一种加热炉热气胀成形工艺系统及热气胀成形工艺的制作方法
本发明属于汽车零部件制造,具体是一种加热炉热气胀成形工艺系统及热气胀成形工艺。
背景技术:
1、热态金属管材气胀形工艺(简称热气胀)可以将产品的强度从400~600mpa提升到1300~1700mpa,该技术具备成形件回弹小、强度大幅提升,适用于汽车a柱、b柱、防撞梁、扭力梁、后牵引梁等零件。热气胀形工艺主要由弯管→预成形→加热→胀形→激光切割等工序,整个工艺过程会出现一些关键的技术难点:
2、工件(指热气胀过程的工序零件)加热,加热到奥氏体化温度后需要设定一定保温时间,以保证奥氏体均匀化,并保持保温时间,具体的时间需要根据板材的厚度决定。如何快速均匀加热,如何确保有足够的保温时间,又不影响整线生产节拍是技术难点
3、经过加热保温后的工件迅速转移至模具内,进行模具内充气胀形,胀形后模具水冷系统以最小冷却速率急剧冷却工件,工件发生从奥氏体微观组织向马氏体微观组织的转变,得到极高的强度和硬度。其技术难点是:热态工件如何快速转移,工件两端如何密封并充入高压气体胀形,胀形后模具冷却系统急剧冷却工件。
4、现有技术中,热成形在汽车轻量化中占据重要地位,热成形在汽车车身零件的应用占比逐年提高,但是管类热气胀形工艺产品较少,主要是管类零件内部是空心结构,加热与板材,不易实现连续生产。不管是适用于板料的热冲压工艺,还是适用于管材的热态金属管材气胀形工艺,都有将板料或管件加热工序,加热的方法有步进式加热炉、电阻式加热等,需要加热至,材料组织形成奥氏体化,保温一定时间使得奥氏体化均匀分布,然后急剧降温完成淬火。
5、步进式加热炉,如图6所示,即辊底式加热炉通过排辊将原材料一步一步地移送前进的连续加热炉,通过底层向上热辐射的方式使工件升温,广泛运用与板材的热冲压成型生产线,步进式加热炉对板料的加热均匀,加热保温时间可以由线体长度和线体速度调节,对板材的加热效率高,并且节拍可控,如中国专利专利cn111203469b提出了一种金属管材热态气体胀形与快冷强化模具组件本发明采用级进式模具,电阻加热工序和热气胀及淬火工序同时并行实现,级进式进料,实际加热后需要大于2分钟的保温时间,级进式进料只能一对一的工序,因此不能通过增加多个加热工位来解决加热瓶颈的问题;但步进式加热炉可实现连续加热,但是只适合加热板材,板材借助传送辊缓慢经过加热炉,在加热炉中通过底面热辐射效应实现升温,管件接近加热源的底面端加热较快,而上端加热缓慢,加热不均匀。
6、电阻式加热:利用电流通过电阻体的热效应,对物料进行电加热的方法,这种方法加热及保温难控制,不利于产品量产。如图7所示,电阻式加热两端需要留电极夹持位置,即预留导电段材料,即两端光滑段,工件两端不加热,后续激光切割去除,如中国专利
