一种自动对刀仪及具有该自动对刀仪的版辊车削装置的制作方法
本发明涉及一种版辊车削装置,尤其是涉及一种自动对刀仪及具有该自动对刀仪的版辊车削装置。
背景技术:
1、印刷版辊也叫印刷机钢辊,在滚筒表面镀铜、车削、抛光、打磨等处理后,激光雕刻图案,然后镀上一层铬;其中版辊车削加工需要对车刀进行对刀,现有对刀包括手动对刀、机外对刀仪对刀和自动对刀,具体分别如下:
2、(1)手动对刀
3、一般手动对刀是指在机床上使用相对位置检测手动对刀。下面以z向对刀为例说明对刀方法,刀具安装后,先移动刀具手动切削工件右端面,再沿x向退刀,将右端面与加工原点距离n输入数控系统,即完成这把刀具z向对刀过程,手动对刀是基本对刀方法,但它还是没跳出传统车床的“试切--测量--调整”的对刀模式,占用较多的在机床上时间;此方法较为落后。
4、(2)机外对刀仪对刀
5、机外对刀的本质是测量出刀具假想刀尖点到刀具台基准之间x及z方向的距离。利用机外对刀仪可将刀具预先在机床外校对好,以便装上机床后将对刀长度输入相应刀具补偿号即可以使用。
6、(3)自动对刀
7、自动对刀是通过刀尖检测系统实现的,刀尖以设定的速度向接触式传感器接近,当刀尖与传感器接触并发出信号,数控系统立即记下该瞬间的坐标值,并自动修正刀具补偿值。
8、第三种自动对刀方式,现有技术安装的自动对刀仪安装在机床主轴端,测量版辊直径的精度在尾座这一端,尾座移动后精度有变化,造成对刀精度和实际的测量的尺寸不同,版辊的直径精度无法达到要求。同时对刀后刀盘转动也会造成重复定位的误差,也影响了版辊的直径精度。
技术实现思路
1、本发明的目的就是为了克服上述现有技术存在的缺陷而提供一种车削精度高的自动对刀仪及具有该自动对刀仪的版辊车削装置。
2、本发明的目的可以通过以下技术方案来实现:
3、根据本发明的一个方面,提供了一种自动对刀仪,该自动对刀仪安装在版辊车削装置上,所述版辊车削装置包括机床床头箱体、机床尾座和刀具,待加工的版辊固定在机床床头箱体和机床尾座之间,所述自动对刀仪安装在机床尾座上,所述刀具通过自动对刀仪对刀后,对待加工的版辊进行外圆车削。
4、作为优选的技术方案,所述机床床头箱体上设有用于固定版辊一端的床头顶尖。
5、作为优选的技术方案,所述机床尾座上设有用于固定版辊另一端的尾座顶尖。
6、作为优选的技术方案,所述刀具安装在刀盘上,所述版辊车削时,所述刀盘固定刀具保持不动,所述版辊转动来进行车削。
7、作为优选的技术方案,所述自动对刀仪采用美德龙p21对刀仪。
8、作为优选的技术方案,所述自动对刀仪连接联机斜床fanuc系统,用于实现自动对刀仪的数据传输以及刀具位置校准。
9、根据本发明的另一个方面,提供了一种具有自动对刀仪的版辊车削装置,包括机床床头箱体、机床尾座和刀具,待加工的版辊固定在机床床头箱体和机床尾座之间,所述版辊车削装置还包括所述自动对刀仪。
10、作为优选的技术方案,所述机床床头箱体上设有用于固定版辊一端的床头顶尖,所述机床尾座上设有用于固定版辊另一端的尾座顶尖。
11、作为优选的技术方案,所述刀具安装在刀盘上,所述版辊车削时,所述刀盘固定刀具保持不动,所述版辊转动来进行车削。
12、作为优选的技术方案,所述自动对刀仪采用美德龙p21对刀仪,所述自动对刀仪连接联机斜床fanuc系统,用于实现自动对刀仪的数据传输以及刀具位置校准。
