一种合金支架热定型用工装夹具及其使用方法与流程
本发明涉及医疗器械制造,具体涉及一种合金支架热定型用工装夹具及其使用方法。
背景技术:
1、近年来我国的心脑血管疾病的发病率逐年升高,死亡率也是逐年攀升超过癌症等其他疾病,而支架植入是治疗心脑血管疾病的常见方式。镍钛合金因其优异的生物相容性、形状记忆功能和力学性能作为材料常被用于制作各种类型的心脑血管支架。
2、在制作非编织的镍钛合金支架时,一般选用管径较小的管材,通过激光切割出所需结构,随后通过多次扩张和热处理完成定型,在热处理过程中热定型用工装夹具决定了支架塑性形变时的结构。
3、目前传统的镍钛合金支架仅能够定型加工圆筒形的支架,无法加工具圆筒形结构上具有其他外伸结构的支架。对于本领域的技术人员来说,如何设计一种能够加工筒形结构上具有外伸结构支架的成型装置,是目前需要解决的技术问题。
技术实现思路
1、本发明提供一种合金支架热定型用工装夹具,能够定型加工带有侧翼的合金支架,具体方案如下:
2、一种合金支架热定型用工装夹具,包括:
3、扩张轴,用于插入待成型支架的内部,对所述待成型支架实现扩张;
4、第一夹具,套在所述待成型支架的外部,用于定型所述待成型支架主体部分的外表面;
5、第二夹具,套在所述待成型支架的外部;
6、其中,所述第一夹具的一端设置第一侧翼定型面,所述第二夹具的一端设置第二侧翼定型面,所述第一侧翼定型面和所述第二侧翼定型面能够相互对接,所述第一侧翼定型面和/或所述第二侧翼定型面设置第一凹槽,所述第一凹槽用于容纳定型所述待成型支架的侧翼。
7、可选地,所述第二夹具的一端设置第一外彭杆定型面,所述扩张轴的一端设置定位台,所述定位台设置第二外彭杆定型面;所述第一外彭杆定型面和/或所述第二外彭杆定型面设置第二凹槽,所述第二凹槽用于容纳定型所述待成型支架的外彭杆。
8、可选地,所述扩张轴的外壁凸出设置定位凸起,所述第一夹具的内壁和所述第二夹具的内壁分别设置能够对接连通的定位槽,所述定位凸起和所述定位槽配合插装以实现周向定位。
9、可选地,所述定位凸起的数量与所述待成型支架的所述侧翼数量相等,所述定位凸起用于与所述待成型支架的大网孔底端相接触。
10、可选地,所述定位凸起设置导向斜面,所述定位凸起通过所述导向斜面向外顶出所述待成型支架的所述侧翼。
11、可选地,所述扩张轴的下端设置渐缩面,所述渐缩面的外径从上向下逐渐减小。
12、可选地,所述第一夹具设置与所述待成型支架的所述侧翼数量相等的第一斜面,所述第二夹具设置与所述待成型支架的所述侧翼数量相等的第二斜面,所述第一斜面和所述第二斜面一一对应接触,每组所述第一斜面和所述第二斜面用于成型所述待成型支架的所述侧翼。
13、可选地,所述第一夹具的内壁设置环形凸台,所述环形凸台用于限定所述待成型支架主体部分的端部位置。
14、可选地,所述第二夹具包括至少两个能够沿周向分离的分体。
15、可选地,所述扩张轴外表面、以及所述第一夹具的内表面、所述第二夹具的内表面用于定型所述待成型支架的部分为圆柱面、棱柱面、外凸面或内凹面。
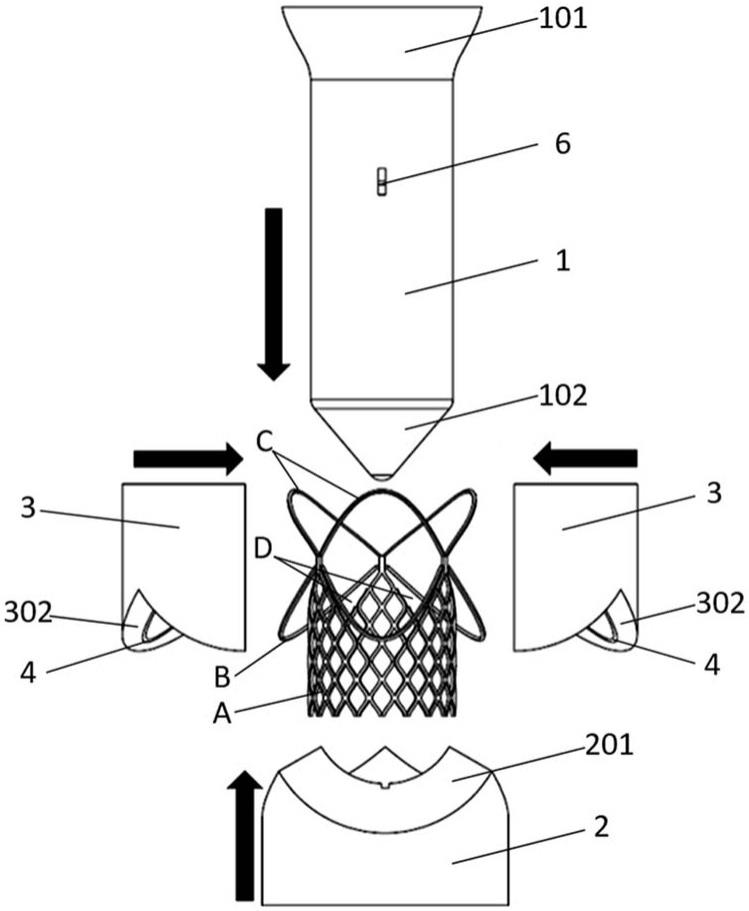
16、本发明还提供一种合金支架热定型用工装夹具的使用方法,应用于上述任一项所述的合金支架热定型用工装夹具,包括:
17、将扩张轴插入未展开的待成型支架的内部,使所述待成型支架的主体部分完全扩张展开,侧翼和外彭杆不完全扩张展开;
18、第二夹具的两个分体合拢,通过定位凸起和定位槽配合完成所述第二夹具的周向定位;
19、所述扩张轴轴向移动使所述第二夹具的第一外彭杆定型面与所述扩张轴的第二外彭杆定型面相接触完成外彭杆的定型;并通过所述定位凸起将侧翼顶出,同时所述定位凸起的下部接触待成型支架大网孔底端;
20、第一夹具通过所述定位凸起和所述定位槽配合完成周向定位,并沿轴向移动直至所述第一夹具的第一斜面与所述第二夹具的第二斜面相接触,完成侧翼的定型。