7、cn216065071u提出了一种钢管热气胀成形工艺系统,该系统包括依工艺流程依次排列的弯管机、上料机、预成形压机、热气胀压机和下料机;所述热气胀压机包括:成形模具,具有加热腔和胀形腔;通过大电流加热与高压惰性气体输入加升压力后冷却,将待加工零件一次性完成成形与淬火,实现了热气胀形工艺。但是,即使使用超大电流使工件数秒内加热至900℃,硼钢热成形需要一定的保温时间进行奥氏体均匀化,要获得稳定可靠的产品,加热和保温时间至少需要2分钟,合模胀形工序与加热工序的时间不匹配,压机只能等待加热保温完成后才能动作,这就大大降低了生产节拍。但上述电阻式加热方式仍存在一些缺点,电阻加热需要预留80mm长的电极导电材料,用座需要电极夹持段,材料利用率较低,仅为率80%左右,且升温后保温能力较差,对工件的保温控制复杂。
技术实现思路
1、本发明提供一种加热炉热气胀成形工艺系统及热气胀成形工艺,采用加热腔体,有利于形状复杂的三维工件进行加热,多层加热炉加热,加热节拍可以较好地匹配压机速度,解决了产线平衡中加热瓶颈的问题,整个工件可以均匀加热,解决电阻加热需要电极夹持位置对材料的浪费。
2、一种加热炉热气胀成形工艺系统,该系统用于热态管件气胀形工艺,将空心管材加热至一定温度,在模具内实现内高压成形,淬火处理的一种特种成形工艺。
3、本发明所述的加热炉热气胀成形工艺系统包括依次排列的上料装置、预成型装置、加热装置、胀形淬火装置和下料装置,即按照热态管件气胀形工艺的工位依次排列,所述加热装置包括堆叠放置的2层以上的加热炉,所述加热炉上设置有仓门,仓门用于控制加热仓的开合以便放入和取走工件。
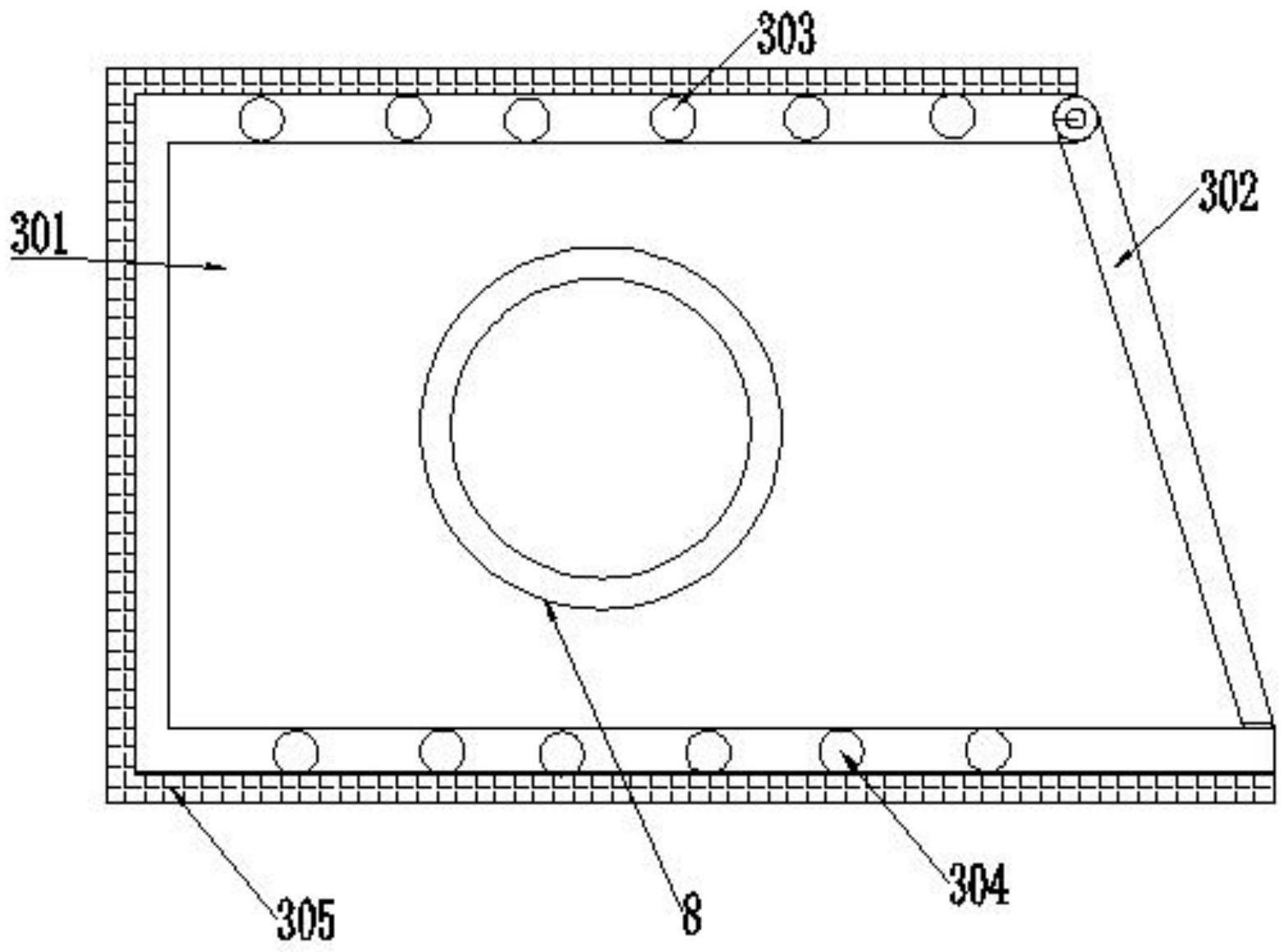
4、所述加热炉的内腔上部间隔设置有设置有2个以上的上加热管,所述加热炉的内腔下部间隔设置有设置有2个以上的下加热管,所述加热炉用于容纳工件。本发明的加热炉内部上下均布置了加热管,炉体形成封闭的腔体,将预成型后的工件放入加热炉,工件的加热较容易实现均匀升温。
5、采用多层加热炉,结构紧凑,相比于步进式加热炉其长度方向较短,具体的可设置为5层,五层加热炉,有效解决加热保温2~6分钟,生产节拍较好地匹配压机速度,整线节拍达到45jph。
6、优选的,所述加热炉构造为长方体中空结构,所述加热炉外壳采用碳钢钢板焊制。结构简单,便与加工和安装叠放,成本低。
7、优选的,加热炉的外壁设置有隔热保温层,隔热保温层效果好,炉体外侧墙采用轻质保温材料及重质陶瓷组成,可包括隔板、齿形板及t型板为ce-pure陶瓷。
