一种铝合金带材的毛化生产方法与流程
本发明涉及铝合金带材毛化领域,特别是涉及一种铝合金带材的毛化生产方法。
背景技术:
1、毛化生产,是指通过电火花、激光等方式将轧辊的表面粗糙度提高或使用毛化过的轧辊通过轧制将带材表面形成不规则分布的互不相通的凹坑,从而提高表面粗糙度的方法。铝合金带材在毛化后会在表面形成不规则分布的互不相通的凹坑,而在铝板冲压过程中凹坑具有一定的储油作用,降低摩擦力提高冲压性能,进而提高铝合金板材的成形能力;此外,毛化表面能增加表面积,延长用户的模具、刀具使用寿命。
2、现有技术中,铝合金毛化生产一般采用电火花毛化轧辊的四辊冷轧机进行,由于轧辊带有一定的凸度,且初始粗糙度较高,导致产品表面均匀性相对较差,而且,单轮次可生产的批次相对较少。
3、也就是说,现有技术中的毛化生产方法,采用电火花毛化轧辊,初始粗糙度需控制的较高,在生产过程中粗糙度衰减较快,每一对辊子可进行生产的卷数相对较少;而且,现有技术中的四辊轧机控制板型相对于六辊轧机要差一些,同时铝合金带材横向粗糙度均匀性较差,往往呈两边高、中间低的情况。
4、因此,如何有效提高铝合金带材的毛化效果,是本领域技术人员目前需要解决的技术问题。
技术实现思路
1、本发明的目的是提供一种铝合金带材的毛化生产方法,用于提高铝合金带材在毛化后的均匀性。
2、为实现上述目的,本发明提供如下技术方案:
3、一种铝合金带材的毛化生产方法,包括以下步骤:
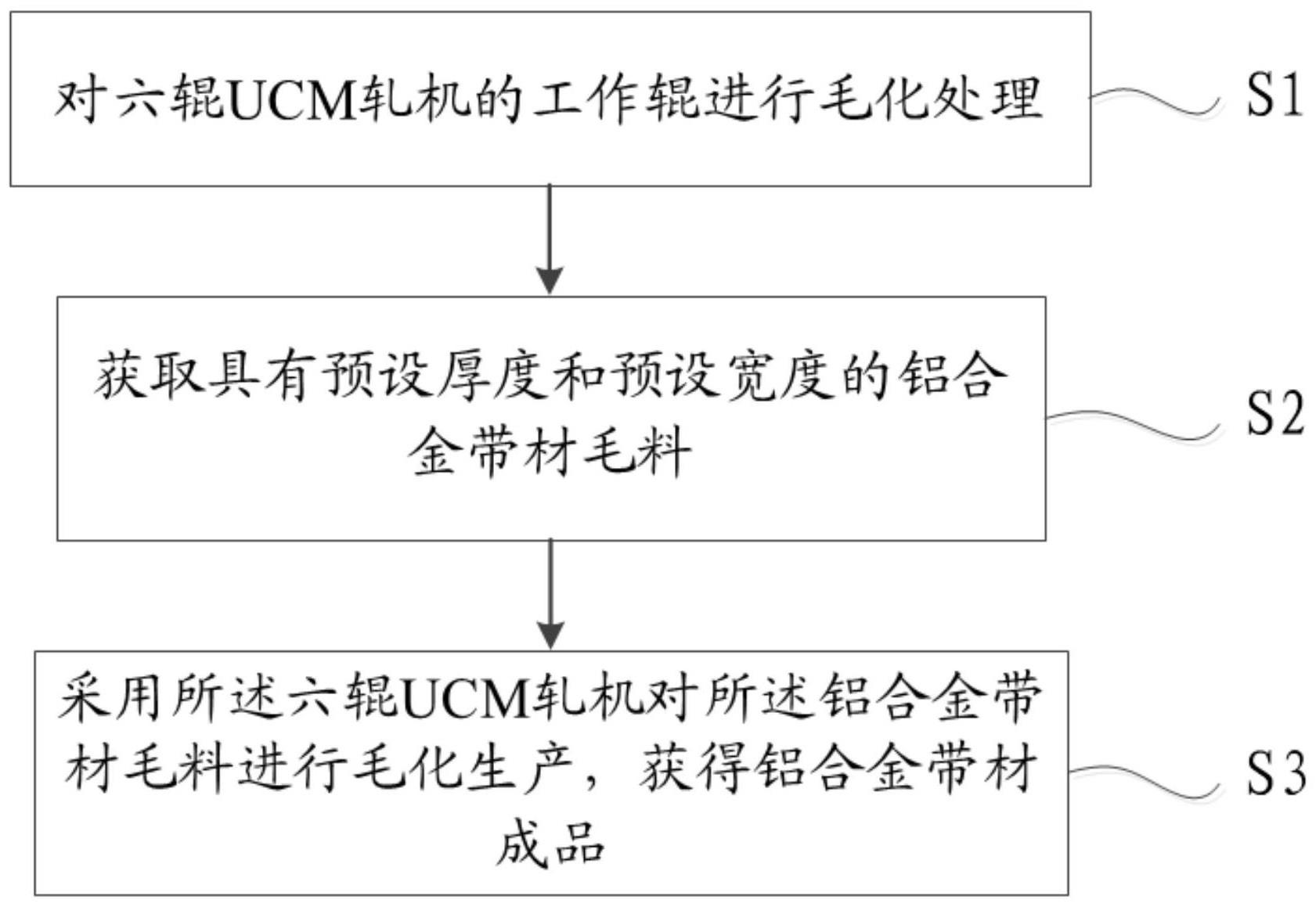
4、对六辊ucm轧机的工作辊进行毛化处理;
5、获取具有预设厚度和预设宽度的铝合金带材毛料;
6、采用所述六辊ucm轧机对所述铝合金带材毛料进行毛化生产,获得铝合金带材成品。
7、优选地,所述步骤对六辊ucm轧机的工作辊进行毛化处理包括:
8、采用激光毛化设备对所述六辊ucm轧机的工作辊进行毛化处理。
9、优选地,所述步骤对六辊ucm轧机的工作辊进行毛化处理还包括:控制所述六辊ucm轧机的工作辊的粗糙度为2.5±0.2μm,pc值为130±10cm-1。
10、优选地,所述铝合金带材毛料的预设厚度为0.8-3.0mm,和/或,所述铝合金带材毛料的预设宽度为1000-2500mm。
11、优选地,所述铝合金带材毛料的中凸度控制范围在0-0.5%,和/或,所述铝合金带材毛料的表面粗糙度控制为0.2-0.6μm。