13、与现有技术相比,本发明具有以下优点:
14、1)本发明把自动对刀仪安装在机床尾座上,避免了尾座移动带来的精度误差;
15、2)本发明版辊加工前使用对刀仪对刀,对刀后(刀盘不转动)直接车削版辊的外圆,就可以保证版辊的直径精度,从而杜绝刀盘旋转的精度误差,以及杜绝刀具磨损等造成的精度误差。
技术特征:
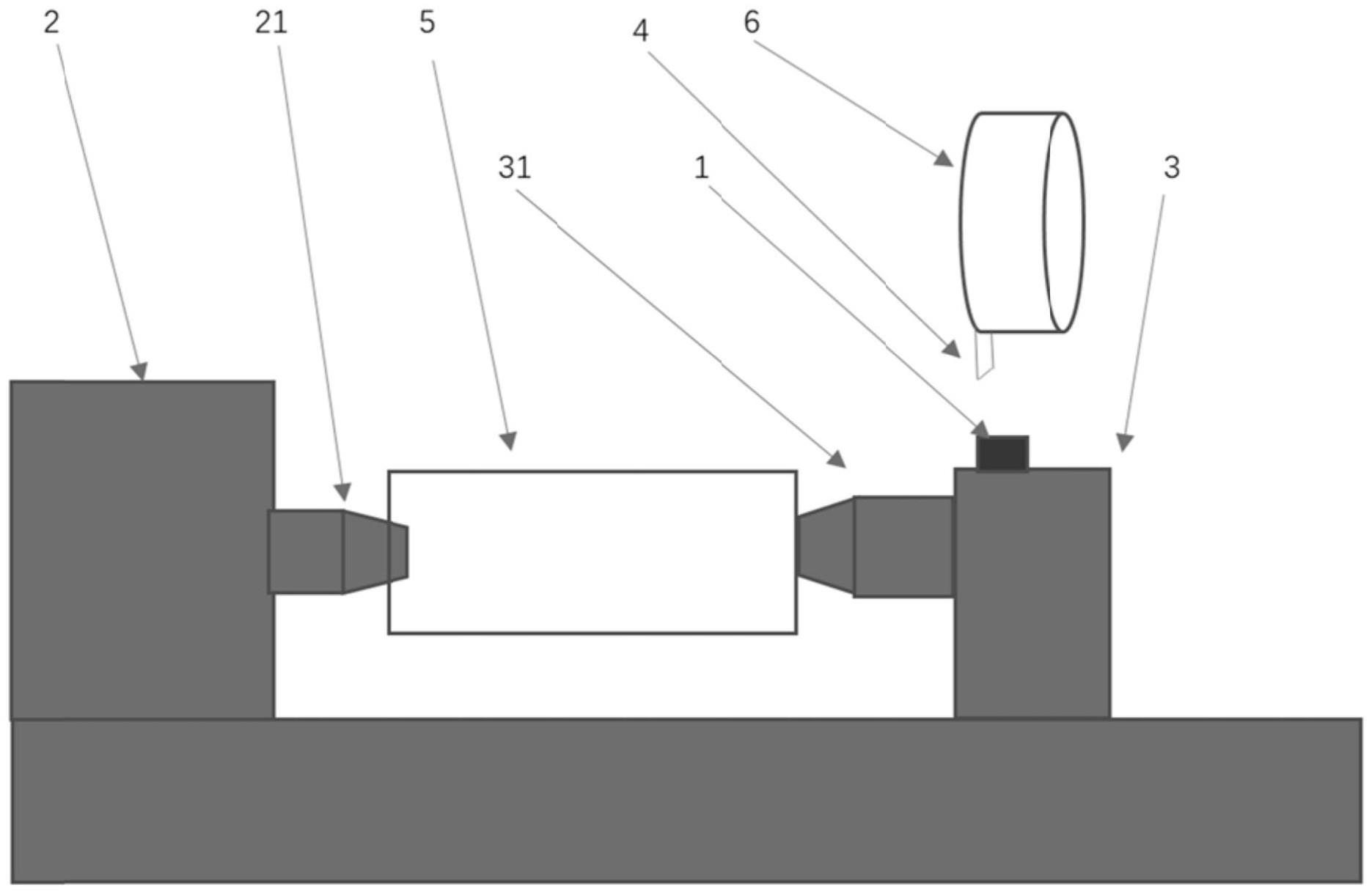
1.一种自动对刀仪,该自动对刀仪(1)安装在版辊车削装置上,所述版辊车削装置包括机床床头箱体(2)、机床尾座(3)和刀具(4),待加工的版辊(5)固定在机床床头箱体(2)和机床尾座(3)之间,其特征在于,所述自动对刀仪(1)安装在机床尾座(3)上,所述刀具(4)通过自动对刀仪(1)对刀后,对待加工的版辊(5)进行外圆车削。
2.根据权利要求1所述的一种自动对刀仪,其特征在于,所述机床床头箱体(2)上设有用于固定版辊(5)一端的床头顶尖(21)。
3.根据权利要求2所述的一种自动对刀仪,其特征在于,所述机床尾座(3)上设有用于固定版辊(5)另一端的尾座顶尖(31)。
4.根据权利要求1所述的一种自动对刀仪,其特征在于,所述刀具(4)安装在刀盘(6)上,所述版辊(5)车削时,所述刀盘(6)固定刀具(4)保持不动,所述版辊(5)转动来进行车削。
5.根据权利要求1所述的一种自动对刀仪,其特征在于,所述自动对刀仪(1)采用美德龙p21对刀仪。
6.根据权利要求1所述的一种自动对刀仪,其特征在于,所述自动对刀仪(1)连接联机斜床fanuc系统,用于实现自动对刀仪(1)的数据传输以及刀具位置校准。
7.一种具有自动对刀仪的版辊车削装置,包括机床床头箱体(2)、机床尾座(3)和刀具(4),待加工的版辊(5)固定在机床床头箱体(2)和机床尾座(3)之间,其特征在于,所述版辊车削装置还包括权利要求1中所述自动对刀仪。
8.根据权利要求7所述的版辊车削装置,其特征在于,所述机床床头箱体(2)上设有用于固定版辊(5)一端的床头顶尖(21),所述机床尾座(3)上设有用于固定版辊(5)另一端的尾座顶尖(31)。
9.根据权利要求7所述的版辊车削装置,其特征在于,所述刀具(4)安装在刀盘(6)上,所述版辊(5)车削时,所述刀盘(6)固定刀具(4)保持不动,所述版辊(5)转动来进行车削。
10.根据权利要求7所述的版辊车削装置,其特征在于,所述自动对刀仪(1)采用美德龙p21对刀仪,所述自动对刀仪(1)连接联机斜床fanuc系统,用于实现自动对刀仪(1)的数据传输以及刀具位置校准。
技术总结
本发明涉及一种自动对刀仪及具有该自动对刀仪的版辊车削装置,该自动对刀仪安装在版辊车削装置上,所述版辊车削装置包括机床床头箱体、机床尾座和刀具,待加工的版辊固定在机床床头箱体和机床尾座之间,所述自动对刀仪安装在机床尾座上,所述刀具通过自动对刀仪对刀后,对待加工的版辊进行外圆车削。与现有技术相比,本发明具有车削精度高等优点。
技术研发人员:茅志诚,姚根龙
受保护的技术使用者:山西运城制版集团(上海)企业发展有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!