高在薄板型工件表面上加工通孔凸台的效率的方法。
技术实现思路
1、本申请的目的是针对现有技术的缺点,采用先通过冲压模具将凸台冲压出来,然后再利用平面度矫正模具矫正薄板工件上非凸台部分的平面度的方式,首先设计了一种薄板型工件表面通孔凸台加工方法,解决了目前在薄板工件上加工凸台的工作效率低的问题;同时,设计了执行该方法的刀具和平面度矫正模具。
2、为实现上述目的,本申请提供如下技术方案:
3、一种薄板型工件表面通孔凸台加工方法,包括如下步骤:
4、1)根据预设要求在冲压模具内标记出加工凸台的位置并在该标记处安装冲压头;
5、2)将原料板放置在冲压模具处,通过冲压模具的冲压头从原料板上冲压出带有凸台的薄板工件;
6、3)在每个所述凸台上同轴加工一个通孔;
7、4)在所述薄板工件的背面对应每个凸台同轴加工一个凹腔,所述凹腔的内径大于所述凸台的外径。
8、优选的,所述步骤1)之前还包括下料步骤,根据预设尺寸在板材上切割出与薄板工件的形状接近的原料板。
9、优选的,在经过步骤2)处理薄板工件的同时对薄板工件上的非凸台部分进行压花处理。
10、优选的,经过步骤4)之后,在每个所述凹腔的内底壁上同轴加工一个环槽,所述环槽的内径大于或等于所述凸台的外径。
11、优选的,将经过步骤4)处理后的薄板工件放置在整平模具上挤压,对薄板工件上非凸台部分的平面度进行矫正。
12、本申请还提供一种释放上述的凹腔的刀具,包括圆柱形的刀体,所述刀体的头端设有轴向设有两个刀尖,两个所述刀尖以所述刀体的轴线中心对称,两个所述刀尖之间的距离大于或等于所述凸台的外径。
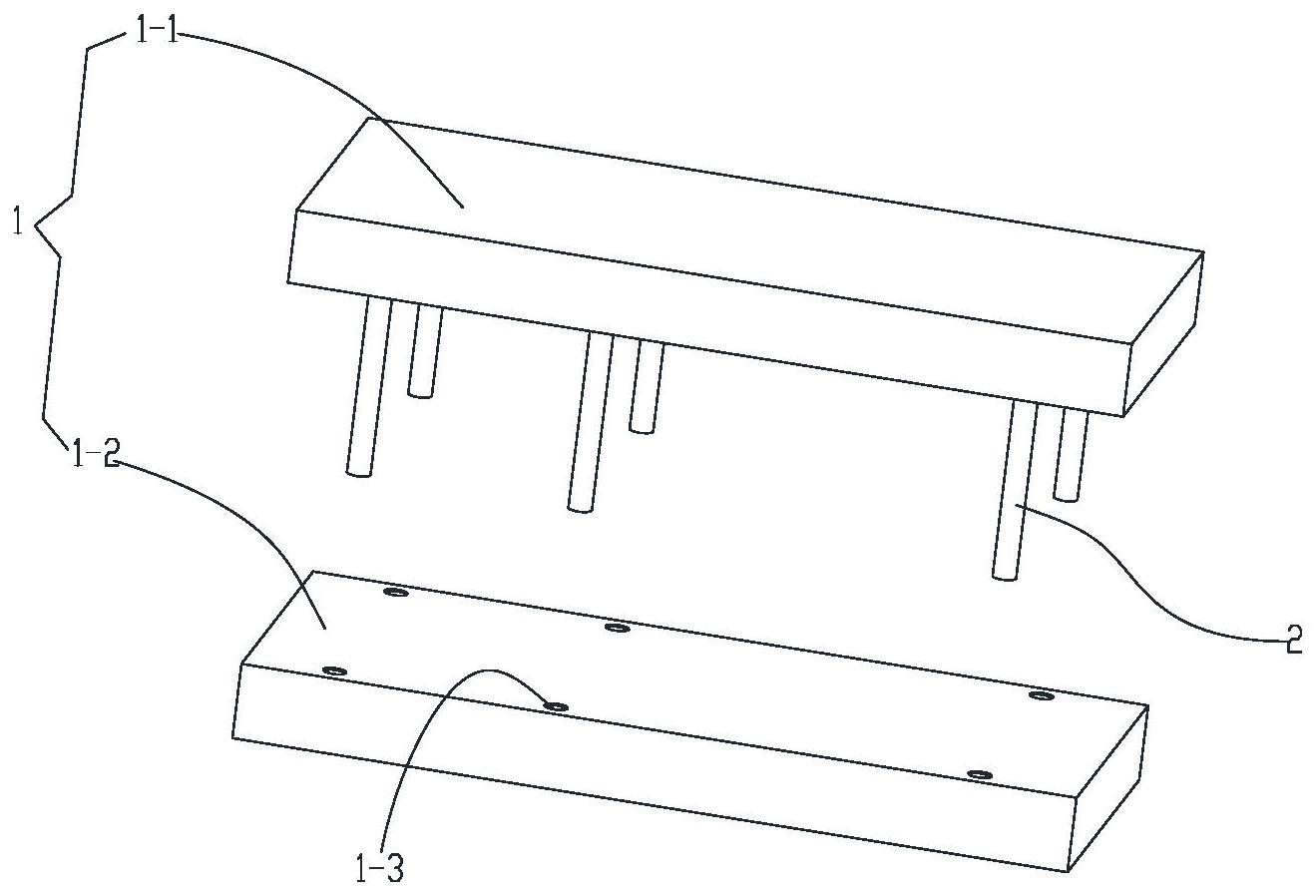
13、一种用于上述的薄板型工件表面通孔凸台加工方法的平面度矫正模具,包括相互配合的上模和下模,所述上模上竖直设有若干上挤压柱,所述下模上竖直设有若干下挤压柱,每根所述下挤压柱的正上方位于为任意两根相邻的上挤压柱之间的间隙。
14、本申请的有益效果为:
15、1、本申请采用先通过冲压模具将凸台冲压出来,然后再利用平面度矫正模具矫正薄板工件上非凸台部分的平面度的方式,首先设计了一种薄板型工件表面通孔凸台加工方法,解决了目前在薄板工件上加工凸台的工作效率低的问题;同时,设计了执行该方法的刀具和平面度矫正模具。
16、2、本申请中处理了薄板工件在冲压头冲压之后引起的变形,从而使得冲压头冲压之后的薄板工件恢复到未冲压时的平面度。
17、3、本申请中在刀具上设置两个刀尖的方式使得能够同时将凹腔和环槽加工出来。