12、优选地,还包括步骤:控制所述六辊ucm轧机的中间辊的粗糙度为1.2±0.2μm;和/或,控制所述六辊ucm轧机的支撑辊的粗糙度为1.5±0.2μm。
13、优选地,所述步骤对所述铝合金带材毛料进行毛化生产包括:
14、将所述铝合金带材毛料的延伸率设定为1.4-2%;
15、和/或,控制所述六辊ucm轧机的轧制速度为80-200m/min;
16、和/或,控制所述六辊ucm轧机的工作辊的弯辊力为3.3-11t;
17、和/或,控制所述六辊ucm轧机的中间辊的弯辊力为0-34t;
18、和/或,控制所述六辊ucm轧机的轧制油流量压力为4-5.5bar。
19、优选地,所述六辊ucm轧机的工作辊、中间辊和支撑辊的辊形均采用平辊。
20、优选地,所述步骤对所述铝合金带材毛料进行毛化生产还包括:
21、窜辊时,关闭所述六辊ucm轧机的在线窜辊功能,将所述工作辊、所述中间辊和所述支撑辊全部脱开;待手动窜辊到位后,再进行标定。
22、优选地,所述铝合金带材毛料在毛化生产前的厚度余量为0.01-0.05mm;所述铝合金带材成品的粗糙度为0.7-1.3μm;pc值为60-100cm-1。
23、本发明所提供的铝合金带材的毛化生产方法,包括以下步骤:对六辊ucm轧机的工作辊进行毛化处理;获取具有预设厚度和预设宽度的铝合金带材毛料;采用所述六辊ucm轧机对所述铝合金带材毛料进行毛化生产,获得铝合金带材成品。本发明所提供的铝合金带材的毛化生产方法,通过对所述六辊ucm轧机的工作辊进行毛化处理后,采用所述六辊ucm轧机对所述铝合金带材毛料毛化生产的方式,使得所述铝合金带材成品的板形更容易调节,毛化后的产品粗糙度更均匀。
24、在一种优选实施方式中,所述步骤对六辊ucm轧机的工作辊进行毛化处理包括:采用激光毛化设备对所述六辊ucm轧机的工作辊进行毛化处理。上述步骤,通过所述激光毛化设备毛化的工作辊,可有效提高工作辊的使用寿命,提高生产效率,降低生产成本。
技术特征:
1.一种铝合金带材的毛化生产方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的铝合金带材的毛化生产方法,其特征在于,所述步骤对六辊ucm轧机的工作辊进行毛化处理包括:
