一种用于冷压焊型上壳体的冲压模具的制作方法
本发明涉及金属冲压,具体是一种用于冷压焊型上壳体的冲压模具。
背景技术:
1、冷压焊是指室温下借助压力使待焊金属产生塑性变形而实现固态焊接的方法。由于冷压焊在上壳体焊接领域具有频率稳定及低噪声等优点,因此得到了广泛的应用。
2、在专利cn216065273u中就公开了一种滤波器腔体生产用外壳冲压装置,该装置包括操作台,操作台顶部开设有冲压槽,冲压槽底部四周固定连接有下缓冲弹簧,下缓冲弹簧顶部固定连接有下板环,操作台顶部固定连接有支撑架,支撑架顶部固定连接有伸缩杆,伸缩杆底部固定连接有冲压盘座,冲压盘座外套设有防护套,冲压盘座底部中心固定连接有上冲压盘,底部四周固定连接有上缓冲弹簧,上缓冲弹簧底部固定连接有上板环,上板环内侧固定连接有限位边板,上冲压盘底部开设有与限位边板相匹配的限位槽,解决了现有的冲压装置不能自动脱模,不方便使用者取出加工完成的工件,影响使用者的工作效率的问题。
3、在对外壳进行冲压的时候,由于压力和振动的作用,会使冲压的过程中产生一些金属碎屑,而这些金属碎屑会存留在冲压槽内,为了避免碎屑对冲压过程产生影响,因此需要及时的清除碎屑。但是上述现有技术中的冲压槽是一个顶部开口的凹腔,导致碎屑只能从凹腔的腔口排出。此时可以采用风机将碎屑吹出或者吸出,但是由于槽底的边缘处为直角边,容易堆积碎屑,导致无法将碎屑清理干净。于是在使用风机的同时使用毛刷清洁该边缘处,尽管能够有效的清除碎屑,但是清理的过程耗时较长,无法满足高效生产的要求。
技术实现思路
1、为了避免和克服现有技术中存在的技术问题,本发明提供了一种用于冷压焊型上壳体的冲压模具。本发明快速有效的将冲压腔中的碎屑清理干净,确保后续工作的顺利进行。
2、为实现上述目的,本发明提供如下技术方案:
3、一种用于冷压焊型上壳体的冲压模具,包括可彼此分离的冲压凹模和冲压垫板,冲压凹模上开设有上圆孔,冲压垫板上开设有下圆孔;上圆孔和下圆孔同轴配合,构成沿冲压方向孔径逐渐缩小的二段式阶梯孔;二段式阶梯孔构成容纳通过折边彼此扣合的上壳体和下壳体的冲压腔,且二段式阶梯孔的孔肩构成支撑下壳体折边的止口台阶;还包括可沿冲压方向与二段式阶梯孔孔肩配合以将上壳体和下壳体的折边冲压焊接在一起的冲压头。
4、作为本发明再进一步的方案:所述上壳体和下壳体均为顶部开口的圆桶状结构,下壳体的壳身同轴安装在下圆孔内,上壳体同轴倒置扣合在下壳体上,且上壳体和下壳体圆环状的折边彼此上下贴合;所述冲压头为可伸入上圆孔的圆柱状的凸模,凸模的前端面上同轴开设有可容纳上壳体壳身的圆竖槽,圆竖槽的槽口处同轴固接有对上壳体和下壳体的折边进行冲压的压环。