技术特征:
1.一种薄板型工件表面通孔凸台加工方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的一种薄板型工件表面通孔凸台加工方法,其特征在于,所述步骤1)之前还包括下料步骤,根据预设尺寸在板材上切割出与薄板工件(5)的形状接近的原料板。
3.根据权利要求1所述的一种薄板型工件表面通孔凸台加工方法,其特征在于,在经过步骤2)处理薄板工件(5)的同时对薄板工件(5)上的非凸台(3)部分进行压花处理。
4.根据权利要求1所述的一种薄板型工件表面通孔凸台加工方法,其特征在于,经过步骤4)之后,在每个所述凹腔(6)的内底壁上同轴加工一个环槽(7),所述环槽(7)的内径大于或等于所述凸台(3)的外径。
5.根据权利要求1所述的一种薄板型工件表面通孔凸台加工方法,其特征在于,将经过步骤4)处理后的薄板工件(5)放置在整平模具上挤压,对薄板工件上非凸台(3)部分的平面度进行矫正。
6.一种释放权利要求1中的凸台根部应力的刀具,其特征在于,包括圆柱形的刀体(8),所述刀体(8)的头端设有轴向设有两个刀尖(9),两个所述刀尖(9)以所述刀体(8)的轴线中心对称,两个所述刀尖(9)之间的距离大于或等于所述凸台(3)的外径。
7.一种用于权利要求4的薄板型工件表面通孔凸台加工方法的平面度矫正模具,其特征在于,包括相互配合的上模(10)和下模(11),所述上模(10)上竖直设有若干上挤压柱(12),所述下模(11)上竖直设有若干下挤压柱(13),每根所述下挤压柱(13)的正上方位于为任意两根相邻的上挤压柱(12)之间的间隙。
技术总结
本申请属于机械加工领域,具体为一种薄板型工件表面通孔凸台加工方法、设备、刀具,一种薄板型工件表面通孔凸台加工方法,包括如下步骤:1)根据预设要求在薄板工件的背面标记需要加工凸台的位置;2)将薄板工件放置在冲压模具处,通过冲压模具的冲压头从薄板工件上的被标记处进行冲压,使得薄板工件上的被标记处朝向薄板工件的正面凸起而形成凸台;3)在每个所述凸台上同轴加工一个通孔;4)在所述薄板工件的背面对应每个凸台同轴加工一个凹腔,所述凹腔的内径大于所述凸台的外径;同时,设计了执行该方法的刀具和平面度矫正模具;解决了目前在薄板工件上加工凸台的工作效率低的问题。
技术研发人员:郭玉兵
受保护的技术使用者:苏州金赫园精密机电有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!