3.根据权利要求2所述的铝合金带材的毛化生产方法,其特征在于,所述步骤对六辊ucm轧机的工作辊进行毛化处理还包括:控制所述六辊ucm轧机的工作辊的粗糙度为2.5±0.2μm,pc值为130±10cm-1。
4.根据权利要求1所述的铝合金带材的毛化生产方法,其特征在于,所述铝合金带材毛料的预设厚度为0.8-3.0mm,和/或,所述铝合金带材毛料的预设宽度为1000-2500mm。
5.根据权利要求1所述的铝合金带材的毛化生产方法,其特征在于,所述铝合金带材毛料的中凸度控制范围在0-0.5%,和/或,所述铝合金带材毛料的表面粗糙度控制为0.2-0.6μm。
6.根据权利要求1所述的铝合金带材的毛化生产方法,其特征在于,还包括步骤:控制所述六辊ucm轧机的中间辊的粗糙度为1.2±0.2μm;和/或,控制所述六辊ucm轧机的支撑辊的粗糙度为1.5±0.2μm。
7.根据权利要求1至6任意一项所述的铝合金带材的毛化生产方法,其特征在于,所述步骤对所述铝合金带材毛料进行毛化生产包括:
8.根据权利要求7所述的铝合金带材的毛化生产方法,其特征在于,所述六辊ucm轧机的工作辊、中间辊和支撑辊的辊形均采用平辊。
9.根据权利要求7所述的铝合金带材的毛化生产方法,其特征在于,所述步骤对所述铝合金带材毛料进行毛化生产还包括:
10.根据权利要求7所述的铝合金带材的毛化生产方法,其特征在于,所述铝合金带材毛料在毛化生产前的厚度余量为0.01-0.05mm;所述铝合金带材成品的粗糙度为0.7-1.3μm;pc值为60-100cm-1。
技术总结
本发明公开了一种铝合金带材的毛化生产方法,包括以下步骤:对六辊UCM轧机的工作辊进行毛化处理;获取具有预设厚度和预设宽度的铝合金带材毛料;采用所述六辊UCM轧机对所述铝合金带材毛料进行毛化生产,获得铝合金带材成品。本发明所提供的铝合金带材的毛化生产方法,通过对所述六辊UCM轧机的工作辊进行毛化处理后,采用所述六辊UCM轧机对所述铝合金带材毛料毛化生产的方式,使得所述铝合金带材成品的板形更容易调节,毛化后的产品粗糙度更均匀。
技术研发人员:陈志强,叶陶勇,邓勇,黄超
受保护的技术使用者:西南铝业(集团)有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!