8、优选的,相邻的所述加热炉内腔之间不相通。即各个加热炉彼此独立,炉体内循环:5层炉体每层炉腔气氛不互通;5层炉膛,每层可以独立温控,也可以任意组合连续控温,以实现批量生产、以及整车生产的大批量生产供件,最大程度地实现热成形承力部件的节能和柔性化生产。
9、本发明中,加热及运行方式有以下两种:
10、第一种,炉膛独立运行模式:生产时,可以运行全部炉膛,也可以运行其中的1个或几个相邻的炉膛,而不使用的炉膛不运行加热。每个炉膛独立保温,炉膛的保温结构加强,确保每个炉膛独立运行,不影响其他炉膛的温度。
11、第二种,连续生产模式:当加热炉各个炉膛同时加热,若其中一室发生故障,其它加热室可以继续加热,保障连续生产。
12、优选的,还包括设置在所述加热装置旁的桁架升降机构,所述桁架升降机构包括升降立柱、升降平台、旋转部、料叉部、配重部和拖链,升降平台通过拖链和升降立柱上下滑动配合连接,升降平台上方依次连接所述旋转部和料叉部,所述配重部和所述升降立柱连接,所述料叉部用于拾取工件。本发明中,升降立柱结构通体由高碳钢构成,结构有利于平台整体运动的稳定性;旋转和补偿轴部可以提升整体运动性能;料叉部(采用特殊材质耐高温钢材,确保取放物料的稳定性和准确性;配重部减轻平台z轴电机负载压力,提高运动速度。料叉伸缩系统为2倍速结构设计,配合平台补偿轴设计以用来实现物料输送的目的,旋转系统可实现物料在平台上0-360°任意角度旋转,料叉部带有定位结构,现实工件准确定位方便抓取。
13、本发明还包括设置在各工位之间用于搬运工件的搬运机器人,所述搬运机器人为六轴机器人,具体的搬运机器人设置为3个,即上料装置和预成型装置设置一个,加热装置旁设置一个,胀形淬火装置和下料装置之间设置一个,用于工件的搬运。
14、优选的,所述升降立柱设置为4个,采用四角升降,工作稳定。
15、本发明还提供一种热气胀成形工艺,采用了上述的加热炉热气胀成形工艺系统,其具体工艺步骤如下:
16、s1:弯管工序,采用弯管机对管状的工件进行弯管,确保弯管后的工件能顺利放进预成型的模腔;
17、s2:上料工序,将弯管后的工件转移到上料装置,上料装置对工件定位,确保搬运机器人稳定抓取工件,将工件送入预成型装置的模腔。
18、s3:预成形工序,搬运机器人从上料装置自动抓取工件送入预成型装置的模腔,将弯管后的工件进行预成形,主要是为了下一步胀形准备,确保预成形后的工件能顺利放进胀形淬火装置的模腔;
19、s4:加热工序,搬运机器人从预成型装置的模腔自动抓取工件送入加热装置的加热炉进行加热;