5、作为本发明再进一步的方案:所述压环的横截面为三角形,压环的底面与凸模的冲压端的端面彼此贴合,压环的顶端构成对上壳体和下壳体进行冲压的冲压端。
6、作为本发明再进一步的方案:所述凸模上安装有磁吸组件,所述磁吸组件包括同轴安装在凸模前端面上的复位弹簧,且复位弹簧的直径大于上壳体和下壳体折边的直径;复位弹簧的底部同轴固接有用于吸附冲压过程中产生的铁磁性碎屑的环形电磁铁。
7、作为本发明再进一步的方案:所述凸模的前端面上同轴安装有与电源正极连接的第二环形导电头,所述环形电磁铁的负极与电源负极连接,且环形电磁铁的正极连接有第一环形导电头;所述第一环形导电头同轴安装在环形电磁铁上,且第一环形导电头可在复位弹簧被压缩时作靠近并与第二环形导电头接触的轴向运动,以使环形电磁铁通电吸附第二环形导电头和铁磁性碎屑。
8、作为本发明再进一步的方案:所述凸模的前端面上同轴开设有环形槽,环形槽的横截面为u型,且环形槽的槽口方向与凸模的轴向彼此平行;所述复位弹簧的顶部安装在环形槽的槽底,第二环形导电头安装在环形槽的槽底。
9、作为本发明再进一步的方案:所述冲压垫板的底部开设有上小下大的二段阶梯状的安装孔,以小圆孔孔轴为对称轴对称布置有两组;两组安装孔内均安装有轴向与凸模轴向彼此平行的二段阶梯状的导柱,导柱的顶端依次穿过安装孔和开设在冲压凹模上的第一导向孔。
10、作为本发明再进一步的方案:还包括凸模固定板,所述凸模固定板上开设有嵌槽,凸模的尾端同轴安装在嵌槽内。
11、作为本发明再进一步的方案:所述凸模固定板上开设有第二导向孔,导柱的顶端滑动插接在第二导向孔内。
12、作为本发明再进一步的方案:所述凸模固定板安装在外界压力机的驱动端上,以使凸模完成冲压动作。
13、与现有技术相比,本发明的有益效果是:
14、1、本发明使用可彼此拆卸的冲压垫板和冲压凹模,能够使二段式阶梯孔状的冲压腔便于拆卸,避免清洁死角处残留大量的碎屑,方便维护与清洗,提高了碎屑清洁度的同时,也为后续工作的顺利进行提供了基础。二段式阶梯孔孔肩与冲压头的挤压配合,能够将上壳体和下壳体冲压焊接在一起。
15、2、本发明压环的底端抵紧在上壳体的折边上,与折边形成了线接触,减小了受力面积,提高了单位面积上的压强,能够更好的压焊上壳体,焊接效果良好。
16、3、本发明凸模的前端面靠近折边位置开设有环形槽,且环形槽内部活动连接有与其相匹配的环形电磁铁,环形电磁铁顶端面与环形槽槽底之间固定连接有复位弹簧,且复位弹簧内侧的环形电磁铁顶端面上固定连接有第一环形导电头,第一环形导电头上方的环形槽内壁顶端嵌设有第二环形导电头,凸模的内部中间位置嵌设有电源,且电源与第二环形导电头之间电连接,该设置能够通过磁性吸附冲压产生的金属碎屑,有效保证加工处的清洁。与此同时,环形电磁铁对第二环形导电头产生的吸力大于复位弹簧此时的弹力,因而使环形电磁铁能够持续通电,进而将吸附的碎屑顺利的带出冲压腔。