21、相对于现有技术,本发明提供一种合金支架热定型用工装夹具,利用扩张轴插入待成型支架的内部,接触待成型支架的内表面,对待成型支架实现扩张;第一夹具和第二夹具能够分别套在待成型支架的外表面,第一夹具和第二夹具共同从外侧、扩张轴从内侧对待成型支架进行挤压定型,使待成型支架保持在扩张的状态;当第一夹具设置的第一侧翼定型面与第二夹设置的第二侧翼定型面相互对接时,待成型支架的侧翼进入第一凹槽,从而单独地对侧翼实现扩张定型,使侧翼保持外凸的状态;本发明通过第一夹具和第二夹具配合夹持从而加工筒形结构上具有外伸结构支架。
技术特征:
1.一种合金支架热定型用工装夹具,其特征在于,包括:
2.根据权利要求1所述的合金支架热定型用工装夹具,其特征在于,所述第二夹具(3)的一端设置第一外彭杆定型面(301),所述扩张轴(1)的一端设置定位台,所述定位台设置第二外彭杆定型面(101);所述第一外彭杆定型面(301)和/或所述第二外彭杆定型面(101)设置第二凹槽(5),所述第二凹槽(5)用于容纳定型所述待成型支架的外彭杆。
3.根据权利要求1所述的合金支架热定型用工装夹具,其特征在于,所述扩张轴(1)的外壁凸出设置定位凸起(6),所述第一夹具(2)的内壁和所述第二夹具(3)的内壁分别设置能够对接连通的定位槽(7),所述定位凸起(6)和所述定位槽(7)配合插装以实现周向定位。
4.根据权利要求3所述的合金支架热定型用工装夹具,其特征在于,所述定位凸起(6)的数量与所述待成型支架的所述侧翼数量相等,所述定位凸起(6)用于与所述待成型支架的大网孔底端相接触。
5.根据权利要求3所述的合金支架热定型用工装夹具,其特征在于,所述定位凸起(6)设置导向斜面,所述定位凸起(6)通过所述导向斜面向外顶出所述待成型支架的所述侧翼。
6.根据权利要求1所述的合金支架热定型用工装夹具,其特征在于,所述扩张轴(1)的下端设置渐缩面(102),所述渐缩面(102)的外径从上向下逐渐减小。
7.根据权利要求1所述的合金支架热定型用工装夹具,其特征在于,所述第一夹具(2)设置与所述待成型支架的所述侧翼数量相等的第一斜面(201),所述第二夹具(3)设置与所述待成型支架的所述侧翼数量相等的第二斜面(302),所述第一斜面(201)和所述第二斜面(302)一一对应接触,每组所述第一斜面(201)和所述第二斜面(302)用于成型所述待成型支架的所述侧翼。
8.根据权利要求1所述的合金支架热定型用工装夹具,其特征在于,所述第一夹具(2)的内壁设置环形凸台(202),所述环形凸台(202)用于限定所述待成型支架主体部分的端部位置。
9.根据权利要求1至8任一项所述的合金支架热定型用工装夹具,其特征在于,所述第二夹具(3)包括至少两个能够沿周向分离的分体。
10.根据权利要求8所述的合金支架热定型用工装夹具,其特征在于,所述扩张轴(1)外表面、以及所述第一夹具(2)的内表面、所述第二夹具(3)的内表面用于定型所述待成型支架的部分为圆柱面、棱柱面、外凸面或内凹面。
11.一种合金支架热定型用工装夹具的使用方法,应用于权利要求1至9任一项所述的合金支架热定型用工装夹具,其特征在于,包括:
技术总结
本发明提供一种合金支架热定型用工装夹具及其使用方法,涉及医疗器械制造技术领域,利用扩张轴插入待成型支架的内部,接触待成型支架的内表面,对待成型支架实现扩张;第一夹具和第二夹具能够分别套在待成型支架的外表面,第一夹具和第二夹具从外侧、扩张轴从内侧对待成型支架进行挤压定型,使待成型支架保持在扩张的状态;当第一夹具设置的第一侧翼定型面与第二夹设置的第二侧翼定型面相互对接时,待成型支架的侧翼进入第一凹槽,从而单独地对侧翼实现扩张定型,使侧翼保持外凸的状态;本发明通过第一夹具和第二夹具配合夹持从而加工筒形结构上具有外伸结构支架。
技术研发人员:杨彦晨,王伟冲,李晓萌,李春明,殷敬华
受保护的技术使用者:上海威高医疗技术发展有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!