20、s5:胀形淬火工序,桁架升降机构拾取加热完成的工件经由搬运机器人送入胀形淬火装置,进行胀形淬火。
21、s6:下料工序,搬运机器人将胀形冷却后的工件从胀形淬火装置取出,送入下料输送带输送至下料装置。
22、优选的,步骤s4中,搬运机器人从预成型装置的模腔自动抓取工件后传递给桁架升降机构,仓门打开后,桁架升降机构再将工件送入加热炉中。
23、优选的,步骤s4中,工件在加热炉中加热至900~950℃后进行保温,保温时间为2~6min。本发明中,工件需要加热至900~950℃,材料组织形成奥氏体化,保温一定时间使得奥氏体化均匀分布,以便后续:胀形淬火工序急剧降温完成淬火。
24、本发明中,步骤s5中胀形淬火工序包括:
25、s501,测量工件温度,当温度大于或等于t则进入s502;当温度小于t,则工件入模温度不合格,返回s4;
26、s502,压机下行合模,并向工件内充如压强为p的高压氮气完成胀形,工件外表面与模具完全贴模,模具内的冷却水道将模具和工件瞬间骤冷。
27、优选的,t=700℃,p=70mpa。步骤5中,搬运机器人从桁架升降系统自动抓取(加热后的)工件送入胀形模腔,端拾器离开模腔,此时模具红外测温仪测量工件温度(当温度大于或等于700度,给到系统工件入模温度合格的信号;当温度小于700度,给到系统工件入模温度不合格的信号;)压机下行合模,同时模具的油缸推动堵头,合模到底的瞬间,堵头推到位将工件两端堵紧,通过堵头设置的气孔,立即向工件管内充入70mpa高压氮气,工件在高压氮气的作用下完成胀形,工件外表面与模具完全贴模,模具内的冷却水道将模具和工件瞬间骤冷,工件内部转化为均匀马氏体组织。
28、本发明的有益效果是:
29、1、加热炉内部上下均布置了加热管,炉体形成封闭的腔体,将预成型后的工件放入加热炉,工件的加热较容易实现均匀升温。
30、2、电阻加热,对工件的保温控制复杂,也不如加热炉,工件在设定好的加热炉腔内保温稳定。
31、3、从加热的效率看,电阻加热级进方式通常只有一组,加热的时间和保温时间都限制了整线的生产节拍,而加热炉可构建多层,目前我司目前构建的是五层加热炉,有效解决加热保温2~6分钟,生产节拍较好地匹配压机速度,整线节拍达到45jph。
32、4、加热炉也可以按需,独立开一层或两层,某一层炉出故障了,也可以屏蔽处理,不影响其他层的工作,设备柔性度高,使用灵活方便。加热炉相对密闭,防氧化性能好。
33、5、加热炉对整根工件加热,不需要电极夹持段,提高材料利用率。电阻加热材料利用率84.2%,改成加热炉加热后材料利用率提升到93.7%。
- 还没有人留言评论。精彩留言会获得点赞!