17、4、本发明凸模固定板的内部中心开设有嵌槽,且凸模固定板与外界压力机连接,凸模顶端嵌设在嵌槽内部,凸模固定板起到连接与固定的作用,提高凸模的稳定性。
18、5、本发明首先使用环形电磁铁将冲压腔内的碎屑清除,减少冲压腔内的碎屑堆积,同时可拆卸式的冲压腔能够将碎屑清除干净。环形电磁铁和可拆卸式的冲压腔,减少碎屑清理的时间,能够提高冲压的工作效率。
技术特征:
1.一种用于冷压焊型上壳体的冲压模具,其特征在于,包括可彼此分离的冲压凹模(2)和冲压垫板(1),冲压凹模(2)上开设有上圆孔(10),冲压垫板(1)上开设有下圆孔(9);上圆孔(10)和下圆孔(9)同轴配合,构成沿冲压方向孔径逐渐缩小的二段式阶梯孔;二段式阶梯孔构成容纳通过折边彼此扣合的上壳体和下壳体(11)的冲压腔,且二段式阶梯孔的孔肩构成支撑下壳体(11)折边的止口台阶;还包括可沿冲压方向与二段式阶梯孔孔肩配合以将上壳体和下壳体(11)的折边冲压焊接在一起的冲压头。
2.根据权利要求1所述的一种用于冷压焊型上壳体的冲压模具,其特征在于,所述上壳体和下壳体(11)均为顶部开口的圆桶状结构,下壳体(11)的壳身同轴安装在下圆孔(9)内,上壳体同轴倒置扣合在下壳体(11)上,且上壳体和下壳体(11)圆环状的折边彼此上下贴合;所述冲压头为可伸入上圆孔(10)内的圆柱状的凸模(4),凸模(4)的前端面上同轴开设有可容纳上壳体壳身的圆竖槽(12),圆竖槽(12)的槽口处同轴固接有对上壳体和下壳体(11)的折边进行冲压的压环(13)。
3.根据权利要求2所述的一种用于冷压焊型上壳体的冲压模具,其特征在于,所述压环(13)的横截面为三角形,压环(13)的底面与凸模(4)的前端面彼此贴合,压环(13)的顶端构成对上壳体和下壳体(11)进行冲压的冲压端。
4.根据权利要求2或3所述的一种用于冷压焊型上壳体的冲压模具,其特征在于,所述凸模(4)上安装有磁吸组件,所述磁吸组件包括同轴安装在凸模(4)前端面上的复位弹簧(17),且复位弹簧(17)的直径大于上壳体和下壳体(11)折边的直径;复位弹簧(17)的底部同轴固接有用于吸附冲压过程中产生的铁磁性碎屑的环形电磁铁(16)。
5.根据权利要求4所述的一种用于冷压焊型上壳体的冲压模具,其特征在于,所述凸模(4)的前端面上同轴安装有与电源(20)正极连接的第二环形导电头(19),所述环形电磁铁(16)的负极与电源(20)负极连接,且环形电磁铁(16)的正极连接有第一环形导电头(18);所述第一环形导电头(18)同轴安装在环形电磁铁(16)上,且第一环形导电头(18)可在复位弹簧(17)被压缩时作靠近并与第二环形导电头(19)接触的轴向运动,以使环形电磁铁(16)通电吸附第二环形导电头(19)和铁磁性碎屑。
6.根据权利要求5所述的一种用于冷压焊型上壳体的冲压模具,其特征在于,所述凸模(4)的前端面上同轴开设有环形槽(15),环形槽(15)的横截面为u型,且环形槽(15)的槽口方向与凸模(4)的轴向彼此平行;所述复位弹簧(17)的顶部安装在环形槽(15)的槽底,第二环形导电头(19)安装在环形槽(15)的槽底。
7.根据权利要求6所述的一种用于冷压焊型上壳体的冲压模具,其特征在于,所述冲压垫板(1)的底部开设有两组上小下大的二段阶梯状的安装孔(6),且该两组安装孔(6)以小圆孔孔轴为对称轴对称布置;两组安装孔(6)内均安装有轴向与凸模(4)轴向彼此平行的二段阶梯状的导柱(5),导柱(5)的顶端依次穿过安装孔(6)和开设在冲压凹模(2)上的第一导向孔(7)。
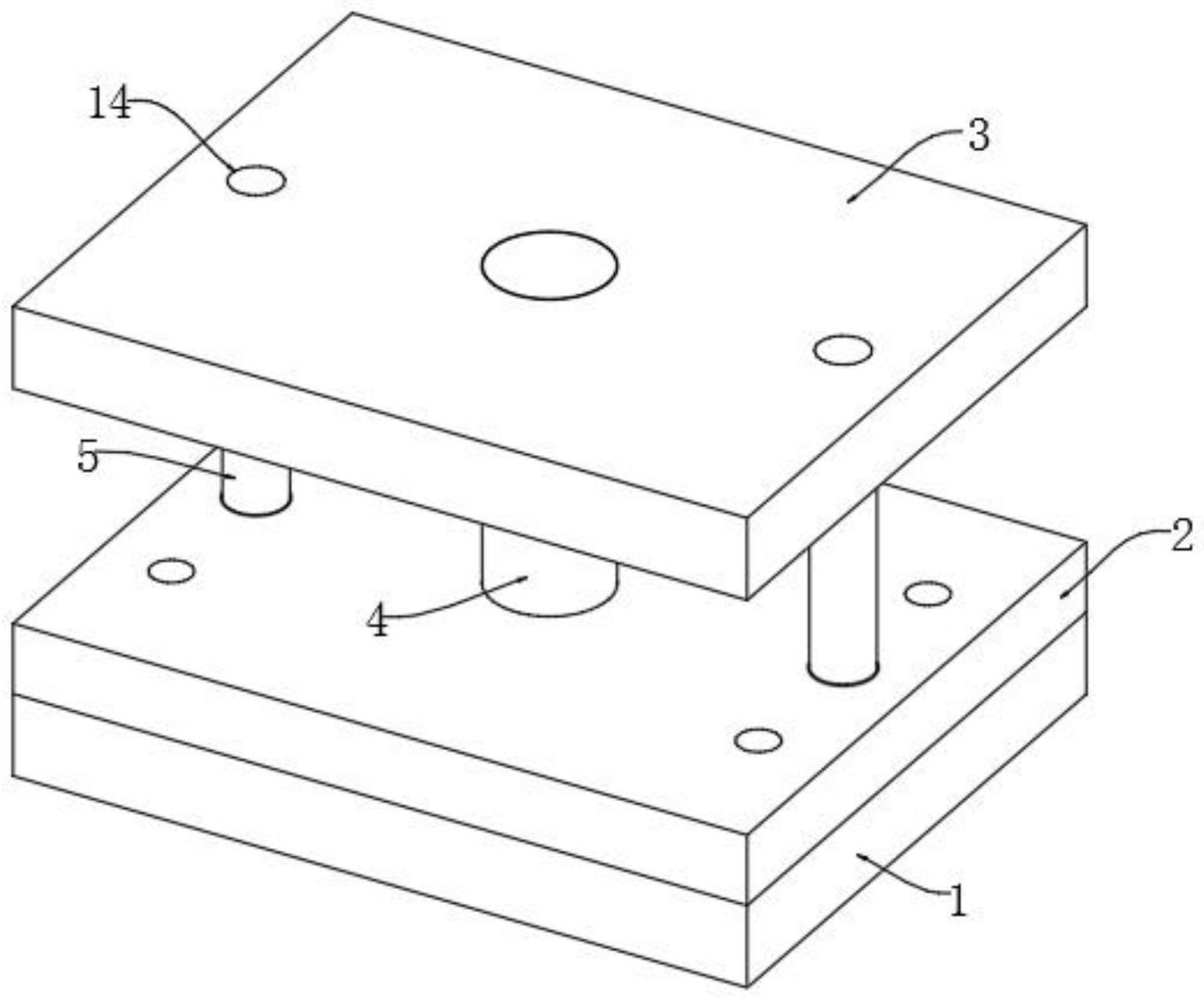
8.根据权利要求7所述的一种用于冷压焊型上壳体的冲压模具,其特征在于,还包括凸模固定板(3),所述凸模固定板(3)上开设有嵌槽(8),凸模(4)的尾端同轴安装在嵌槽(8)内。
9.根据权利要求8所述的一种用于冷压焊型上壳体的冲压模具,其特征在于,所述凸模固定板(3)上开设有第二导向孔(14),导柱(5)的顶端滑动插接在第二导向孔(14)内。
10.根据权利要求9所述的一种用于冷压焊型上壳体的冲压模具,其特征在于,所述凸模固定板(3)安装在外界压力机的驱动端上,以使凸模(4)完成冲压动作。
技术总结
本发明涉及金属冲压技术领域,具体是一种用于冷压焊型上壳体的冲压模具,包括可彼此分离的冲压凹模和冲压垫板,冲压凹模上开设有上圆孔,冲压垫板上开设有下圆孔;上圆孔和下圆孔同轴配合,构成沿冲压方向孔径逐渐缩小的二段式阶梯孔;二段式阶梯孔构成容纳通过折边彼此扣合的上壳体和下壳体的冲压腔,且二段式阶梯孔的孔肩构成支撑下壳体折边的止口台阶;还包括可沿冲压方向与二段式阶梯孔孔肩配合以将上壳体和下壳体的折边冲压焊接在一起的冲压头;本发明快速有效的将冲压腔中的碎屑清理干净,确保后续工作的顺利进行。
技术研发人员:胡竹松,张凤伟,宁峰鸣,刘小东,唐正生
受保护的技术使用者:合肥圣达电子科技实业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!